零基础自学PLC入门第四讲
- 格式:doc
- 大小:3.89 MB
- 文档页数:15

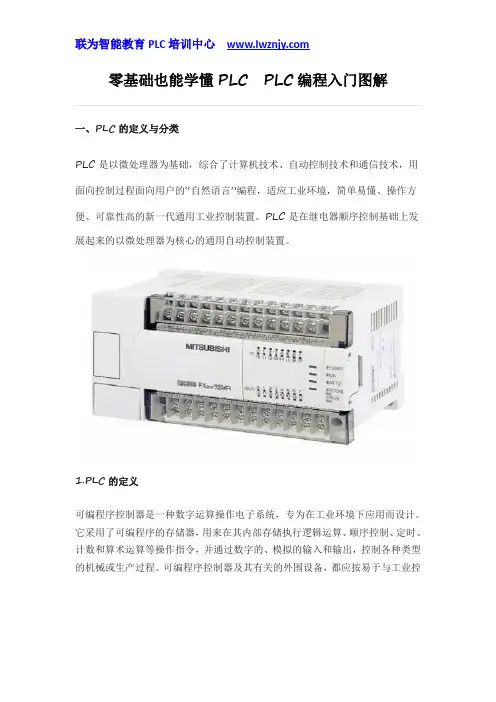
一、PLC的定义与分类PLC是以微处理器为基础,综合了计算机技术、自动控制技术和通信技术,用面向控制过程面向用户的“自然语言”编程,适应工业环境,简单易懂、操作方便、可靠性高的新一代通用工业控制装置。
PLC是在继电器顺序控制基础上发展起来的以微处理器为核心的通用自动控制装置。
1.PLC的定义可编程序控制器是一种数字运算操作电子系统,专为在工业环境下应用而设计。
它采用了可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。
可编程序控制器及其有关的外围设备,都应按易于与工业控制系统形成一个整体、易于扩充其功能的原则设计。
2.PLC的分类PLC产品种类繁多,其规格和性能也各不相同。
对于PLC,通常根据其结构形式的不同、功能的差异和I/O点数的多少等进行大致分类。
2.1.按结构形式分类根据PLC的结构形式,可将PLC分为整体式和模块式两类。
(1)整体式PLC整体式PLC是将电源、CPU、I/O接口等部件都集中装在一个机箱内,如图所示。
具有结构紧凑、体积小、价格低的特点。
小型PLC一般采用这种整体式结构。
整体式PLC由不同I/O点数的基本单元(又称主机)和扩展单元组成,基本单元内有CPU、I/O接口、与I/O扩展单元相连的扩展口以及与编程器或EPROM写入器相连的接口等;扩展单元内只有I/O和电源等,而没有CPU。
基本单元和扩展单元之间一般用扁平电缆连接。
整体式PLC一般还可配备特殊功能单元,如模拟量单元、位置控制单元等,使其功能得以扩展。
(2)模块式PLC模块式PLC将PLC的各组成部分分别做成若干个单独的模块,如CPU模块、I/O模块、电源模块(有的含在CPU模块中)以及各种功能模块。
模块式PLC 由框架或基板和各种模块组成,模块装在框架或基板的插座上,如图所示。
这种模块式PLC的特点是配置灵活,可根据需要选配不同规模的系统,而且装配方便,便于扩展和维修。
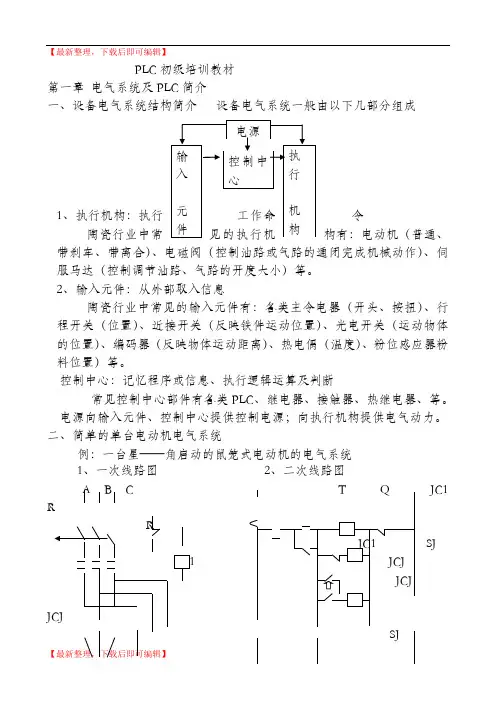
【最新整理,下载后即可编辑】PLC 初级培训教材第一章 电气系统及PLC 简介一、设备电气系统结构简介 设备电气系统一般由以下几部分组成1、 执行机构:执行令陶瓷行业中常构有:电动机(普通、带刹车、带离合)、电磁阀(控制油路或气路的通闭完成机械动作)、伺服马达(控制调节油路、气路的开度大小)等。
2、输入元件:从外部取入信息陶瓷行业中常见的输入元件有:各类主令电器(开头、按扭)、行程开关(位置)、近接开关(反映铁件运动位置)、光电开关(运动物体的位置)、编码器(反映物体运动距离)、热电偶(温度)、粉位感应器粉料位置)等。
控制中心:记忆程序或信息、执行逻辑运算及判断常见控制中心部件有各类PLC 、继电器、接触器、热继电器、等。
电源向输入元件、控制中心提供控制电源;向执行机构提供电气动力。
二、简单的单台电动机电气系统例:一台星——角启动的鼠笼式电动机的电气系统1、一次线路图2、二次线路图A B C JC1 RRSJJCJ3、上图看出,二次回路图中为实现延时控制,要使用一个时间继电器,而在陶瓷行业中,星——角启动控制可说是一种非常简单的例子,若在陶瓷生产设备上全部采用继电器类来实现生产过程的自动控制,要使用许多的继电器、时间继电器等其它一些电气产品,而该类产品占空间大,且运行不是十分可靠。
三、PLC简介1、可编程序控制器早期的PLC只能做些开关量的逻辑控制,因而叫PLC,但近年来,PLC 采用微处理器作为中央处理单元,不仅有逻辑控制功能,还有算术运算、模拟量处理甚至通信联网功能,正确应称为PC,但为了与个人计算机有所区别,仍称其为PLC。
2、PLC的特点1>、灵活、通用控制功能改变,只要改变软件及少量的线路即可实现。
2>、可靠性高、抗干扰能力强①硬件方面:采用微电子技术开关动作由无触点的半导体电路及大规模集成电路完成,CPU与输入输出之间,采用光电隔离措施,隔离了它们之间电的联系。
②软件方面:有自身的监控程序,对强干扰信号、欠电压等外界环境定期检查,有故障时,存现状态到存储器,并对其封闭以保护信息;监视定时器WTD,检查程序循环状态,超出循环时间时报警;对程序进行校验,程序有错误进输出报警信息并停止执行。




零基础也能学懂PLC PLC编程入门图解一、PLC的定义与分类PLC是以微处理器为基础,综合了计算机技术、自动控制技术和通信技术,用面向控制过程面向用户的“自然语言”编程,适应工业环境,简单易懂、操作方便、可靠性高的新一代通用工业控制装置。
PLC是在继电器顺序控制基础上发展起来的以微处理器为核心的通用自动控制装置。
1.PLC的定义可编程序控制器是一种数字运算操作电子系统,专为在工业环境下应用而设计。
它采用了可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。
可编程序控制器及其有关的外围设备,都应按易于与工业控制系统形成一个整体、易于扩充其功能的原则设计。
2.PLC的分类PLC产品种类繁多,其规格和性能也各不相同。
对于PLC,通常根据其结构形式的不同、功能的差异和I/O点数的多少等进行大致分类。
2.1.按结构形式分类根据PLC的结构形式,可将PLC分为整体式和模块式两类。
(1)整体式PLC整体式PLC是将电源、CPU、I/O接口等部件都集中装在一个机箱内,如图所示。
具有结构紧凑、体积小、价格低的特点。
小型PLC一般采用这种整体式结构。
整体式PLC由不同I/O点数的基本单元(又称主机)和扩展单元组成,基本单元内有CPU、I/O接口、与I/O扩展单元相连的扩展口以及与编程器或EPROM写入器相连的接口等;扩展单元内只有I/O和电源等,而没有CPU。
基本单元和扩展单元之间一般用扁平电缆连接。
整体式PLC一般还可配备特殊功能单元,如模拟量单元、位置控制单元等,使其功能得以扩展。
(2)模块式PLC模块式PLC将PLC的各组成部分分别做成若干个单独的模块,如CPU模块、I/O模块、电源模块(有的含在CPU模块中)以及各种功能模块。
模块式PLC 由框架或基板和各种模块组成,模块装在框架或基板的插座上,如图所示。
这种模块式PLC的特点是配置灵活,可根据需要选配不同规模的系统,而且装配方便,便于扩展和维修。
非常实用的P L C 入门教程第1章PLC周边常用器件介绍及简单应用 (1)1.1按钮开关 (1)1.2继电器 (2)1.3三极管 (4)第2章常用继电器控制电路与相应PLC梯形图解说 (5)2.1点动电路 (5)2.2带停止的自动保持电路 (6)2.3自保持互锁电路 (7)2.4先动作优先电路 (8)2.5后动作优先电路 (9)2.6时间继电器 (10)2.7计数器 (12)第3章PLC编程相关软件安装 (13)3.1三菱PLC编程工具的安装 (14)3.2安装USB转串口芯片PL2303驱动 (22)第4章三菱GX Developer8.31中文版编程软件的使用 (23)4.1创建工程文件 (24)4.2打开工程 (29)4.3计算机与PLC连接 (30)4.4工程文件写入PLC (34)4.5计算机在线监视PLC (36)第5章常用继电器控制电路转PLC程序编写测试 (37)5.1点动电路编写测试 (38)5.2带停止的自保持电路编写测试 (40)5.3自保持互锁电路编写测试 (43)5.4先动作优先电路编写测试 (47)第1章PLC 周边常用器件介绍及简单应用1.1按钮开关(a)实物图(b)电气符号(c)等效梯形图符号图1.1.1按钮开关示意图难看出开关功能是按下时触点导通,灯泡点亮状态见图1.1.3,松开按钮开关,触点断开,灯泡灭状态见图1.1.2。
1.2继电器(a)继电器实物图(b)电路符号(c)相应的PLC梯形图图1-4继电器示意图1.2.1简单介绍当输入量(激励量)的变化达到规定要求时,在电气输出电路中使被控量发生预定的阶跃变化的一种电器。
继电器是一种电子控制器件,它具有控制系统(又称输入回路)和被控制系统(又称输出回路),通常应用于自动控制电路中,它实际上是用较小的电流去控制较大电流的一种“自动开关”。
故在电路中起着自动调节、安全保护、转换电路等作用。
下面我们给继电器线圈未通电和通电前后作出的比较:图1-5继电器线圈未通电状态图1-6继电器线圈通电状态图1-5为继电器原始状态,13、14脚为继电器线圈,5脚是常开触头,1脚是常闭触头。
零基础自学PLC入门第四讲
三菱 GX Developer8.31 中文版编程软件的使用
1 创建工程文件
假定我们编写如下工程:
工程名称:点动电路
硬件:FXCPU
PLC 类型:FX2N
实现功能:输入/输出程序
打开PLC编程软件
打开GX Developer8.31中文版PLC编程软件一般有两种方法:
方法 1:“开始”“所有程序”“MELSOFT 应用程序”“GX Developer”,单击鼠标左键打开G X Developer 编程软件的编程界面,如下图 4-1 所示。
打开后如图 4-2 所示。
方法 2:在桌面移动鼠标对准 GX Developer 编程软件双击左键。
如下图 4-3 所示。
①创建新工程:“工程”“创建新工程”创建新工程小窗口“PLC 系列”里选择 FXCPU “PLC 类型”选择里 FX2N(C)“程序类型”里点击梯形图逻辑。
具体做法流程见下图 4-5 所示。
②编写输入/输出程序(又名点动电路):
③放置元件
把光标(默认为深蓝色的矩形框)放置在功能图的地方,然后点击常开触点符号,见图 4-8,在弹出的“输入元件”窗口用键盘直接输入软元件号,如“X000”,见图 4-9。
④编译程序
2.打开工程
进入“三菱 Gx-Developer”PLC 编程软件,用鼠标左键点击菜单栏“工程”弹出子菜单再点击“打开工程(0)”进入下图 4-17。
在“打开工程”窗口用鼠标左键点击“点动电路”或其它工程文件,再用鼠标左键点
击“打开”完成打开工程。
3.计算机与 PLC 连接
图4-19的1、2项是计算机与PLC学习通信连接,3是计算机,4是结合了图4-18的3、4、5、6项于一体的PLC学习机。
到Windows界面用鼠标对准“我的电脑”图标单击右键弹出图4-22菜单,再设备左键单击“设备管理器(Q)”进入下图4-23。
在“设备管理器”窗口界面用鼠标对准方框内+号点击鼠标左键,进入
是 COM 几?并记下用鼠标点击 X 退出。
转下图4,进入“三菱Gx-Developer”PLC 编程软件界面。
在“三菱 Gx-Developer”PLC 编程界面用鼠标左键点击菜单栏“在线(0)”弹出图 4-24 子菜单,再用鼠标左键点击“传输设置(C)”进入下图 4-25。
在“传输设置”窗口界面用鼠标左键双击“串行”图标弹出子窗口“PC I/F串口详细设置”用鼠标左键到COM端口处选择图4-23所记下的COM数,再用鼠标左键单击小窗口、大窗口的“确定”退出。
4.工程文件写入 PLC
将已打开工程文件或已编译好的工程文件如图用鼠标左键点击“在线”弹出图4-26子菜单再用鼠标左键点击“PLC写入(W)..”进入下图4-27。
用分别鼠标左键点击“参数+程序”、“执行”、子窗口“是(Y)”进入下图4-28。
程序写入中请耐心等待下图4-29的出现。
用鼠标左键单击子窗口“确定”,再单击大窗口“关闭”,完成程序写入。
5.计算机在线监视 PLC
在计算机与PLC连接状态下二者程序相同并保持通信,如图4-30用鼠标左键点击“在线”弹出图4-30子菜单,将光标移动至“监视”再将光标移动至子子菜单用鼠标左键单击“监视开始(全画面)(A)”开始监视功能,
退出监视功能:用鼠标左键单击“监视停止(全画面)(A)”退出监视功能。
按下PLC学习机输入口X0点动开关,计算机监视窗口可以监视实时状态。