助焊剂MSDS
- 格式:docx
- 大小:18.87 KB
- 文档页数:7
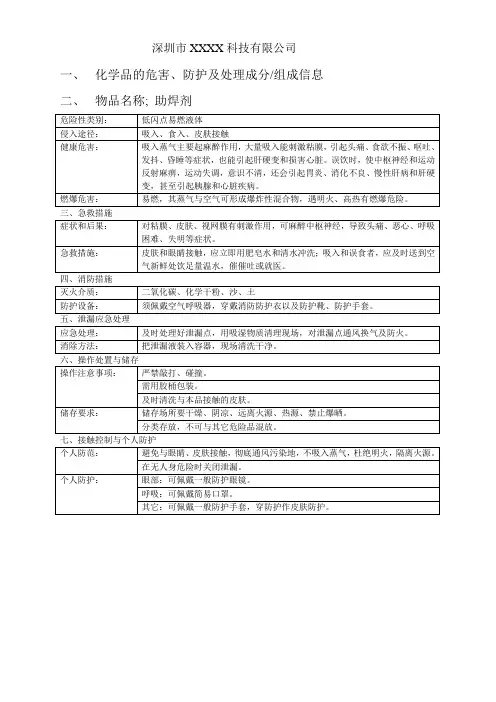
助焊剂MSDS(物质安全资料表)一、产品品名:免清洗环保助焊剂化学组成:专利配方有机类混合物产品用途:电子产品的免清洗焊锡工艺(波峰焊、热浸焊)三、物理及化学特性外观:液体颜色:无色透明气味:酒精味略带香蔗水味比重20℃时:0.806±0.001挥发性/容积:97.0蒸气密度(空气=1):2.0沸点℃:72.00~75.50水溶性:溶于水溶剂溶性:溶于洒精、异丙醇、丙酮四、防火资料闪点:15.00灭火材料:二氧化碳,泡沫灭火器,干粉灭火,黄砂,湿麻袋特殊灭火程序:用湿麻袋覆盖火焰发生处,至火灭为止五、反应资料稳定性:稳定危害分解物:一氧化碳,二氧化碳不相溶物质:氯丁橡胶不可长期接触,尿素氮肥,硫酸,强氧化剂避免的情况:热,明火,火花六、健康危害资料误食:造成肠胃刺激,呕吐皮肤接触:长期接触或重复接触会引成脱脂及皮肤炎吸入:大量吸入会感觉鼻粘腊刺激,头眩,呕吐接触眼睛:造成严重刺激时会流泪,视力模糊急救处理:1.眼睛接触:立即翻开上下眼泪睑,用流动清水或生理盐水冲洗至少15分,就医。
2.吞食:可先服冷开水,马上去医院3.吸入:新鲜空气深呼吸,若呼吸困难者可供氧气,若没有马上恢复,立即通知医生七、特殊保护装备呼吸保护:使用卫生部认可的可阻止有机蒸气口罩手及身体保护:使用PVC工作手套,穿工作服眼睛及身体保护:带护目镜,工作近处设自来水池通风设备:助焊剂只能放置通风处八、泄漏及废物处理溢出或泄漏:注意安全,疏散人员,严禁明火、增加通风、清泄漏场地时用第七项保护装备中的条款丢弃:请合法的废弃物公司处理之九、使用及储存使用:使用场地须通风良好,波峰焊及热浸焊工作上方应安排抽风装置;注意不可将废弃液直接排下水道储存:使用后应保持容器密封,通风良好,避免直接日晒工作卫生:不要在助焊剂及稀释剂的场所吃东西,喝饮料及抽烟。
使用助焊剂及稀释剂后需洗手。
其它注意事项:包装上应注明“本品属易燃品,注意使用”字样,用完的空桶内可能会有残液,注意事项的标签应留在空桶上。

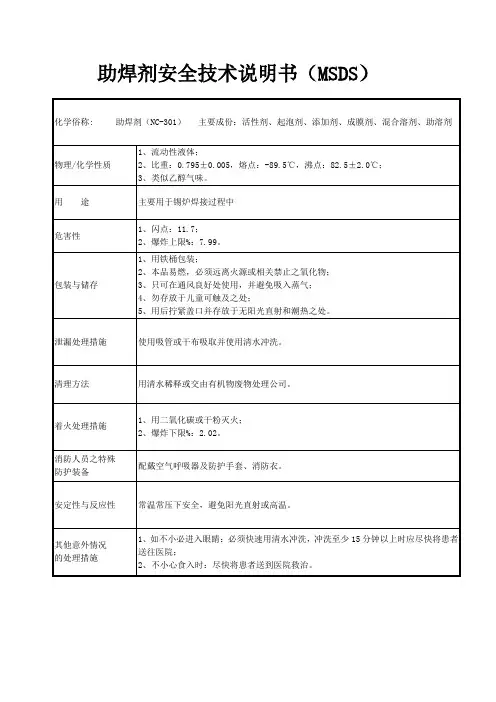
助焊剂MSDS一.物质与厂商资料:物质名称: 助焊剂厂商:二.性质:WY-710免洗助焊剂是一种专为用于机器焊接高级多层电路板的不含松脂型的助焊剂。
物理性质:物理状态无色透明液体固体含量0.00比重(25℃)0.798+0.001流动和持续性通过化学性质:卤素含量无酸度12.00mg KOH/G SamplePH值 6.0水提取阻抗75欧-cm焊后助齐或残余:物理状态无残余物表面绝缘电阻1*1011欧软化点无腐蚀性测试通过40℃.95%温度清洗测试通过按照MIL-P-28809稀释:为维持WY-710免洗助焊剂有良好的助焊性能,需添加WY-008稀释来补偿蒸发消耗,添加稀释齐直到获得0.798+0.001的比重。
三.用途:WY-710主要用于电路板上有敏感的滑动开关,导电性的焊垫的焊接可克服RCA型或松香低固态用的助焊剂所达到的绝缘性和表面干净程度。
四.优点:WY-710免洗助焊剂是一种不含有松香的助焊剂,在焊接时产生的烟雾和其残余物对焊料和裸铜均无腐蚀性,留在表面上残余物是安全的,它不会在测试焊垫上留下残余物,因而不会干扰ICT测试的进行,高度热稳定性,在较高的预热温度100-110℃量得最佳状态以至直于减少误差,防止对SMD造成热冲击,因此,它是一种很好的助焊剂。
五.残余物特性:WY-710免洗助焊剂因为它是一种不含松香的助沓齐,因而极少量的助焊剂残余物用肉眼是很难看到的,并能进行针床测试,它在焊后不会再传送或传送架子上留下粘性的残余物,残余物具有高度的绝缘性和非腐蚀性的,残余物的表面绝缘电阻大1*1011奥姆,它的残余物可以用醇类清除。
六.注意事项:WY-710免洗助焊剂具有可燃性,应避免直接加热远离火花和明火,放在通风良好区域。
七. 废弃处理方法:废弃的脱膜剂及空罐统一进行收集, 然后危废中心进行处理.八.其它数据。
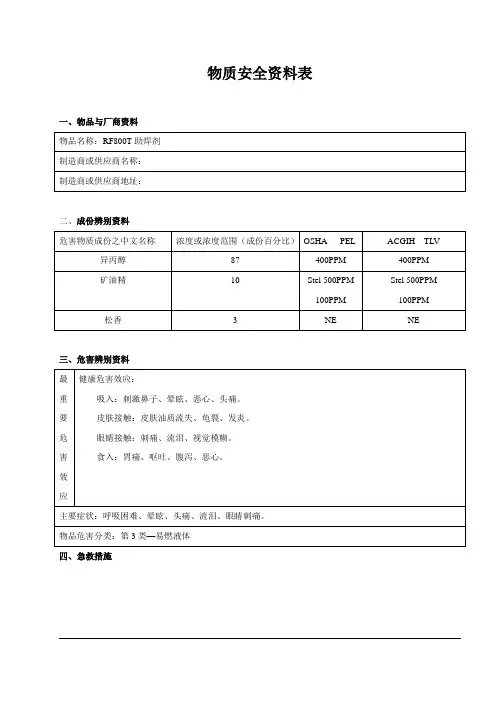
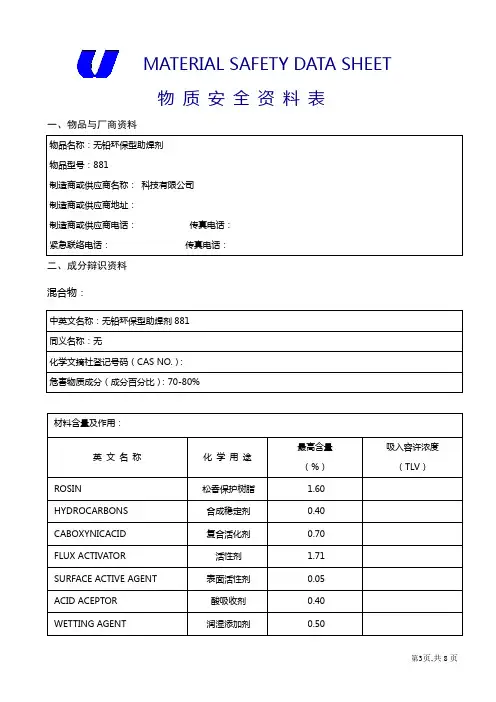
物质安全资料表一、物品与厂商资料
二、成分辩识资料
混合物:
物质安全资料表
三、危害辨识资料
四、急救措施
五、灭火措施
物质安全资料表
六、洩漏处理方法
七、安全处置及储存方法:
物质安全资料表
物质安全资料表
八、暴露预防措施
九、物理及化学性质
十、安定性及反应性
物质安全资料表
十一、毒性物资
十二、生态资料
十三、废弃处理方法
物质安全资料表
十四、运送资料
十五、法规资料
十六、其他资料
注:上述资料由提供,本公司对上述资料已力求正确,但错误恐仍难免,各项数据与资料仅供参考,使用者
物质安全资料表请依应用需求,自行负责判断其可用性。
助焊剂MSDS第一部分:化学品名称化学品中文名称:助焊剂化学品英文名称:argon中文名称2:英文名称2:技术说明书编码:104 CAS No.:7440-37-1分子式:Ar 分子量:39.95第二部分:成分/组成信息有害物成分:氩含量:≥99.99% CAS No.:7440-37-1第三部分:危险性概述危险性类别:侵入途径:健康危害:常气压下无毒。
高浓度时,使氧分压降低而发生窒息。
氩浓度达50%以上,引起严重症状;75%以上时,可在数分钟内死亡。
当空气中氩浓度增高时,先出现呼吸加速,注意力不集中,共济失调。
继之,疲倦乏力、烦躁不安、恶心、呕吐、昏迷、抽搐,以至死亡。
液态氩可致皮肤冻伤;眼部接触可引起炎症。
环境危害:燃爆危险:本品不燃,具窒息性。
第四部分:急救措施皮肤接触:若有冻伤,就医治疗。
眼睛接触:提起眼睑,用流动清水或生理盐水冲洗。
就医。
吸入:迅速脱离现场至空气新鲜处。
保持呼吸道通畅。
如呼吸困难,给输氧。
如呼吸停止,立即进行人工呼吸。
就医。
食入:第五部分:消防措施危险特性:若遇高热,容器内压增大,有开裂和爆炸的危险。
有害燃烧产物:灭火方法:本品不燃。
切断气源。
喷水冷却容器,可能的话将容器从火场移至空旷处。
第六部分:泄漏应急处理应急处理:迅速撤离泄漏污染区人员至上风处,并进行隔离,严格限制出入。
建议应急处理人员戴自给正压式呼吸器,穿一般作业工作服。
尽可能切断泄漏源。
合理通风,加速扩散。
如有可能,即时使用。
漏气容器要妥善处理,修复、检验后再用。
第七部分:操作处置与储存操作注意事项:密闭操作。
密闭操作,提供良好的自然通风条件。
操作人员必须经过专门培训,严格遵守操作规程。
防止气体泄漏到工作场所空气中。
远离易燃、可燃物。
搬运时轻装轻卸,防止钢瓶及附件破损。
配备泄漏应急处理设备。
储存注意事项:储存于阴凉、通风的库房。
远离火种、热源。
库温不宜超过30℃。
应与易(可)燃物分开存放,切忌混储。
储区应备有泄漏应急处理设备。
吸入肺中还会引发致命性化学性肺炎。
反应活性
信息➢稳定性:稳定
➢避免接触的条件:高温,火花、明火
➢禁配物:强氧化物
➢危险分解产物:热分解会产生CO、CO2、松香酸、脂肪醛、萜烯和其他酸➢聚合危害:不会产生危害的聚合反应
泄漏应急
处理➢消除方法:远离潜在的危险源,如果是封闭区域需保持通风,准备好适当的容器并且需要有吸附棉和铲子,收集并覆盖防止挥发。
➢废物处置:使用被认可的焚烧方法处置或者填埋在被认可的垃圾填埋区。
防护措施➢呼吸防护:如果有害物超过允许最高浓度或者通风不足不能使烟气排出呼吸区,则需佩戴经NOISH/MSHA认证的,滤筒式的呼吸器。
➢眼睛防护:建议佩戴符合OSHA标准的防化学品飞溅的护目镜,在工作站设置洗眼器。
➢衣物/手套:佩戴防护手套例如橡胶手套、塑料手套
➢通风设备:提供足够的机械通风(全面通过/局部通风)设备来使接触量控制在阈限值以下
特殊防护➢操作和储存时的防护措施
注意易燃液体的防护措施,在不用的时候保持容器密封,储存时远离火源,保存在
阴凉干燥处,要足够通风。
阅读所有标签。
禁止使用金属桶活塞,使用聚乙烯、聚
丙烯或者特氟龙活塞。
➢其他防护措施
容器:由于空的容器会有危险残留物(气体、液体或者固体)在内,必须仔细阅读
防护措施。
只能用于工业生产,避免儿童接触,不可内服。
其他资料➢医生建议:松香水是种脂肪族石油烃,如有食入,建议洗胃。
➢情况加重症状:化学性过敏和肺部疾病。
无铅焊接助焊剂物质安全数据表第一部分化学品及企业标识化学品中文名称:SW-11LF无铅焊接助焊剂化学品英文名称:SW-11LF FLUX FOR LEAD-FREE SOLDERING企业名称:第二部分成分及组成信息纯品□ 混合物化学品名称:SW-11LF无铅焊接助焊剂有害物成分含量CAS No. 乙醇95-98% 64-17-5松香1-3% 65997-06-0第三部分危险性概述危险性类别:第3.2类中闪点易燃液体侵入途径:吸入、食入、皮肤接触。
健康危害:高浓度会导致中枢神经抑制。
急性:吞食会引起胃痛、呕吐、腹泻慢性:皮肤龟裂、皮肤发炎、体重减轻、肾臓伤害。
环境危害:无资料燃爆危险:易燃,其蒸气与空气可形成爆炸性混合物,遇明火、高热有燃烧爆炸危险第四部分急救措施皮肤接触:脱去污染的衣着,用肥皂水及清水彻底冲洗皮肤。
眼睛接触:立即用大量清水或生理盐水冲洗15分钟并就医。
吸入:呼吸困难须呼吸新鲜空气。
食入:饮用清水再催吐并送医治疗。
第五部分消防措施危险特性:其蒸气与空气形成爆炸性混合物,遇明火、高热能引起燃烧爆炸。
与氧化剂能发生强烈反应。
若遇高热,容器内压增大,有开裂和爆炸的危险。
有害燃烧产物:CO灭火方法及灭火剂:可用水、泡沫、二氧化碳、干粉、砂土扑救。
第六部分泄漏应急处理应急处理:若出现泄漏,首先须切断所有的火源,并进行隔离,严格限制出入。
少量的泄漏可用纸张或吸附物(砂土、活性碳)吸去泄漏液再移至通风处。
大量泄漏须抽取至储存桶,残留部分以吸附物处理。
第七部分操作处理与储存操作处理注意事项:密闭操作,加强通风。
操作人员必须经过专门培训,严格遵守操作规程。
建议操作人员佩戴安全口罩,戴安全护目镜,戴橡胶耐油手套。
远离火种、热源、工作场所严禁吸烟。
使用防爆型的通风系统和设备。
防止蒸气泄漏到工作场所空气中。
避免与氧化剂接触。
搬运时要轻装轻卸,防止包装及容器损坏。
配备相应品种和数量的消防器材及泄漏应急处理设备。
助焊剂的MSDS材料的识别、物理及化学性质物品名及型号化学结构式外观固点自燃点沸点闪点比重PH值折射率固含量助焊剂TG614混合物无色透明液体-90℃429℃80-100℃18℃0.790 5.1 1.8326 3.00助焊剂的危险性引火点发火点爆炸界限可燃性稳定性、反应性氧化性自我反应性、爆炸性其它>8-10℃ 42.9℃上限:8.0下限:9.2 含有可燃性物质安定——————助焊剂的有害性刺激性急性毒性慢性毒性其它有 LD50:5045mg/kg ——会使眼睛、鼻、喉等粘膜受刺激,而引起头痛防止暴露措施管理浓度容许浓度设备对策醇系浓度 400PPM TLV-TVVM400PPM 局部加强排气设备操作、保管注意事项操作注意事项:1、作业后务必把手洗干净。
2、作业服请收拾于专用衣柜中。
3、作业时个人防护措施。
防护具呼吸用保护具:防毒面罩保护眼镜:保护眼镜保护手套:橡胶制品保护衣:不渗透性围裙及不渗透性工作服保管注意事项:1、请保管于冷暗处(20℃以下)。
2、存放在安全而通风的地方,经常保持桶盖紧闭。
3、避免长期不断的吸入蒸气。
急救措施1、进入眼睛时:使用流水至少冲洗15分钟以上,再送至医院接受治疗。
2、沾染皮肤时:用含有乙醇的纱布擦拭,再用肥皂水清洗。
3、吸入体内时:吸入本制品,立刻接受医生的诊治。
4、吞进体内时:立即在医生的指示下采取相应措施,再接受医生诊治。
火灾时的措施1、灭火方法:使用粉沫、二氧化碳、乾燥砂等灭火。
2、灭火剂:粉沫、二氧化碳、泡沫、乾燥砂。
泄漏时的措施1、应远离烟火。
2、用抹布等擦拭,擦拭后废弃物按12.1处理。
废物处理依据中毒预防规则,废弃物处理及清扫依有关法规委由领有执照的专业人士清送。
运送注意事项用铁桶包装,参照操作及保管上应注意事项,依据中毒预防规则运送。
Welcome !!! 欢迎您的下载,资料仅供参考!。
材料安全數據表2#助焊劑#第一部分:化學品名稱助焊劑第二部分:成分/組成資訊成分及含量: ①媒液(活性劑)2~2.2%. ②異丙醇97.0% ③輔助劑1~0.8%. 化學式或構造式: ①混合物②(CH3)2CHOH ③混合物第三部分:危險概述危害性: 吸入體內(四肢麻痺、疝痛、頭痛、痙痛等)有害性: 因把焊錫助焊劑的化合物吸入體內而引起的中毒環境影響: ACGIH: 400PPM第四部分:急救方式進入眼睛時: 使用流水至少沖洗15分鐘以上,再接受醫師診治.沾染皮膚時: 用含有乙醇的紗布擦拭,再用肥皂水清洗.吸入體內時: 吸入本製品時,立刻接受醫師的診治.吞進體內時: 立即在醫師的指示下採取因急措施,再接接受醫師診治.第五部分:消防措施滅火方法: 使用粉末、一氧化碳、乾燥砂,濕麻袋等覆蓋火焰發生處,至火滅為止。
第六部分:洩露應急處理應遠離煙火,用抹布等擦拭,將此抹布以工廠廢棄物交由領有執照的業者來清運. 第七部分:操作處置與儲存作業後務必把手洗幹凈,請保管於冷暗及通風的環境內.第八部分:接觸控制和個人防護呼吸用保護具: 防塵、防毒面罩保護眼鏡: 保護眼鏡保護手套: 橡膠製品保護衣:不滲透性圍裙及不滲透性工作服2#助焊劑#第九部分:理化性質外觀等: 透明液狀蒸氣壓: 4256Pa(20℃) 揮發性: 有融點: <80℃沸點: 82℃比重: 約0.805(20℃)初餾點: 約82℃溶解度水: 全溶(---℃) 可燃性: 含有可燃性物質引火點: >14℃(媒液) 發火點: 400℃焊炸界限: 上限12%下限2%.第十部分:穩定性穩定第十一部分:毒性理學資料刺激性(皮膚、眼睛): 有急性毒性: LD50(經口):5045mg/kg亞急性毒性: 四肢麻痺、疝痛、頭痛、痙痛等慢性毒性: 不祥第十二部分:生態學資料危害分解物:一氧化碳,二氧化碳第十三部分:廢棄處理請合法的廢棄物公司處理第十四部分:運輸容器密封,避免日曬第十五部分:控制資料無资料第十六部分:補充資料工廠名稱:XXXX工廠地址:XXXX工廠電話:XXXX。
东莞市奥本特电子材料有限公司
无铅助焊剂
JS801B
◆技术资料表
◆产品承认书
◆SGS报告
无铅助焊剂技术资料
产品简介Introduction
无铅免洗助焊剂经由特殊的活动化制程,复合而成免洗低固量、中活性的电子助焊剂,焊接后的板面透明而干净,且有快干不粘手的特性,符合焊接行业规定的MIL-14256及美国联邦QQ-S-571标准。
产品特点Features
●焊接表面无残留、无粘性、焊接后表面与焊前一样
●本剂不具任何腐蚀的残留物
●本剂低烟,不污染工作环境,不影响人体健康
●本剂有极高的表面绝缘阻抗值
●通过严格的阻抗测试
●通过严格的铜镜测试
●焊锡表面与零件面无白粉产生,无吸湿性
●上锡速度快、润湿(Wetting)性高,即使很小的贯穿孔依然可以上锡。
适用范围Scope
计算机、通讯设备、电视机、音响设备、家用电器、仪器设备、医疗设备、UPS 等电子行业PCB 板的焊接。
无铅助焊剂JS801B 特性表
无铅助焊剂JS800系列
操作建议参数表
助焊剂常见状况与分析
一、 焊后PCB 板面残留多板子脏:
1.焊接前未预热或预热温度过低(浸焊时,时间太短)。
2.走板速度太快(FLUX 未能充分挥发)。
无铅助焊剂特性参数表
3.锡炉温度不够。
4.锡液中加了防氧化剂或防氧化油造成的。
5.助焊剂涂布太多。
6.组件脚和板孔不成比例(孔太大)使助焊剂上升。
7.FLUX使用过程中,较长时间未添加稀释剂。
二、着火:
1.波峰炉本身没有风,造成助焊剂涂布量过多,预热时滴到加热管上。
2.风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
3.PCB上胶条太多,把胶条引燃.
4.走板速度太快(FLUX未完全挥发,FLUX滴下)或太慢(造成板面热温度太高)。
5.工艺问题(PCB板材不好同时发热管与PCB距离太近)。
三、腐蚀(元器件发绿,焊点发黑):
1.预热不充分(预热温度低、走板速度快)造成FLUX留多,有害物残留太多。
2.使用需要清洗的助焊剂,焊完后或未及时清洗。
四、连电,漏电(绝缘性不好):
1.PCB设计不合理,布线太近等。
2.PCB阻焊膜质量不好,容易导电。
五、漏电,虚焊,连焊:
1.FLUX涂布的量太多太少或不均匀。
2.部分焊盘或焊脚氧化严重。
3.PCB布线不合理(零件分布不合理)。
4.发泡管堵塞,发泡不均匀,造成FLUX在PCB上涂布不均匀。
5.手浸锡时操作方法不当。
6.链条倾角不合理。
六、焊点太亮或焊点不亮:
1.可通过选择光亮型或消光型的FLUXA来解决问题。
2.所用锡不好(如:锡含量太低等)。
七、短路:
1)锡液造成短路:
A、发生了连焊但未检出。
B、锡液未达到正常工作温度,焊点间有“锡丝”搭桥。
2)PCB的问题:如:PCB本身阻焊膜脱落造成短路。
无铅助焊剂物质安全资料表(MSDS)
一化学品及企业标识
化学品中文名无铅助焊剂JS801B
生产企业名称东莞市奥本特电子材料有限公司
地址东莞市樟木头镇官仓社区龙腾工业区贤达路13号
企业电话传真号码:
二成份组成
NA=不适用有害成份
三危害性概述
侵入途径:1.呼吸进入2.吞食3.皮肤接触
潜在急性健康危害:眼睛接触可能危害健康;
吸入:吸入产品烟气可能危害健康.
食入:食入可能危害健康;
无铅助焊剂物质安全资料表(MSDS)
四急救措施
眼睛接触:不慎触及眼睛时,立刻用清水连续冲洗至少15分钟,并送医院冶疗.
皮肤接触:不慎触及皮肤时,立刻用肥皂及清水清洗患部.
吸入:不慎吸入时,迅速脱离现场转移到空气新鲜处,严重时送医治疗.
食入:不要给患者进食任何东西,并送医治疗.
感染之微兆与症状:呼吸不适或偶有头晕,接触部位可能红养.
五消防或燃爆数据
紧急措施远离高温、火花、火焰,避免接触眼睛,避免反复或长期接触皮肤,保持容器密封,在通风良好环境作业。
易燃性易燃
应避免的状况火源及火花
沸点110℃
自燃点399℃
爆炸极限下限2.0%(vol)上限12.0%(vol)
灭火方法二氧化碳灭火器
燃烧分解物CO/CO2
六泄露应急处理
少量泄漏用水稀释或用干材料吸干放置于废物处理箱内.
大量泄漏易燃液体,杜绝明火,隔离火源.在无人身危险时,关闭泄漏。
用干土、沙或其它不易燃物吸收,不可接触泄漏物品,禁止倒入地下
水道。
七操作处置与储存
操作请穿戴防护工具,配置良好的通风设备,工作时请勿进食、饮水、吸烟,避免接触皮肤、眼睛。
工作后要用清水冲洗干净。
储存不要放置于儿童可触及的地方,保持库房阴凉通风,远离火源使用前请保持密封。
无铅助焊剂物质安全资料表(MSDS)
八接触控制,个体防护
工程控制配置通风设备或其它办法来控制空气中蒸汽的浓度低于标准置保证工作地点的附近配有洗眼液和淋浴设备。
呼吸道预防措施当通风设施不能有效降低作业区的烟气浓度时,应使用符合标准的口罩或防毒面具。
皮肤防护措施使用合成橡胶或橡胶手套可有效防止皮肤接触
眼睛防护措施戴安全防护眼镜
卫生注意事项穿戴防护工具,作业完毕请立即洗手
其他防护措施用不渗透材料作为防护服,焊接时避免吸入烟气,避免接触眼睛、皮肤。
九物理化学特性
物理状态(20℃)液体
比重(20℃)0.82
℃
蒸汽压(20℃mmHg) 33
蒸发速度(乙醚丁酯=1) 1.8
蒸汽密度(空气=1) 2.1
蒸发率(体积%) 97%
凝固点(760mmHg) 不适用
无铅助焊剂物质安全资料表(MSDS)十化学反应特性
安定性安定有害之聚合物无
应避免之状况阳光直射或高温
不相容物酸或强碱溶液、水份、油脂、无机物
危险分解物氧化物
十一毒性资料
动物毒性急性口服毒性:980mg/kg
急性蒸汽毒性16970ppm4hours
人体慢性毒性可能造成皮肤、眼睛、中枢神经系统的损害。
人体的其他毒性吸入产品烟气、皮肤接触、食入可能有害健康十二废弃处置
废液处理方法请交由有执照之有机废物处理公司处理
十三运输信息
危险货物分类第三类:易燃液体
UN编号1219
包装标识易燃液体
包装方法桶装
运输注意事项避免阳光直射和其它热源或火源。