小型薄壁机加件的数控加工变形控制方法研究
- 格式:pdf
- 大小:708.14 KB
- 文档页数:2
数控铣床易变形薄壁零件的加工探析构建的使用范围,促进现代工业产业的持续、稳定发展。
关键词:薄壁零件;数控铣床;变形;刚度;工艺控制数控铣床加工是当前易变形薄壁零件加工的重要方式,其能在节省加工材料,降低加工成本的基础上,实现薄壁零件的有效加工。
但结合薄壁零件加工效果来看,使用该加工方式时,零件本身的刚度较差,且在加工及使用过程中容易出现变形问题;基于此,有必要系统创新数控铣床加工工艺,解决薄壁零件加工过程中的变形问题。
1、零件加工变形影响因素1.1零件本身结构观察易变形薄壁零件,可将其近似看成是二维零件,该零件两面分别为凸台和凹腔,并且零件本身还存在若干通孔。
在零件加工阶段,除考虑上下两面对称性的基础上,还需注意零件凹腔在加工中的变形问题。
薄壁零件自身结构的特殊性是造成变形的重要原因,相比于其他类型,薄壁零件的壁很薄,这使得本身刚性有限,同时在零件铣床加工中,人们对于此类零件还提出了较高的精度要求。
在切削作用力及装夹力的作用下,零件本身会产生一定的颤动,这容易对零件质量造成影响,引起变形问题。
研究表明,薄壁零件的厚度降低时,其整体的刚度会随之下降,此时零件的变形几率会大大上升,应重视加工技术的系统把控。
1.2外在因素影响除结构本身因素外,一些外在因素也会引起零件变形问题。
从铣床薄壁零件加工过程来看,造成零件变形的外在因素包括:其一,在零件毛坯加工中,加热操作后还需要进行冷却处理,在冷却阶段零件铣削后的内应力会从重新分配,由此引起了一定的零件变形问题。
其二,铣床零件施工对于道具的使用提出了较高要求,当零件与刀具摩擦式,切削热会改变零件各部分的温度分布状况,引起一定的零件变形问题。
另外刀具的材质、磨损程度也会影响零件最终的加工效果,引起变形问题。
其三,铣床零件加工需要特定的夹具,在一定程度上,夹装作用力会使得零件产生变形问问题,夹装作用力不仅影响了零件表面的尺寸、位置,而且会对零件形状的精准度造成影响,有必要在零件加工中进行夹装方式的优化。
试论薄壁零件数控车工的加工工艺数控加工技术是当代高新技术产业,薄壁零件则是该技术的基础。
其本身就具有的重量轻,结构密,材料省等优点,但随着科技的发展,人们对数控加工和薄壁零件都有了更高的精度要求,再加上薄壁零件在加工生产中常出现切削振动,变形等质量问题还尚未得到很好的解决,于是我们不得不思考如何去改进提高薄壁零件数控车工的加工工艺。
文章的立足点就在于此,对其展开进行论述。
标签:薄壁零件;数控车工;加工工艺薄壁零件的精度和质量在数控加工工艺中的重要性可想而知,不仅是产品核心竞争力的代表,更是决定了能否体现国家的加工水平先进与否的重要因素。
而在加工薄壁零件时常会因为不合格造成浪费,再加上薄壁零件的需求量大,自动化批量生产时所产生的错误都会导致产品的不合格,因此改进对薄壁零件的加工工艺刻不容缓。
1 影响薄壁零件数控车工加工的因素薄壁零件,就是壁厚在1mm以下的金属材料的零件。
因为其刚性差,强度弱的特点在生产加工时容易变形这对于质量要求是致命的,这一直是薄壁零件在数控车工加工工艺的一个瓶颈。
下面我们详细分析下都有哪些具体因素。
1.1 受热变形在高负荷的工作强度下数控车常年受热,薄壁零件在切削时或多或少会因此而变形,导致零件加工精度下降质量不合格。
换一种方式说,这种类型的误差是不可避免的,因为在数控车运行精车、半精车或粗工加工程序时必然会产生切削热,而零件特别是薄壁零件必然会因受热发生变形。
而冷却性好的切削润滑液暂时能轻微减小此类影响。
1.2 受力变形由于薄壁零件要达到重量轻的特点,它的加工材料得比较轻薄,这就使这类材料受到某些外力作用时会出现一定程度的变形,导致质量不过关。
同样这样的因素是无法避免,零件在数控车的夹紧力和切削力的作用下,这两者之间相互作用产生波动效应。
1.3 振动变形通常,受力都会引起振动。
零件加工也一样,因受到切削力的作用而产生的振动对零件的外形、精度、表面粗糙度都有一定的影响,其中径向切削力的影响尤其大。
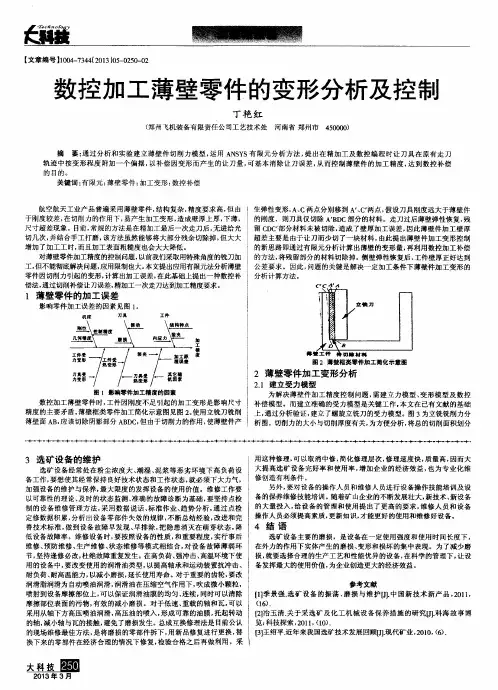
浅谈薄壁零件的加工文章以典型薄壁零件在三轴机床上的加工为例,探讨薄壁件在数控铣加工过程中存在的易变形、工件尺寸及表面粗糙度不易控制等技术问题,对加工难点要点进行分析,给出了工艺路线和加工方案,通过优化、完善夹具及装夹方法,优化加工参数,优化加工工艺从而有效解决薄壁件的加工精度和批量加工的尺寸稳定的难题,为其它同类薄壁零件的加工提供借鉴。
标签:薄壁;装夹;工艺方法;加工参数;变形1 概述在数控加工中,薄壁零件因其自身具有重量轻,节约材料,结构紧凑等特点在航空航天、通讯、国防等各个领域产品中得到了越来越广泛的应用,而薄壁零件因其壁薄、刚性差、易变形加工困难也成了同时需要面对的棘手问题,由于薄壁零件自身的特点,在实际加工中不易达到设计的形位公差要求,其加工工艺较为繁复,编程、加工需要注意的细节较多,实际操作较为复杂。
作者针对这类薄壁零件以曾经加工过的一批零件为例介绍薄壁件的加工方法、夹具使用、刀具选用、参数选择及编程要点等。
此零件使用MasterCAM 9.1编程,在FANUC系统三轴机床上加工完成。
数控加工薄壁零件时,零件因刚度不足引起的加工变形成为影响尺寸精度的主要矛盾。
为了提高零件尺寸的稳定性,对于薄壁零件的加工必须从工艺安排、夹具设计、设备选择、刀具选择、加工参数选择、程序编制等方面进行综合考虑,以解决零件在反复装夹后保证零件的加工精度的问题。
下面通过具体实例来介绍薄壁件的加工。
2 实例零件加工2.1 示例零件特点实例零件(如图2)为不久前加工的某型号产品光学系统的前镜头板,共45件,材料为L Y12铝板,下料尺寸为185mm*130mm*15mm,转入本工序时已经经过粗加工及时效工序,粗加工后余量为单面1.5mm,零件变形较大约为1mm-1.8mm。
从图2中可以看出,零件形状并不复杂,多为平面、台阶,但零件外形尺寸较大,由于中部为D形空腔,其有效截面积很小,并且截面面积变化较大不均匀。
对于数控加工来说,此零件的尺寸公差较大,除注意选择合适的加工参数外,在编程上基本没有什么难度。
该产品的F 1为23%。
剩余的/冗余0零件大部分是紧固件或连接件,通过修改设计,大多数可以和其相连接的机体零件合并。
通过设定具体装配环境的装配难度系数,可以对装配规划产生的多种装配方案分别进行装配过程复杂度评价,以比较不同方案装配过程的优劣。
5 结论本文提出的方法是对面向装配的设计技术的一个补充和完善。
通过该方法的实施,可以在满足功能要求的情况下大大简化装配模型,使后续的装配序列和路径规划变得简单。
通过对装配复杂度和装配成本的分析,可以优选出不同的可行装配方案,这些都必将显著节约产品装配时间和降低装配成本。
参考文献:[1] 姜华.机械产品的装配规划研究:[博士学位论文].武汉:华中理工大学,1997.[2] 高峰.并行工程环境下的面向装配设计系统的研究与实践:[硕士学位论文].武汉:华中理工大学,1997.[3] 张林煊,童秉枢,张新访等.一种实用的综合集成D FA 系统的研究.清华大学学报,1998,38(11):69~72[4] 宋玉银.集成化面向装配的设计研究.机械工程学报,1999,35(5):67~71[5] Bo othroy d G,D ewhrust P.Desig n o f Manufacture and As 2sembly:The Boo thro yd-Dew hurst E xperience Desig n for X HU AN G G.Q.Chapman &Hall 1996:19~40[6] Paul G.Leney Case Experience with Hitachi,Lucas andBo othroyd-Dew hurst D FA Methods Desig n fo r X HUA NG G.Q.Chapman &Hall 1996:41~71[7] Z HA X F.Integ rated Kno wledge -Based Assembly Se 2q uence Planning.Advanced Manufacturing Technolo gy,1998,14:50~64(编辑 周本盛)作者简介:管 强,男,1972年生。

数控加工中产品变形控制策略研究摘要:数控车床是实现自动化加工的重要手段,可以通过编程的方式对零件进行加工,具有极高的生产效率。
然而,一旦生产过程变得复杂化,零件的加工就会产生产品变形,对零件的成品效果造成极大的影响,因此,需要采取有效的控制手段,对数控车床加工精度控制策略进行优化。
基于此,本篇文章对数控加工中产品变形控制策略进行研究,以供参考。
关键词:数控加工;产品变形;控制策略引言对于在机械加工中存在的产品变形问题,操作人员需要充分考虑各个方面的情况,无论是管理、还是切削的工具、材料以及数控机床的设置等,都需要进行科学的选择,从而不断的提升数控机械加工的精度,从而保证零部件的加工质量,提高生产效率。
一、提高数控加工中产品变形控制的意义随着各种科学技术的发展,也让数控加工技术在逐渐的成熟中,在进行加工时,包含了大量的数控原理,在加工中非常灵活,第一个加工的细节变化都非常留意,充分体现了数控加工的严谨性,另外,对于加工的对象和方法也能根据具体的情况进行不同的选择,从而发挥数控机床的优势,这样就大大提升了车削加工的效率,并且有效的提升了机械的加工质量,并且对于零部件加工的质量也有着很大的影响。
虽然已经在数控加工工艺的技术应用取得了一定的成绩,但是在实际应用的过程当中,仍然会出一些新的问题,从而导致加工产品变形的影响,面对这种情况,就需要对于加工过程中影响的各种因素进行详细的分析,从而提升数控机械加工的质量,更好的提高加工部件的精度。
二、影响数控加工精度的因素(一)电气伺服系统的影响在利用数控车床对零部件进行加工时,电气伺服系统主要是提供车床运转的工作。
在对零部件进行加工时,需要控制零部件与刀具之间的位置,这时就需要伺服电机运转以驱动滚珠丝杠的前移或者后退,在进行两者之间位置调节时,若伺服驱动与滚珠丝杠之间出现传动误差,则会对零部件的变形产生较大的影响,甚至工件失效。
(二)编程误差的影响根据图纸在数控机床上进行编程时,会存在编程误差,这主要是由于数控机床内部的数学逻辑问题导致的,对于这种编程误差通常采用插值法或者直接提高数控车床的分辨率,从而降低误差,提高精度。

铝合金薄壁件加工中变形的因素分析与控制方法一般认为,在壳体件、套筒件、环形件、盘形件、轴类件中,当零件壁厚与内径曲率半径(或轮廓尺寸)相比小于1:20时,称作为薄壁零件。
这一类零件的共同特点是受力形式复杂,刚度低,加工时极易引起误差变形或工件颤振,从而降低工件的加工精度。
薄壁零件因其制造难度极大,而成为国际上公认的复杂制造工艺问题。
一、薄壁件加工变形因素分析薄壁件由于刚度低,去除材料率大,在加工过程中容易产生变形,对装夹工艺要求高,使加工质量难以保证。
薄壁类零件在加工中引起变形的因素有很多,归纳总结有以下几个方面:1、工件材料的影响铝合金作为薄壁件最理想的结构材料,与其他金属材料相比,具有切削加工性好的特点。
但由于铝合金导热系数高、弹性模量小、屈强比大、极易产生回弹现象,大型薄壁件尤为显著。
因此,在相同载荷情况下,铝合金工件产生的变形要比钢铁材料的变形大,同时铝合金材料具有硬度小、塑性大和化学反应性高等性质,在其加工中极易产积屑瘤,从而影响工件的表面质量和尺寸精度。
2、毛坯初始残余应力的影响薄壁件加工中的变形与毛坯内部的初始残余应力有直接的关系,同时由于切削热和切削力的影响,使工件和刀具相接触处的材料产生不能回弹的塑性变形。
这种永久性的变形一旦受到力的作用就会产生残余应力,而在加工过程中,一旦破坏了毛坯的残余应力,工件内部为达到新的平衡状态而使应力重新分布,从而造成了工件的变形。
3、装夹方式的影响在加工中夹具对工件的夹、压而引起的变形直接影响着工件的表面精度,同时如果由于夹紧力的作用点选择不当而产生的附加应力,也将影响工件的加工精度。
其次,由于夹紧力与切削力产生的耦合效应,也将引起工件残余应力的重新分布,造成工件变形。
4、切削力和切削热的影响切削力是影响薄壁件变形的一个重要因素。
切削力会导致工件的回弹变形,产生不平度,当切削力达到工件材料的弹性极限会导致工件的挤压变形。
在切削加工过程中,刀具与工件之间的摩擦所作的功,材料在克服弹性、塑性变形过程中所做的功绝大部分转化为加工中的切削热,从而导致工件的各部分的温度差,使工件产生变形。
薄壁零件加工变形的原因分析及控制方法摘要:在科学技术水平不断提高的今天,越来越多先进的技术和零件被不断的研发出来,并且在实际的应用过程当中能够发挥出良好的作用。
就从目前的情况看来,薄壁零件自身重量比较轻,整体的结构也比较紧凑,该零件在通常的情况下都会应用于航空、船舶等多种产品当中。
不过,薄壁零件在实际的加工过程当中往往会受到很多因素的影响,从而导致零件变形的情况,进而对产品质量造成很大程度的影响。
为此,相关企业需要对薄壁零件加工变形原因进行充分地分析,根据实际的情况来采取措施进行控制。
关键词:薄壁零件;加工变形;原因;控制前言通过实际的调查发现,现阶段我国航天航空和船舶工业随着社会整体经济水平的提高而得到了进一步发展,在这种情况下它们对生产的零件也有着较高的要求。
为了能够进一步提高薄壁零件的各项性能,相关企业在实际加工过程中要对影响其变形的原因予以足够的重视,并且对薄壁零件的加工特点进行充分地分析和了解,这样才可以对其进行有效地控制,为企业带来一定的经济效益。
一、导致薄壁零件加工变形的原因分析就从目前的情况看来,部分企业在对薄壁零件加工过程当中导致其发生变形的因素比较多,这些因素可以分为零件的刚度、工具夹装、走刀路线、切削参数等,对薄壁零件加工变形影响程度最大的三个方面是:切削力、装夹力和残余应力,这就要求加工人员要对这些方面进行充分地分析,在此基础上采取相应的措施来对加工方法进行不断的改进和调整,这样才可以保证薄壁零件在加工过程当中不会发生变形。
(一)加工过程中的切削力在通常的情况下,薄壁零件在加工过程当中切削力主要可以对其实际的尺寸、形状和位置造成一定程度的影响,切削力往往也会受到很多方面的影响,加工人员没有对零件进行充分分析而导致切线参数设置不合理,在实际进行切削的时候就会出现一定的误差还有就是加工人员对切削刀具的磨损程度没有进行充分地分析了解,这样就会导致切削无法达到预期的标准。
这些因素都会对切削力的设定值带来一定程度的影响,薄壁零件受到应力与热量之间的相互影响而最终就会出现变形,其自身的质量也会进一步的降低。
技术革新—加工薄壁组合零件工艺分析与加工方案辽宁装备制造职业技术学院——吕品摘要:在数控车加工过程中,经常碰到一些薄壁零件的加工。
本文详细分析了薄壁零件加工的特点、防止变形的工艺方法、车刀几何角度及切削参数的选择,结合在教学实践中的实例设计出加工方案。
关键词:薄壁零件工艺分析加工方案1 薄壁工件的加工特点车薄壁工件时,由于工件的刚性差,在车削过程中,可能产生以下现象。
1.1 因工件壁薄,在夹压力的作用下容易产生变形。
从而影响工件的尺寸精度和形状精度。
当采用如图1所示三爪卡盘夹紧工件加工内孔时,在夹紧力的作用下,会略微变成三角形,但车孔后得到的是一个圆柱孔。
当松开卡爪,取下工件后,由于弹性恢复,外圆恢复成圆柱形,而内孔则如图2所示变成弧形三角形。
若用内径千分尺测量时,各个方向直径D相等,但已变形不是内圆柱面了,这种现象称之为等直径变形。
1.2 因工件较薄,切削热会引起工件热变形,从而使工件尺寸难以控制。
对于线膨胀系数较大的金属薄壁工件,如在一次安装中连续完成半精车和精车,由切削热引起工件的热变形,会对其尺寸精度产生极大影响,有时甚至会使工件卡死在夹具上。
1.3 在切削力(特别是径向切削力)的作用下,容易产生振动和变形,影响工件的尺寸精度,形状、位置精度和表面粗糙度。
2 减少和防止薄壁件加工变形的方法2.1 工件分粗,精车阶段粗车时,由于切削余量较大,夹紧力稍大些,变形也相应大些;精车时,夹紧力可稍小些,一方面夹紧变形小,另一方面精车时还可以消除粗车时因切削力过大而产生的变形。
2.2 合理选用刀具的几何参数精车薄壁工件时,刀柄的刚度要求高,车刀的修光刃不易过长(一般取0.2~0.3mm),刃口要锋利。
2.3 增加装夹接触面如图3所示采用开缝套筒或一些特制的软卡爪。
使接触面增大,让夹紧力均布在工件上,从而使工件夹紧时不易产生变形。
2.4 应采用轴向夹紧夹具车薄壁工件时,尽量不使用径向夹紧,而优先选用如图4所示轴向夹紧方法。
铝合金薄壁件数控铣削加工变形试验与分析曹岩;白瑀;何永强;李云龙【摘要】薄壁工件刚度差,在数控加工过程中在切削力的作用下极易产生加工变形,影响工件加工精度和成本.在THA5656立式加工中心上对铝合金材料LY12CZ方形直侧壁工件变形进行了试验研究,并进行误差分析.通过正交试验,研究薄壁件在铣削精加工过程中各个切削用量情况下工件的变形情况,为提高生产率和进一步控制加工变形和验证加工过程计算机仿真模型提供依据.【期刊名称】《制造技术与机床》【年(卷),期】2010(000)005【总页数】3页(P103-105)【关键词】薄壁件;数控铣削;加工变形;正交试验;误差分析【作者】曹岩;白瑀;何永强;李云龙【作者单位】西安工业大学机电工程学院,陕西,西安,710032;西安工业大学机电工程学院,陕西,西安,710032;西安工业大学机电工程学院,陕西,西安,710032;西安交通大学机械工程学院,陕西,西安,710049【正文语种】中文【中图分类】TG7近年来,加工变形补偿技术已经得到国内外学者的广泛关注。
由于其加工过程本身的复杂性,还有大量的工作有待进一步展开[1-2]。
论文针对薄壁结构工件的加工变形进行试验研究与误差分析,以铝合金材料LY12CZ(热轧板GB3193-82)方形直侧壁工件变形进行研究及试验验证。
通过正交试验,研究薄壁件铣削精加工过程中各个切削用量对变形的影响,为提高生产率和进一步控制加工变形提供了依据,对薄壁件精加工选取工艺和工艺参数,提高加工精度具有重要的意义。
1 铣削试验方案1.1 试验设备、刀具和工件材料试验的加工条件如下:(1)刀具材料为高速钢W18Cr4V的φ4三刃立铣刀;(2)工件材料铝合金LY12CZ(热轧板GB3193-82),σb为510 N/mm2,σ0.2=373N/mm2,布氏硬度130 HB。
薄壁长为40 mm,宽为4 mm,高为12.5 mm,底板为40 mm×40 mm;(3)试验设备 THA5656立式加工中心,铣削方式为逆铣。
高强度铝合金薄壁件铣削加工变形控制的研究作者:雷晓燕来源:《知识文库》2019年第15期航空产品中常使用高强度铝合金航空薄壁结构,但其在铣削加工中极易出现变形问题,增加制造难度,本文对造成薄壁件结构变形因素进行分析,提出预防与控制变形工艺措施。
近年来,航天工业发展迅速,对航空航天的产品设计理念产生极大影响。
零件设计逐渐向复杂化、整体化与薄壁化发展,同时要求其的整体结构强度提高,装配环节简化,飞机自重降低。
然而,高强度铝合金航空薄壁件的铣削加工问题使航空制造业面临新挑战,该构件刚性差、结构复杂,且若材料的去除量大时无法控制加工尺寸与变形的稳定性,降低产品的一次性合格率。
此为我国航空航天的生产领域中一个瓶颈,而且,高强度铝合金航空薄壁结构件的加工变形控制成为一个有待解决的问题。
在铣削加工中,造成造成薄壁结构件发生变形因素较多,如工艺参数、夹具、机床、刀具、工件等,主要因素为材料内部残余应力、工装夹具装夹力与加工过程切削力。
1.1 材料内部的残余应力在无外力荷载的作用下,材料内部残余应力处于平衡状态,毛坯为不变形状态。
当薄壁的结构构件加工过程中残余应力毛坯材料一旦被去除,释放残余应力,使原有平衡状态打破,在加工完成以后,重新分布应力,新平衡状态产生,造成加工变形。
在薄壁结构的加工过程中具有较高的材料去除量,高达90%,这就使得释放残余应力所造成的加工变形十分明显。
1.2 加工过程的切削力加工板框类薄壁结构件方式以铣削为主,材料在铣刀的挤压作用下,剪力失效,去除材料基体,使得工件和铣刀的前后刀面间由强烈变化的切削力。
薄壁结构件的刚度降低,在切削力作用下局部弹塑性变形,工件表面质量与加工精度降低。
此外,铣削时工件加工表面出现塑形变形,且与其他部位弹性变形发生互相牵制,并有新加工应力形成,材料内部的原有应力分布状态进一步改变,最终造成加工变形。
1.3 工装夹具的装夹力薄壁结构件在铣削加工中,装夹方案对加工变形产生较大影响。
薄壁零件的数控车削加工探讨一、薄壁零件在数控车削加工中的问题1. 变形问题:薄壁零件在数控车削加工中容易受到刀具切削力的影响,从而产生变形。
尤其是在加工过程中,由于热变形效应的存在,薄壁零件更容易出现变形现象。
变形不仅会影响零件的尺寸精度和几何形状,还会降低零件的使用寿命和性能。
2. 振动问题:由于薄壁零件的结构特点,容易受到切削力的作用而产生振动现象。
振动不仅会影响加工质量,还会加剧刀具磨损、降低加工精度、影响加工表面质量等问题。
3. 切屑问题:薄壁零件在数控车削加工中,由于切削力的作用,容易产生大量的切屑,而这些切屑往往会对加工表面造成损坏,同时也会对工件和刀具造成损伤。
以上问题对薄壁零件的加工质量和加工效率都会产生较大的影响。
如何解决这些问题,提高薄壁零件的加工质量和效率,是当前数控车削加工中的一个重要课题。
二、解决问题的方法和技术1. 刀具选择和切削参数的优化:在数控车削加工中,合理选择刀具和优化切削参数对薄壁零件的加工具有重要意义。
选择合适的刀具材料和刀具几何形状对降低切削力、延长刀具使用寿命非常重要。
通过优化切削速度、进给量、切削深度等切削参数,可以有效地减少切削力、降低振动,从而保证薄壁零件的加工质量。
2. 支撑技术:薄壁零件在数控车削加工中,可以采用支撑技术来减少变形和振动。
支撑技术可以通过在零件上设置支撑点、改变切削路线等方式,有效地提高零件的刚度和稳定性,减少变形和振动。
可以在薄壁零件的内部设置支撑件,以增加结构的刚性,减少振动和变形。
3. 刀轴倾角补偿技术:在数控车削加工中,刀轴倾角对薄壁零件的加工具有重要影响。
合理地设置刀轴倾角可以有效地减少切削力和振动,避免因为切削力对零件产生的变形。
通过刀轴倾角补偿技术,可以实现对零件的精密加工,提高加工质量。
4. 加工路径优化技术:在数控车削加工中,通过优化加工路径,可以减少切屑对加工表面的损害,同时也可以减少切削力和振动。
在薄壁零件的加工中,通过合理设置加工路径和切削方向,可以减少切屑的产生,提高加工表面的光洁度和平整度。
薄壁零件数控加工工艺质量的改进方法在制造业中,薄壁零件的数控加工一直是一个具有挑战性的工艺。
由于薄壁零件的特殊性,数控加工在保证质量的同时也面临着许多困难。
为了有效地改进薄壁零件数控加工工艺的质量,我们需要综合考虑材料选择、工艺参数优化、加工设备条件等多方面因素。
一、材料选择薄壁零件的加工质量首先取决于材料的选择。
常见的薄壁零件材料包括铝合金、镁合金、不锈钢等。
在选择材料时,需要考虑材料的强度、塑性、热导率等因素,以保证加工过程中材料不易变形、断裂或产生其他质量问题。
材料的表面性能也需要考虑,如氧化膜、油污等对加工过程的影响。
二、工艺参数优化对于薄壁零件的数控加工,工艺参数的优化至关重要。
首先是刀具的选择和刀具路径的设计,需要考虑切削力、切削温度等因素,以减小切削过程中的振动和变形。
其次是切削速度、进给速度和切削深度的合理设置,以保证加工过程中不产生毛刺、毛刺和刀痕等质量问题。
针对不同材料和形状的薄壁零件,还需要采用不同的切削方式和切削策略。
三、加工设备条件薄壁零件的数控加工质量还受到加工设备条件的影响。
在选择数控加工设备时,需要考虑设备的稳定性、精度、刚性等因素,以保证加工过程中稳定、精确地实现设计要求。
加工设备的维护和保养也是关键,定期检查设备的润滑、传动系统、冷却系统等,以保证设备处于良好的工作状态。
个人观点和理解薄壁零件数控加工工艺质量的改进方法是一个综合性的问题,需要在材料、工艺、设备等多个方面进行考虑和优化。
在实际生产中,我们还需要根据具体的零件形式和要求,结合实际情况进行针对性的改进和优化。
随着科学技术的不断发展,新材料、新工艺、新设备的应用也会为薄壁零件的数控加工提供更多的可能性。
总结回顾通过对薄壁零件数控加工工艺质量的改进方法的深入探讨,我们了解到薄壁零件的数控加工质量受到材料选择、工艺参数优化、加工设备条件等多方面因素的影响。
在实际工作中,我们需要综合考虑这些因素,做好准备工作,才能够更好地保证薄壁零件数控加工的质量。