三菱PLC基础学习教程
- 格式:pdf
- 大小:1.11 MB
- 文档页数:50
三菱PLC基础学习建立好文件后就可以在其中编写程序了。
1)程序的保存在“文件“菜单下的“另存为“下即可。
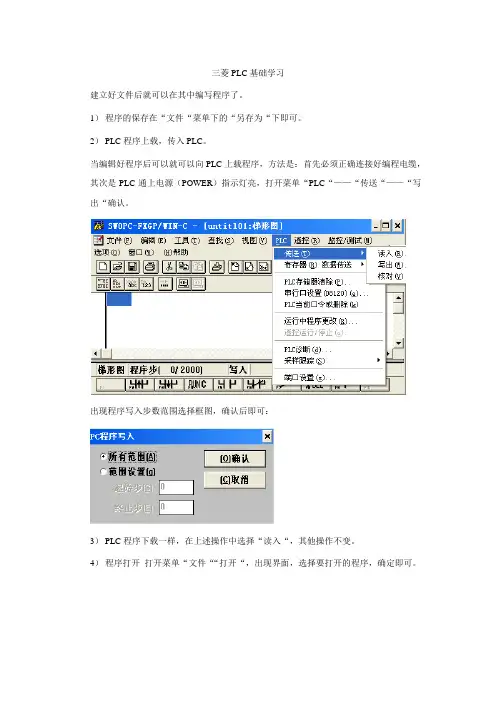
2)PLC程序上载,传入PLC。
当编辑好程序后可以就可以向PLC上载程序,方法是:首先必须正确连接好编程电缆,其次是PLC通上电源(POWER)指示灯亮,打开菜单“PLC“——“传送“——“写出“确认。
出现程序写入步数范围选择框图,确认后即可:3)PLC程序下载一样,在上述操作中选择“读入“,其他操作不变。
4)程序打开打开菜单“文件““打开“,出现界面,选择要打开的程序,确定即可。
5)退出主程序ALT+F4或点击文件菜单下的“退出“。
1.程序的编写1)编程语言的选择FXGPWIN软件提供三种编程语言,分别为梯形图、指令表、SFC状态流程图。
打开“视图“菜单,选择对应的编程语言。
2)梯形图编辑时如图3)编写程序可通过功能栏来选择,也可以直接写指令进行程序编写。
主要是熟悉菜单下各功能子菜单。
4)梯形图编写需进行转换,在工具菜单下选择或按F4键,转换完毕即可进行上载调试,注意端口设置。
5)程序的检查在“选项“菜单下的“程序检查“,即进入程序检查环境,可检查语法错误、双线圈、电路错误。
2.软元件的监控和强制执行在FXGPEIN操作环境下,可以监控各软元件的状态和强制执行输出等功能。
元件监控功能界面:强制输出功能界面:强制ON/OFF功能界面:主要在“监控/测试“菜单中完成。
3.其他各功能在操作过程中在帮助菜单中熟悉。
5.梯形图常用项具体操作(1)剪切(梯形图编辑):[编辑(Alt + E)] - [剪切(Alt + t)]功能:将电路块单元剪切掉.操作方法:通过[编辑] - [块选择]菜单操作选择电路块. 在通过[编辑] -[剪切]菜单操作或[Ctrl] + [X]键操作,被选中的电路块被剪切掉. 被剪切的数据保存在剪切板中.警告:如果被剪切的数据超过了剪切板的容量,剪切操作被取消.(2)粘贴(梯形图编辑):[编辑(Alt + E)] - [粘贴(Alt + P)]]功能:粘贴电路块单元.操作方法:通过[编辑] - [粘贴] 菜单操作,或[Ctrl] + [V]键操作, 被选择的电路块被粘贴上. 被粘贴上的电路块数据来自于执行剪切或拷贝命令时存储在剪切板上的数据.通过[编辑] - [粘贴]菜单操作或[Ctrl] + [V]键操作,被选中的电路块被粘贴. 被粘贴的数据是在执行剪切或拷贝操作时被保存在剪切板中的数据.警告:如果剪切板中的数据未被确认为电路块,剪切操作被禁止.(3)拷贝(梯形图编辑):[编辑(Alt + E)] - [拷贝(Alt + C)]功能:拷贝电路块单元.操作方法:通过[编辑] - [块选择]菜单操作选择电路块. 在通过[编辑] - [拷贝]菜单操作或[Ctrl] + [C]键操作,被选中的电路块数据被保存在剪切板中.警告:如果被拷贝的数据超过了剪切板的容量,拷贝操作被取消.(4)行删除(梯形图编辑):[编辑(Alt + E)] - [行删除(Alt + L)]功能:在行单元中删除线路块.操作方法:通过执行[编辑] - [行删除]菜单操作或[Ctrl]+[Delete]键盘操作,光标所在行的线路块被删除.警告:1.该功能在创建(更正)线路时禁用.需在完成线路变化后执行.2.被删除的数据并未存储在剪切板中.(5)行删除(梯形图编辑):[编辑(Alt + E)] - [行删除(Alt + L)]功能:在行单元中删除线路块.操作方法:通过执行[编辑] - [行删除]菜单操作或[Ctrl]+[Delete]键盘操作,光标所在行的线路块被删除.警告1. 该功能在创建(更正)线路时禁用.需在完成线路变化后执行.2.被删除的数据并未存储在剪切板中.(6)删除(梯形图编辑):[编辑(Alt + E)] - [删除(Alt + D)]功能:删除电路符号或电路块单元.操作方法:通过进行[编辑] - [删除]菜单操作或[Delete]键操作删除光标所在处的电路符号欲执行修改操作,首先通过执行[编辑] - [块选择]菜单操作选择电路块. 在通过[编辑] - [删除]菜单操作或[Delete]键操作, 被选单元被删除。
第一章可编程序控制器的结构及基本工作原理第一节PLC的产生和特点及其应用方向一、PLC的发展史可编程序控制器(Programmable Logic Controller),简称PLC,是在继电顺序控制基础上发展起来的以微处理器为核心的通用的工业自动化控制装置。
20世纪60年代末期,美国汽车制造工业竞争激烈,为了适应生产工艺不断更新的需要,在1968年美国通用汽车公司(GM)首先公开招标,对控制系统提出的具体要求基本为:a。
它的继电控制系统设计周期短,更改容易,接线简单成本低。
b。
它能把计算机的功能和继电器控制系统结合起来。
但编程要比计算机简单易学、操作方便。
c。
系统通用性强。
1969年美国数字设备公司(DEC)根据上述要求,研制出世界上第一台PLC,并在GM公司汽车生产线上首次试用成功,实现了生产的自动化。
其后日本、德国等相继引入,可编程序控制器迅速发展起来,但是主要应用于顺序控制,只能进行逻辑运算,故称为可编程逻辑控制器,简称PLC。
其定义:可编程控制器是一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数及算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
可编程控制器及其有关外部设备,都按易于及工业控制系统联成一个整体,易于扩充其功能的原则设计。
随着电子技术和计算机技术的迅猛发展,PLC的功能也越来越强大,更多地具有计算机的功能,所以又简称PC(PROGRAMMABLE CONTROLLER),但是为了不和PERSONAL COMPUTER混淆,仍习惯称为PLC。
目前PLC已经在智能化、网络化方面取得了很好的发展,并且现今已出现SOFTPLC,更是PLC领域无限的发展前景。
二、可编程序控制器的功能特点1.逻辑控制 PLC具有逻辑运算功能,能够进行及、或、非等逻辑运算,可以代替继电器进行开关量控制,故它可替代继电器进行开关量控制。
三菱PLC 培训讲义第一章 GX 编程基础编程软件GX 的安装和使用:★安装: 运行安装盘中的Setup文件 根据提示进行安装,安装完成后 选择“开始”“程序”“MELSOFT应用程序””GX developer”★开始:工程 →创建新工程→ 选择PLC的型号→选择“梯形图”或“SFC”编程→ 确认 输入点地址 (以每组8个点为准,这也叫作1个字节,按字节顺序排下去)X0 X1 X2 X3 X4 X5 X6 X7 (第0字节)X10 X11 X12 X13 X14 X15 X16 X17 (第1字节)X20 X21 X22 X23 X24 X25 X26 X27 (第2字节)输出点地址 (以每组8个点为准,这也叫作1个字节,按字节顺序排下去)Y0 Y1 Y2 Y3 Y4 Y5 Y6 Y7 (第0字节)Y10 Y11 Y12 Y13 Y14 Y15 Y16 Y17 (第1字节)Y20 Y21 Y22 Y23 Y24 Y25 Y26 Y27 (第2字节)注意:输入和输出点的地址 按每组8个点(也叫1个字节)的顺序排下去,如果某个字节只有 部分点,则其他剩余的点将不能使用.例如FX1N-24主机输入点是14个,其地址如下:X0 X1 X2 X3 X4 X5 X6 X7 (第0字节)X10 X11 X12 X13 X14 X15 (第1字节)这时,第1字节的剩余的点 X16 X17将不能使用,如果要加16点扩展输入点模块,该扩展模块上输入点的地址是:X20 X21 X22 X23 X24 X25 X26 X27 (第2字节)X30 X31 X32 X33 X34 X35 X36 X37 (第3字节) 例如FX1N-24主机输出点是10个,其地址如下:Y0 Y1 Y2 Y3 Y4 Y5 Y6 Y7 (第0字节)Y10 Y11 (第1字节)这时,第1字节的剩余的点 Y12 Y13 Y14 Y15 Y16 Y17 将不能使用,如果要加8点扩展输出点模块,该扩展模块上输出点的地址是:Y20 Y21 Y22 Y23 Y24 Y25 Y26 Y27 (第2字节)★开始编程(编程时,为方便起见, 可经常使用鼠标右键.)双击光标处,→选择:常闭触点、常开触点、脉冲触点,或是输出线圈、应用指令,在空白处输入其地址(例如:X5,M3等)或是其指令(例如:MOV D1 D2等) →编程完成 →最顶部的菜单”变换”→选择”变换”→工程→保存工程→选择保存路径(例如C盘)→取工程名→保存→退出★如果选用“顺控图”SFC 编程,首先从第0块开始,双击第0号栏,选择该块是“梯形图”或“SFC”编程。
三菱fx系列plc教程三菱FX系列PLC教程:从入门到高级应用PLC(可编程逻辑控制器)是一种广泛用于自动化控制系统中的数字计算机。
它通过不同的输入和输出模块,能够对各种电气、机械和过程进行控制。
对于初学者来说,三菱FX系列PLC是一个很好的起点。
一、基础知识和使用环境1. 了解PLC的基本原理和工作方式,以及PLC在自动化过程中的应用。
2. 掌握FX系列PLC的特点和不同型号之间的区别。
3. 熟悉PLC的相关术语,如输入、输出、位、字、地址等。
二、软件安装和PLC连接1. 下载并安装三菱FX系列PLC的编程软件,如GX Developer。
2. 连接PLC和计算机,通常可以通过串口或以太网进行连接。
三、PLC编程基础1. 学习LD(梯形图)编程语言,它是FX系列PLC的主要编程方法。
2. 掌握PLC的基本指令,如位逻辑、算术和比较指令。
3. 理解程序的执行顺序和循环结构。
四、IO配置和PLC控制1. 进行IO模块的配置和设置,包括输入和输出点的定义。
2. 编写简单的控制程序,操作IO模块中的输入和输出信号。
五、计数与定时器控制1. 学习使用计数器指令,实现计数功能。
2. 掌握定时器指令的使用,了解如何编写延时程序。
六、数据处理和数据通信1. 学习使用数据移位指令,实现数据的位操作。
2. 掌握数据传输、转换和存储的指令。
3. 了解PLC之间的数据通信方法,如Modbus协议。
七、高级功能和应用1. 学习使用FX系列PLC的扩展模块,如模拟量输入输出模块。
2. 掌握PLC的PID控制方法,实现温度、压力等变量的精确控制。
3. 了解PLC的网络通信功能,如以太网通信和远程监控。
八、故障排除和维护1. 学习如何检测和解决PLC的故障。
2. 掌握PLC的备份和恢复方法,保证程序和数据的安全性。
通过以上的学习,你将能够掌握三菱FX系列PLC的基本编程和控制方法,从而能够应用在自动化设备和系统中。
PLC技能在现代工业中是非常重要的,掌握它将为你提供丰富的就业机会和发展空间。

三菱plc学习方法与步骤1、学习plc首先应该了解强电电路中继电器,接触器等元件的工作原理,能看懂一般的继电器控制图,然后自己动手画继电器控制图,可以先从简单的电机正反转控制练起。
有条件可以实际动手接线,自己配置一个电动机正反转控制电路。
继电器的组成大致为:线圈,主触点,辅助触点(当然还有铁芯等),线圈得电产生磁场,带动触点动作(常闭点断开,常开点闭合)。
网上很多介绍继电器的文章与图纸,有时间也可去机电商店假装卖继电器,拿一个实物看看。
别认为继电器控制简单,没练过真不一定能做对或是做的很完善。
2、补一下二极管,三极管等电子基础知识。
不想深学最起码也得知道二极管的单向导电性,三极管的npn,pnp的大致工作原理,看到有二极管,三极管的图纸知道电流的流向。
3、了解一下plc的外观,输入点如何排列,输出点如何排列,其标号规则是什么?比如说有x0,x1,y0,y1,公共端com。
还是可以去店铺假装购买,拿一个实物看看。
4、了解plc的输入、输出内部构成,只有了解内部构成,您才能真正知道plc应该如何进行外围连接,比如如何在输入接一个开关,输出控制一个继电器应该如何接线。
plc随箱带的说明书上都有。
好好看看此说明书,保存好此说明书,在您学习了一段时间后,再看一遍。
5、买一本plc编程手册(100元左右),实在不舍得花钱,就网上下载一下。
推荐先学三菱fx系列的plc。
这种plc简单,入门快!去搜索“三菱fx全系列plc编程手册中文版”。
但是强烈建议您去买一本,电子版的对学习真不方便。
看编程手册可以先通读一遍,不管懂不懂,先混一个大致概念!6、下载一个编程软件,fx编程软件其中的fx-trn-beg是模拟软件对初学者真的很实用。
7、买一个plc,那怕是二手的,那怕是输出点全部是坏的(输入点总要留一个好的,接线实际感觉一下plc对外部信号的反映),只要能输入程序,能运行程序,您就可以利用编程软件来监测您的程序运行情况,对plc如何运行程序有了实际印象。

三菱PLC编程入门教程:01.第一课PLC的简单介绍本课程内容包括:电工基础入门、电子元器件、常用电器元件、电工识图、电工计算、电工工具和电工仪表、电动机、导线的加工和连接、电工安全与触电急救、电工焊接技能、电工布线与设备安装技能、电工检测技能、电动机的拆卸与检修技能、供配电线路及检修调试技能、照明控制线路及检修调试技能、电动机控制线路及检修调试技能、变频器技术、变频器的使用与调试、PLC技术和PLC编程语言与PLC系统的安装及调试等。
本课程采用微视频讲解互动的全新教学模式,在内页重要知识点相关图文的旁边附印了二维码。
读者只要用手机扫描书中相关知识点的二维码,即可在手机上实时浏览对应的教学视频,视频内容与图书涉及的知识完全匹配,复杂难懂的图文知识通过相关专家的语言讲解,帮助读者轻松领会,这不仅进一步方便了学习,而且还大大提升了本书内容的学习价值。
目录D 1章 PLC的种类和功能特点1.1 PLC的种类【1】1.1.1 按结构形式分类【1】1.1.2 按I/O点数分类【2】1.1.3 按功能分类【4】1.1.4 按生产厂家分类【6】1.2 PLC的功能与应用【10】1.2.1 继电器控制与PLC控制【10】1.2.2 PLC的功能特点【12】1.2.3 PLC的实际应用【15】D 2章 PLC的结构和工作原理2.1 PLC的结构组成【18】2.1.1 三菱PLC的结构组成【18】2.1.2 西门子PLC的结构组成【30】2.2 PLC的工作原理【40】2.2.1 PLC的整机控制【40】2.2.2 PLC的工作过程【41】D 3章 PLC的外围电气部件3.1 电源开关【46】3.1.1 电源开关的结构【46】3.1.2 电源开关的控制过程【47】3.2 按钮【48】3.2.1 按钮的结构【48】3.2.2 按钮的控制过程【49】3.3 限位开关【52】3.3.1 限位开关的结构【52】3.3.2 限位开关的控制过程【52】3.4 接触器【54】3.4.1 接触器的结构【54】3.4.2 接触器的控制过程【55】3.5 热继电器【57】3.5.1 热继电器的结构【57】3.5.2 热继电器的控制过程【57】3.6 其他常用电气部件【59】3.6.1 传感器【59】3.6.2 速度继电器【60】3.6.3 电磁阀【61】3.6.4 指示灯【63】D 4章 PLC的安装、调试与维护4.1 PLC的安装【64】4.1.1 PLC的选购原则【64】4.1.2 PLC的安装和接线【70】4.1.3 PLC的安装方法【80】4.2 PLC的调试与维护【86】4.2.1 PLC的调试【86】4.2.2 PLC的日常维护【87】D 5章 PLC的编程方式与编程软件5.1 PLC的编程方式【88】5.1.1 软件编程【88】5.1.2 编程器编程【89】5.2 PLC的编程软件【91】5.2.1 STEP 7-Micro/WIN SMART编程软件【91】5.2.2 STEP 7-Micro/WIN编程软件【101】5.2.3 GX Developer编程软件【108】D 6章三菱PLC梯形图6.1 三菱PLC梯形图的特点和结构【115】6.1.1 三菱PLC梯形图的特点【115】6.1.2 母线【117】6.1.3 触点【118】6.1.4 线圈【119】6.2 三菱PLC梯形图的编程元件【120】6.2.1 输入/输出继电器(X、Y)【120】6.2.2 定时器(T)【121】6.2.3 辅助继电器(M)【123】6.2.4 计数器(C)【125】6.3 三菱PLC梯形图的编写【127】6.3.1 三菱PLC梯形图的编写要求【127】6.3.2 三菱PLC梯形图的编写方法【130】D 7章西门子PLC梯形图7.1 西门子PLC梯形图的特点和结构【134】7.1.1 西门子PLC梯形图的特点【134】7.1.2 母线【135】7.1.3 触点【135】7.1.4 线圈【136】7.1.5 指令框【137】7.2 西门子PLC梯形图的编程元件【137】7.2.1 输入继电器【137】7.2.2 输出继电器【138】7.2.3 辅助继电器【140】7.2.4 定时器和计数器【142】7.2.5 其他编程元件【143】7.3 西门子PLC梯形图的编写【143】7.3.1 西门子PLC梯形图的编写要求【143】7.3.2 西门子PLC梯形图的编写方法【146】D 8章三菱PLC语句表8.1 三菱PLC语句表的结构【150】8.1.1 三菱PLC语句表的步序号【150】8.1.2 三菱PLC语句表的操作码【151】8.1.3 三菱PLC语句表的操作数【151】8.2 三菱PLC语句表的特点【152】8.2.1 三菱PLC梯形图与语句表的关系【152】8.2.2 三菱PLC梯形图与语句表的转换【153】8.3 三菱PLC语句表的编写【153】8.3.1 三菱PLC语句表的编写思路【153】8.3.2 三菱PLC语句表的编写方法【155】D 9章西门子PLC语句表9.1 西门子PLC语句表的结构【158】9.1.1 西门子PLC语句表的操作码【158】9.1.2 西门子PLC语句表的操作数【159】9.1.3 西门子PLC梯形图与语句表的关系【159】9.2 西门子PLC语句表的编写【161】9.2.1 西门子PLC语句表的编写方法【161】9.2.2 西门子PLC语句表编程指令的用法【161】9.2.3 西门子PLC语句表的编写方法【168】D 10章三菱PLC的控制指令10.1 三菱PLC的基本逻辑指令【171】10.1.1 读、读反和输出指令【171】10.1.2 与、与非指令【172】10.1.3 或、或非指令【173】10.1.4 电路块与、电路块或指令【174】10.1.5 置位和复位指令【175】10.1.6 脉冲输出指令【176】10.1.7 读脉冲指令【178】10.1.8 与脉冲和或脉冲指令【178】10.1.9 主控和主控复位指令【179】10.2 三菱PLC的实用逻辑指令【182】10.2.1 进栈、读栈、出栈指令【182】10.2.2 取反指令【183】10.2.3 空操作和结束指令【184】10.3 三菱PLC的运算指令【185】10.3.1 加法指令【185】10.3.2 减法指令【186】10.3.3 乘法指令【186】10.3.4 除法指令【187】10.3.5 加1、减1指令【188】10.4 三菱PLC的数据传送指令【189】10.4.1 传送指令【189】10.4.2 移位传送指令【190】10.4.3 取反传送指令【191】10.4.4 块传送指令【191】10.5 三菱PLC的数据比较指令【193】10.5.1 比较指令【193】10.5.2 区间比较指令【193】10.6 三菱PLC的数据处理指令【194】10.6.2 译码指令和编码指令【195】10.6.3 ON位数指令【197】10.6.4 ON位判断指令【197】10.6.5 信号报警置位指令和复位指令【198】10.6.6 平均值指令【199】10.7 三菱PLC的程序流程指令【199】10.7.1 条件跳转指令【199】10.7.2 子程序调用和子程序返回指令【202】10.7.3 循环范围开始和循环范围结束指令【203】D 11章西门子PLC的控制指令11.1 西门子PLC的基本逻辑指令【204】11.1.1 触点指令【204】11.1.2 线圈指令【205】11.2 西门子PLC的定时器指令【205】11.2.1 接通延时定时器指令【206】11.2.2 记忆接通延时定时器指令【207】11.2.3 断开延时定时器指令【207】11.3 西门子PLC的计数器指令【208】11.3.1 加计数器指令【208】11.3.2 减计数器指令【209】11.3.3 加/减计数器指令【209】11.4 西门子PLC的比较指令【210】11.4.1 数值比较指令【210】11.4.2 字符串比较指令【211】11.5 西门子PLC的运算指令【212】11.5.1 加法指令【212】11.5.2 减法指令【217】11.5.3 乘法指令【218】11.5.4 除法指令【219】11.6 西门子PLC的逻辑运算指令【222】11.6.1 逻辑与指令【222】11.6.2 逻辑或指令【223】11.6.3 逻辑异或指令【224】11.6.4 逻辑取反指令【225】11.7 西门子PLC的程序控制指令【226】11.7.1 循环指令【226】11.7.2 跳转指令和标号指令【227】11.7.3 顺序控制指令【228】11.7.4 有条件结束指令和暂停指令【229】11.7.5 看门狗定时器复位指令【230】11.8 西门子PLC的传送指令【231】11.8.1 字节、字、双字、实数传送指令【231】11.8.2 数据块传送指令【233】11.9 西门子PLC的移位/循环指令【235】11.9.1 移位指令【235】11.9.2 循环移位指令【237】11.9.3 移位寄存器指令【239】11.9.4 数据类型转换指令【242】11.9.5 ASCII码转换指令【245】11.9.6 字符串转换指令【247】11.9.7 编码和解码指令【250】D12章电气控制中的PLC应用12.1 三菱PLC在电动机启/停控制电路中的应用【251】12.1.1 电动机启停PLC控制电路的结构【251】12.1.2 电动机启停PLC控制电路的控制过程【252】12.2 三菱PLC在电动机反接制动控制电路中的应用【253】12.2.1 电动机反接制动PLC控制电路的结构【253】12.2.2 电动机反接制动PLC控制电路的控制过程【254】12.3 三菱PLC在通风报警系统中的应用【255】12.3.1 通风报警PLC控制电路的结构【255】12.3.2 通风报警PLC控制电路的控制过程【256】12.4 三菱PLC在交通信号灯控制系统中的应用【258】12.4.1 交通信号灯PLC控制电路的结构【258】12.4.2 交通信号灯PLC控制电路的控制过程【260】12.5 西门子PLC在电动机交替运行电路中的应用【262】12.5.1 电动机交替运行PLC控制电路的结构【262】12.5.2 电动机交替运行PLC控制电路的控制过程【262】12.6 西门子PLC在电动机Y-△降压启动控制电路中的应用【265】12.6.1 电动机Y △降压启动PLC控制电路的结构【265】12.6.2 电动机Y △降压启动PLC控制电路的控制过程【266】12.7 西门子PLC在C650型卧式车床控制电路中的应用【268】12.7.1 C650型卧式车床PLC控制电路的结构【268】12.7.2 C650型卧式车床PLC控制电路的控制过程【270】D 13章触摸屏软件13.1 GT Designer3触摸屏编程软件【273】13.1.1 GT Designer3触摸屏编程软件的安装、启动【273】13.1.2 GT Designer3触摸屏编程软件的说明【276】13.1.3 GT Designer3触摸屏编程软件的使用【280】13.1.4 触摸屏与计算机之间的数据传输【285】13.2 GT Simulator3触摸屏仿真软件【291】13.2.1 GT Simulator3触摸屏仿真软件的启动【291】13.2.2 GT Simulator3触摸屏仿真软件的操作【292】13.3 WinCC flexible Smart组态软件【293】13.3.1 WinCC flexible Smart组态软件的安装【293】13.3.2 WinCC flexible Smart组态软件的启动【295】13.4 WinCC flexible Smart组态软件的使用【295】13.4.1 菜单栏和工具栏【296】13.4.2 工作区【297】13.4.3 项目视图【297】13.4.4 属性视图【298】13.4.5 工具箱【298】13.5 使用WinCC flexible Smart组态软件进行组态【299】13.5.1 新建项目【299】13.5.2 保存项目【300】13.5.3 打开项目【300】13.5.4 创建和添加画面【301】13.6 WinCC flexible Smart组态软件中项目的传送与通信连接【301】13.6.1 传送项目【301】13.6.2 通信连接【303】D 14章三菱触摸屏14.1 三菱GT11型触摸屏【305】14.1.1 三菱GT11型触摸屏的结构【305】14.1.2 三菱GT11型触摸屏的安装连接【307】14.1.3 三菱GT11型触摸屏应用程序的安装【314】14.1.4 三菱GT11型触摸屏通信接口的设置【317】14.1.5 三菱GT11型触摸屏属性的设置【320】14.1.6 三菱GT11型触摸屏的监视和诊断功能【324】14.1.7 三菱GT11型触摸屏的维护【325】14.2 三菱GT16型触摸屏【327】14.2.1 三菱GT16型触摸屏的结构【327】14.2.2 三菱GT16型触摸屏的安装连接【328】14.2.3 三菱GT16型触摸屏通信接口的设置【331】14.2.4 三菱GT16型触摸屏的设置【332】14.2.5 三菱GT16型触摸屏监视功能的设置【332】14.2.6 三菱GT16型触摸屏的数据管理【334】14.2.7 三菱GT16型触摸屏的保养与维护【334】14.2.8 三菱GT16型触摸屏的故障排查【335】D 15章西门子触摸屏15.1 西门子Smart 700 IE V3触摸屏的特点【337】15.1.1 西门子Smart 700 IE V3触摸屏的结构【337】15.1.2 西门子Smart 700 IE V3触摸屏的接口【338】15.1.3 西门子Smart 700 IE V3触摸屏的安装【339】15.1.4 西门子Smart 700 IE V3触摸屏的连接【341】15.1.5 西门子Smart 700 IE V3触摸屏的启动【343】15.2 西门子Smart 700 IE V3触摸屏的操作【344】15.2.1 西门子Smart 700 IE V3触摸屏的设置【344】15.2.2 西门子Smart 700 IE V3触摸屏的数据传送【347】。

(1)三菱PLC基础学习(2)输出接口电路的隔离方式(3)输出接口电路的主要技术参数a.响应时间响应时间是指PLC从ON状态转变成OFF状态或从OFF状态转变成ON状态所需要的时间。
继电器输出型响应时间平均约为10ms;晶闸管输出型响应时间为1ms以下;晶体管输出型在0.2ms以下为最快。
b.输出电流继电器输出型具有较大的输出电流,AC250V以下的电路电压可驱动纯电阻负载2A/1点、感性负载80VA以下(AC100V或AC200V)及电灯负载100W以下(AC100V 或200V)的负载;Y0、Y1以外每输出1点的输出电流是0.5A,但是由于温度上升的原因,每输出4合计为0.8A的电流,输出晶体管的ON电压约为1.5V,因此驱动半导体元件时,请注意元件的输入电压特性。
Y0、Y1每输出1点的输出电流是0.3A,但是对Y0、Y1使用定位指令时需要高速响应,因此使用10—100mA的输出电流;晶闸管输出电流也比较小,FX1S无晶闸管输出型。
c.开路漏电流开路漏电流是指输出处于OFF状态时,输出回路中的电流。
继电器输出型输出接点OFF是无漏电流;晶体管输出型漏电流在0.1mA以下;晶闸管较大漏电流,主要由内部RC电路引起,需在设计系统时注意。
(4)输出公共端(COM)公共端与输出各组之间形成回路,从而驱动负载。
FX1S有1点或4点一个公共端输出型,因此各公共端单元可以驱动不同电源电压系统的负载。
5.电源PLC的电源在整个系统中起着十分重要得作用。
如果没有一个良好的、可靠得电源系统是无法正常工作的,因此PLC的制造商对电源的设计和制造也十分重视。
一般交流电压波动在+10%(+15%)范围内,可以不采取其它措施而将PLC直接连接到交流电网上去。
如FX1S额定电压AC100V—240V,而电压允许范围在AC85V—264V之间。
允许瞬时停电在10ms以下,能继续工作。
一般小型PLC的电源输出分为两部分:一部分供PLC内部电路工作;一部分向外提供给现场传感器等的工作电源。
三菱plc从入门到精通:学PLC之路详解(附各种图例)PLC好学吗?有的人说好学,更多的人说难学。
我的看法是入门易,深造难。
入门易,总有它易的方法。
很多人都买了有关PLC的书,如果从头看起的话,我想八成学不成了。
因为抽象与空洞占据了整个脑子,一句话晕!学这东东要有可编程控制器和简易编程器才好,假设无,一句话,学不会。
因为无法验证对与错。
如何学,我的做法是直奔主题。
做法如下:1、认识梯形图和继电器控制原理图符号的区别:继电器控制原理图中的元件符号,有常开触点、常闭触点和线圈,为了区别它们,在有关符号边上标注如KM、KA、KT 等以示不同的器件,但其触头的数量是受到限制。
而PLC梯形图中,也有常开、常闭触点,在其边上同样可标注X、Y、M、S、T、C以示不同的软器件。
它最大的优点是:同一标记的触点在不同的梯级中,可以反复的出现。
而继电器那么无法到达这一目的。
而线圈的使用是相同的,即不同的线圈只能出现一次。
2、编程元件的分类:编程元件分为八大类,X为输入继电器、Y为输出继电器、M为辅助继电器、S为状态继电器、T为定时器、C为计数器、D为数据存放器和指针〔P、I、N〕。
关于各类元件的功用,各种版本的PLC书籍均有介绍,故在此不介绍,但一定要清楚各类元件的功能。
编程元件的指令由二局部组成:如LD(功能含意〕X000〔元件地址〕,即LD X000,LDI Y000......。
3、熟识PLC根本指令:〔1〕LD〔取〕、LDI取反〕、OUT〔输出〕指令;LD〔取〕、LDI〔取反〕以电工的说法前者是常开、后者为常闭。
这二条指令最常用于每条电路的第一个触点〔即左母线第一个触点〕,当然它也可能在电路块与其它并联中的第一个触点中出现。
这是一张梯形图〔不会运行〕。
左边的纵线称为左母线,右母线可以不表示。
该图有三个梯级;第1梯级;左边第一个触点为常开,上标为X000,X表示为输入继电器,其后的000数据,可以这样认为它使用的是输入继电器中的编号为第000的触点〔下同〕。