基于UG环境的钻床组合夹具设计
- 格式:doc
- 大小:42.00 KB
- 文档页数:2
基于UG的数控多轴加工工艺优化和工装夹具设计摘要:随着现代制造业的发展,许多企业不再一味地追求高品质、高效率的生产,而是将更多的精力放在了优化CNC多轴加工工艺和工装夹具的设计上。
“科技是第一生产力”,在劳动者、生产对象、生产工具这三大要素中,除了要熟练地运用生产工具外,还需要熟练地掌握生产技术。
为了适应多样化的市场需求,必须对CNC工艺进行持续的改善,并设计出更加可靠的工装夹具,以达到交货周期,提高质量。
关键词:多轴加工;工装夹具;机床仿真前言本文主要介绍了两种大型工件的加工方法,其中金属半环是一类具有复杂外形和易于变形的多面体件;由于其特殊的外形,使其不易进行装夹,且工件易发生变形、弯曲等工艺难题。
但是,电机外壳是一种批量大、表面质量高的产品,采用常规的工艺,必然会导致产品的外观品质下降。
本文主要介绍了UG/CAD软件,对两种不同类型的零件进行了工艺分析,并对其进行了多轴数控加工所需的模具夹具进行了详细的描述。
采用UG/CAM软件实现了两种不同类型的多轴CNC编程。
它是根据机床四、五轴的旋转特点,利用特殊的工具夹具,进行特殊的刀具定制,实现多轴的定点加工。
通过UG刀道模拟功能,对刀具刀柄、工装夹具、工件之间是否存在干涉、过切等问题进行了分析。
最后,对加工过程进行了后置处理,并产生了数控程序。
1、概念1.1UG的CAD模块与CAM模块UG的CAD主要包括实体建模、特征建模、自由形状建模、工程绘图、组装等。
CAM模块则提供数控加工CLSFS的创建和编辑功能,包括铣、车、线切割;此外,它还支持了图形后处理和机器数据生成,并提供了生产资源管理系统、切削仿真、图形刀轨编辑工具,如机床模拟及其他模拟及辅助处理。
1.2多轴定点加工多轴方向切削是多轴加工中普遍采用的一种方法,它的多轴定位主要是用来控制加工过程中的刀具轴和程序座标仪Z轴的向量。
1.3数控多轴机床加工技术概述1.3.1原理通常,CNC多轴加工是一种三个以上的连杆加工,是一种精加工作业方式,5轴多轴加工工艺是世界各国衡量其工业化程度的重要指标,这一技术在船舶、航天、模具、汽车等领域有着广泛的应用。

目录摘要 (I)Abstract (II)第一章机床夹具简介 (1)1.1夹具概述: (1)1.2典型机床夹具介绍 (1)1.2.1 铣床夹具介绍 (1)1.2.2 车床夹具介绍 (1)1.2.3 钻床夹具介绍 (2)1.3机床夹具各组成部件的功能和作用 (2)1.3.1各部分组成部件的功能 (2)1.3.2夹具的作用 (3)1.4机床夹具的类型 (3)第二章夹具结构与定位原理分析 (5)2.1机床夹具拆装、测量中常使用的工量具的准备 (5)2.1.1 常用的量具 (5)2.1.2常用的拆卸工具 (5)2.2拆前准备工作 (5)2.3机床夹具拆装注意事项和方法 (6)2.4钻床夹具的结构组成与定位分析 (6)2.4.1 短轴钻孔成组夹具 (6)2.4.2 通用回转式钻床夹具 (7)2.4.3 可卸式钻模板夹具 (9)第三章软件UG软件 (11)3.1UG软件的基本容和特点 (11)3.1.1 UG 软件的容 (11)3.2UG软件的特点 (11)3.3UG软件在机械设计中的应用 (12)3.4本课题下应用到的功能 (12)3.4.1 装配功能 (12)3.4.2 录像功能 (12)3.4.3 三维建模 (13)3.5UG和CAD结合应用 (13)3.5.1 CAD 基本环境 (13)3.5.2 CAD 零件建模 (13)3.6UG软件总结 (14)第四章机床夹具UG NX8.0三维造型设计和装配工艺分析. (15)4.1建模部分 (15)4.2零件图介绍 (15)4.3装配部分 (16)4.4需要注意的两个步骤 (16)4.4.1 步骤一 (16)4.4.2 步骤二 (17)参考文献 (18)总结 ........................... 错误!未定义书签。
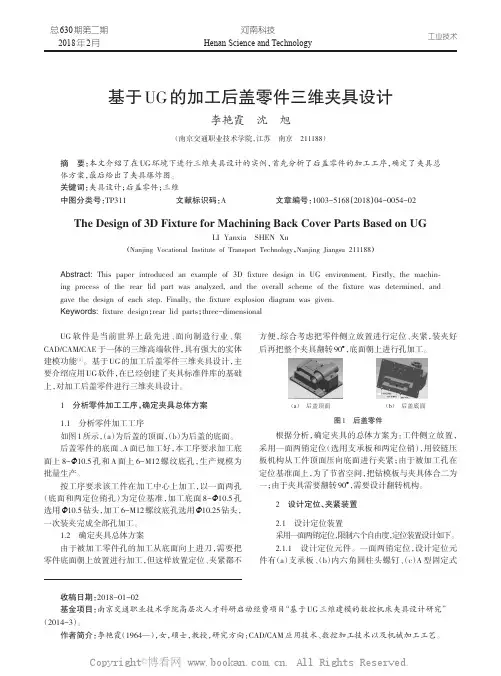
摘要机床夹具是零件加工工艺装备的重要组成部分,完成对工件的定位和夹紧,直接影响工件的加工质量。
常见机床夹具一般分为定位元件、夹紧装置、连接元件、对刀或引导元件、其他元件和夹具体等几个部分,结构较为复杂,对于实践知识缺乏的学生来说,单靠教材及教师的课堂讲解仍然理解不透彻,为解决此问题,学校购置了一套典型机床夹具的教具,用于课堂教学与实验教学。
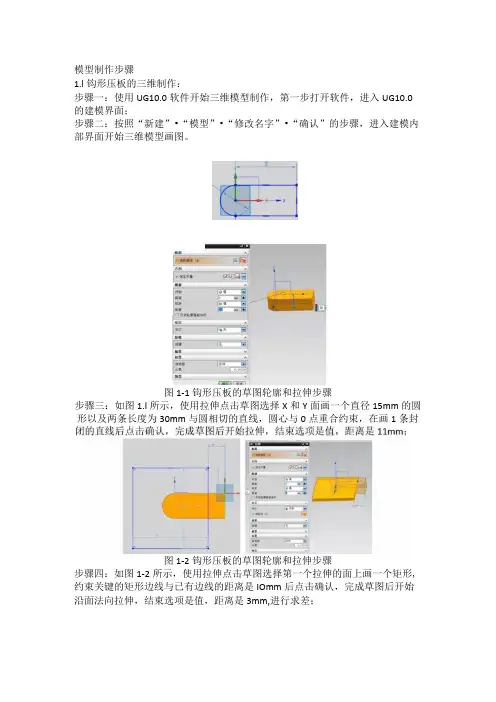
模型制作步骤1.l钩形压板的三维制作:步骤一:使用UG10.0软件开始三维模型制作,第一步打开软件,进入UG10.0的建模界面;步骤二:按照“新建”•“模型”•“修改名字”•“确认”的步骤,进入建模内部界面开始三维模型画图。
图1-1钩形压板的草图轮廓和拉伸步骤步骤三:如图1.l所示,使用拉伸点击草图选择X和Y面画一个直径15mm的圆形以及两条长度为30mm与圆相切的直线,圆心与0点重合约束,在画1条封图1-2钩形压板的草图轮廓和拉伸步骤步骤四:如图1-2所示,使用拉伸点击草图选择第一个拉伸的面上画一个矩形,约束关键的矩形边线与已有边线的距离是IOmm后点击确认,完成草图后开始沿面法向拉伸,结束选项是值,距离是3mm,进行求差;图1-3钩形压板的草图轮廓和拉伸步骤步骤五:如图1・3所示,使用拉伸点击草图选择第一个拉伸的面上画一个直径为7mm的圆形,约束圆心与已有边线圆心重合后点击确认,完成草图后开始沿面法向拉伸,结束选项是值,距离是3mm,进行求差;图1-4钩形压板的倒斜角步骤六:如图1・4所示,用倒斜角命令选中边线开始倒角,距离是7mm;图1-5钩形压板的草图轮廓和拉伸步骤步骤七:如图1-5所示,使用拉伸点击草图选择第一个拉伸的面上用直线画一个三角形,约束好尺寸镜像后点击确认,完成草图后开始沿面法向拉伸,结束选项是值,距离是贯通,进行求差;1.2钩形压板座的三维制作:步骤一:使用UG10.0软件开始三维模型制作,第一步打开软件,进入UG10.0的建模界面;步骤二:按照“新建”-“模型”•“修改名字”•“确认”的步骤,进入建模内部界面开始三维模型画图。
图2-1钩形压板座的草图轮廓和拉伸步骤步骤三:如图2-1所示,使用拉伸点击草图选择X和Y面上画一个直径为30的圆形,约束好圆心与0点重合后点击确认,完成草图后开始拉伸,结束选项是值,距离是5mm;•Ha:A图2-2钩形压板的草图轮廓和拉伸步骤步骤四:如图2-2所示,使用拉伸点击草图选择第一个拉伸的面上用直线画一个直径为25mm的圆形后点击确认,完成草图后开始沿面法向拉伸,结束选项是值,距离是18mm,进行求和;图2-3钩形压板的草图轮廓和拉伸步骤步骤五:如图2-3所示,使用拉伸点击草图选择第一个拉伸的面上投影边线后偏置Imm后点击确认,完成草图后开始沿面法向拉伸,结束选项是值,距离是2mm,进行求差;图2-4钩形压板的草图轮廓和拉伸步骤步骤六:如图2-4所示,使用拉伸点击草图选择第二个拉伸的面上用直线画一个直径为22mm的圆形后点击确认,完成草图后开始沿面法向拉伸,结束选项是值,距离是5mm,进行求和;图2-5钩形压板的草图轮廓和拉伸步骤步骤七:如图2-5所示,使用拉伸点击草图选择第二个拉伸的面上第一个拉伸的面上投影边线后偏置Imm剪裁点多余线条后点击确认,完成草图后开始沿面法向拉伸,结束选项是值,距离是Iomm,进行求和;V图2-6钩形压板的倒斜角步骤八:如图2-6所示,用倒斜角命令选中拉伸后边线开始倒角,距离是Imm;图2-7钩形压板的草图轮廓和拉伸步骤步骤九:如图2-7所示,使用拉伸点击草图选择第二个拉伸的面上画一个直径为16mm的圆形后点击确认,完成草图后开始沿面法向拉伸,结束选项是值,距离是6mm,进行求和;图2-8钩形压板的螺纹孔步骤十:如图2-8所示,用螺纹孔命令选中边线圆心后打M6,深度为15的孔;图2-9钩形压板的草图轮廓和拉伸步骤步骤十一:如图2-9所示,使用拉伸点击草图选择第1个拉伸的面上画一个直径为4mm的圆形后点击确认,完成草图后开始沿面法向拉伸,结束选项是值,距离是贯通,进行求差;1.3夹具体的三维制作:步骤一:使用UG10.0软件开始三维模型制作,第一步打开软件,进入UG10.0的建模界面;步骤二:按照“新建”-“模型”-“修改名字”•“确认”的步骤,进入建模内部图3-1夹具体的草图轮廓和拉伸步骤步骤三:如图3-1所示,使用拉伸点击草图选择X和Y面上画一个250X25Omm 的正方形,约束好正方形中心与0点重合后点击确认,完成草图后开始拉伸,结束距离选项是30mm;图3-2夹具体的草图轮廓和拉伸步骤步骤四:如图3-2所示,使用拉伸点击草图选择正方形的上表面上画一个60X20mm的矩形,约束好位置后点击确认,完成草图后开始拉伸,结束距离选项是100mm,进行求和;图3-3夹具体的草图轮廓和拉伸步骤步骤五:如图3-3所示,使用拉伸点击草图选择正方形的面画一个直径15mm的圆形以及两条长度为20mm与圆相切的直线,圆心到边的距离是分别是20和40mm,在画1条封闭的直线后进行镜像,点击确认,完成草图后开始拉伸,结束选项是值,距离是IoOmm,进行求差;图3・4夹具体的草图轮廓和拉伸步骤步骤六:如图3-4所示,使用拉伸点击草图选择正方形的面画一个直径26mm 的圆形以及两条与圆相切的直线,圆心与步骤五的边线圆心重合,在画1条封闭的直线后进行镜像,点击确认,完成草图后开始拉伸,结束选项是值,距离是5mm,进行求差;图3-5夹具体的倒斜角步骤七:如图3-5所示,用倒斜角命令选中拉伸后边线开始倒角,距离是10mm;图3-6夹具体的螺纹孔1步骤八:如图3-6所示,用螺纹孔命令后打M4,深度为6的孔;图3-7夹具体的螺纹孔2步骤九:如图3・7所示,用螺纹孔命令后打M6,深度为9的孔;图3-8夹具体的螺纹孔3步骤十:如图3-8所示,用螺纹孔命令后打M8,深度为12的孔;1.4可换钻套的三维制作:步骤一:使用UG10.0软件开始三维模型制作,第一步打开软件,进入UG10.0的建模界面;步骤二:按照“新建”-“模型”-“修改名字”-“确认”的步骤,进入建模内部界面开始三维模型画图。
2019年第3期摘要:传统的机床夹具课程设计都是以手工绘图的方式进行,耗时费力。
将UG 软件三维建模技术引入到机床夹具课程设计教学,很好地解决了教学中内容复杂、课时少的矛盾。
UG 三维建模不仅能够直观的显示夹具零件实体形状,还能显示各个零件的相互位置关系,从而降低学生学习夹具相关知识的难度。
本文以一个专用钻床夹具设计为例说明教学过程。
关键词:机床夹具课程设计;三维建模;教学改革作者简介:卢开斌(1959-),男,大学本科,副教授,主要研究方向:机械制造工艺与设备。
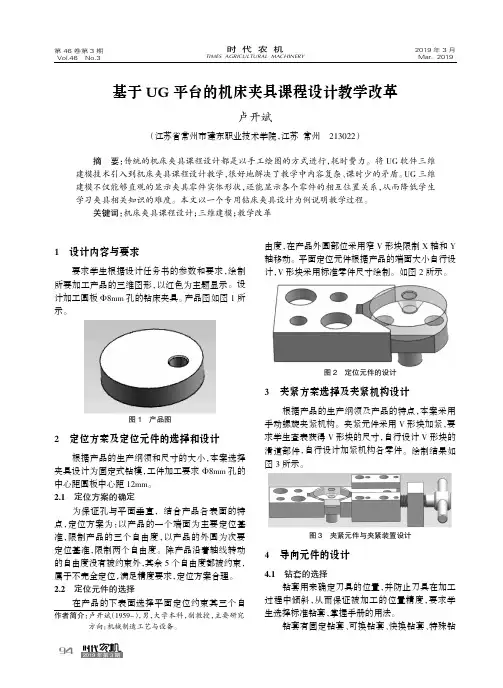
基于UG 平台的机床夹具课程设计教学改革卢开斌(江苏省常州市建东职业技术学院,江苏常州213022)1设计内容与要求要求学生根据设计任务书的参数和要求,绘制所要加工产品的三维图形,以红色为主题显示。
设计加工圆板Φ8mm 孔的钻床夹具。
产品图如图1所示。
图1产品图2定位方案及定位元件的选择和设计根据产品的生产纲领和尺寸的大小,本案选择夹具设计为固定式钻模,工件加工要求Φ8mm 孔的中心距圆板中心距12mm 。
2.1定位方案的确定为保证孔与平面垂直,结合产品各表面的特点,定位方案为:以产品的一个端面为主要定位基准,限制产品的三个自由度,以产品的外圆为次要定位基准,限制两个自由度。
除产品沿着轴线转动的自由度没有被约束外,其余5个自由度都被约束,属于不完全定位,满足精度要求,定位方案合理。
2.2定位元件的选择在产品的下表面选择平面定位约束其三个自由度,在产品外圆部位采用窄V 形块限制X 轴和Y轴移动。
平面定位元件根据产品的端面大小自行设计,V 形块采用标准零件尺寸绘制。
如图2所示。
图2定位元件的设计3夹紧方案选择及夹紧机构设计根据产品的生产纲领及产品的特点,本案采用手动螺旋夹紧机构。
夹紧元件采用V 形块加紧,要求学生查表获得V 形块的尺寸,自行设计V 形块的滑道部件,自行设计加紧机构各零件。
绘制结果如图3所示。
图3夹紧元件与夹紧装置设计4导向元件的设计4.1钻套的选择钻套用来确定刀具的位置,并防止刀具在加工过程中倾斜,从而保证被加工的位置精度,要求学生选择标准钻套,掌握手册的用法。
【138】 第32卷 第11期2010-11(下)基于UG建模的数控加工夹具设计及有限元分析UG-based modeling of fi xture design and FEA in NC machining卢小波LU Xiao-bo(广西机电职业技术学院,南宁 530007)摘 要:数控加工夹具是加工中最常用的一种工艺装备。
基于UG建模的夹具设计,可以快速有效地提高数控机床夹具设计过程,同时,通过UG的装配模块、运动仿真模块及结构分析模块,可以对夹具进行可行性分析,为夹具的制造加工提供可靠的数据。
本文以泵体零件的夹具设计为例,探讨数控加工夹具设计及有限元分析的方法。
关键词:数控加工;夹具设计;有限元分析;UG中图分类号:N945.13 文献标识码:A 文章编号:1009-0134(2010)11(下)-0138-03Doi: 10.3969/j.issn.1009-0134.2010.11(下).480 引言数控加工夹具作为现代制造系统中的一个重要的组成部分,对零件的加工质量、生产率和产品成本有着直接的影响。
花费在夹具设计和制造的时间在整个生产周期中占有较大的比重。
因此,如何缩短夹具设计的周期、提高夹具设计的可靠性、增加夹具的柔性是现代制造中的一个重要课题。
作为最常用的工艺装备,数控机床夹具还必须适应数控机床的高精度、高效率、多方向同时加工、数字程序控制及单件小批生产的特点。
本文探讨了数控加工夹具设计的特点、方法技巧以及加工质量分析,并建立数学模型。
1 数控加工夹具设计1.1 数控加工夹具的特点与普通机床的夹具相比,数控加工工夹具设计有它本身的特点:1)数控加工的夹具应具有柔性,经过适当调整即可夹持多种形状和尺寸的工件夹具,以满足多品种、中小批量生产。
2)适应数控多方面加工,要避免夹具结构包括夹具上的组件对刀具运动轨迹的干涉[1],夹具结构不要妨碍刀具对工件各部位的多面加工。
减少刀具干涉。
3)夹具本身应有足够的刚度,以适应大切削用量切削。
钻孔组合夹具毕业设计钻孔组合夹具毕业设计钻孔组合夹具是一种常见的工业夹具,用于固定工件并进行钻孔加工。
在我进行毕业设计时,我选择了钻孔组合夹具作为研究对象,旨在设计一种更加高效、精确的夹具,以提高生产效率和产品质量。
1. 研究背景钻孔是机械加工中常见的一种工艺,广泛应用于各个行业。
而夹具作为钻孔过程中的重要工具,对于工件的固定和定位起着至关重要的作用。
传统的钻孔组合夹具存在一些问题,如夹具刚度不足、定位不准确等,这些问题会导致加工精度低下和生产效率低下。
因此,对钻孔组合夹具进行研究和优化是非常有必要的。
2. 设计目标在设计钻孔组合夹具时,我设定了以下几个目标:- 提高夹具的刚度,确保工件在加工过程中的稳定性;- 提高夹具的定位精度,确保钻孔的准确性;- 提高夹具的换位速度,提高生产效率;- 考虑夹具的可调性和适应性,以适应不同尺寸和形状的工件。
3. 设计思路为了达到上述目标,我采取了以下几个设计思路:- 采用高强度材料制作夹具,提高夹具的刚度和稳定性;- 设计精密的定位装置,确保工件的准确定位;- 引入自动化控制系统,提高夹具的换位速度和生产效率;- 设计可调节的夹具结构,以适应不同尺寸和形状的工件。
4. 设计过程在设计过程中,我首先进行了相关文献的调研,了解了目前钻孔组合夹具的设计和应用情况。
然后,我进行了夹具的结构设计和参数计算,确保夹具的刚度和稳定性。
接下来,我设计了夹具的定位装置,采用了精密的传感器和控制系统,以实现准确的定位。
最后,我进行了夹具的实际制作和测试,对夹具的性能进行了评估和优化。
5. 设计成果通过我对钻孔组合夹具的研究和设计,我成功地设计出了一种更加高效、精确的夹具。
该夹具在实际应用中取得了良好的效果,提高了钻孔加工的精度和生产效率。
同时,该夹具的可调性和适应性也得到了有效的提升,可以适应不同尺寸和形状的工件。
6. 结论与展望通过本次毕业设计,我深入了解了钻孔组合夹具的设计和应用,提高了自己的设计能力和实践能力。
基于UG的机床夹具虚拟装配技术研究基于UG 的机床夹具虚拟装配技术研究范孝良梁宇红(华北电⼒⼤学机械⼯程系,保定071003)Research for virtual assembly technology of machinetool ’s fixture based on UGFAN Xiao-liang ,LIANG Yu-hong(Department of Mechanical Engineering ,North China Electric Power University ,Baoding 071003,China )⽂章编号:1001-3997(2011)08-0237-03【摘要】虚拟制造作为⽬前制造业最具挑战性的领域,发展速度惊⼈。
以⽴式钻床夹具为例,在UG 软件基础上介绍了夹具设计及三维建模的⽅法,并成功创建了夹具三维模型;并采⽤⾃底向上的装配⽅式完成夹具的装配;分析了夹具的装配顺序及路径规划;探讨了夹具装配⼲涉碰撞技术;最后研究了虚拟仿真技术,实现了机床夹具的快速装配,这样提⾼了设计质量,缩短了开发周期,提⾼了企业对新产品的⾃主研发能⼒和竞争,充分体现了虚拟装配技术的优越性。
关键词:UG ;虚拟装配;⼲涉【Abstract】Virtual manufacturing as the most challenging field ,is developing in an amazing speed.By taking vertical drilling fixture as an example ,a method for fixture design and 3D modeling is introduced in this paper based on UG software ,and a 3D model for the fixture is built successfully.Meanwhile the fixture is assembled by adopting the bottom up assembly way.Then the fixture assembly sequence and the path planning is analyzed as well as the interference collision technology for the assembling of the fixture is dis -cussed ;Finally ,the virtual simulation technology is studied ,through which the rapid assembly of machine tool is realized ,which improves the design quality ,shortens the development cycle and improves capability of enterprise in researching and developing new product independently and their competiveness.The advan -tages of virtual assembly technology is fully embodied.Key words :UG ;Virtual assembly ;Interference中图分类号:TH166⽂献标识码:A*来稿⽇期:2010-10-241引⾔近⼏年,虚拟现实技术发展迅速,⼈们开始认识到虚拟现实在各个领域的应⽤价值,虚拟装配是虚拟制造的重要组成部分,利⽤虚拟装配可以验证装配设计和操作的正确与否,以便及早的发现装配中的问题,对模型进⾏修改,并通过可视化显⽰装配过程。
摘要根据任务书的要求,本次任务主要是针对十字头零件的加工设计两套专用的车床夹具,完成相应的加工要求。
主要内容包括:加工零件的分析、分析其结构、各部分相关尺寸、加工工艺过程及工序、零件图的绘制、加工各面、孔等内容。
具体任务是针对车Φ85外圆和挖Φ24槽设计两套专用车床夹具,确定其定位、夹紧方案和误差、切削力的计算。
在此之前,首先要拟定一套高效的加工方案,进行工序及工步的确定,进而根据所选定的方案完善相应的计算和加工工艺卡片,再由所需要求,设计出夹具的尺寸,根据查找的资料,实现理论的设计。
在得到理论设计的尺寸和方案之后,利用UG进行三维建模,并对所画的各部件做装配、爆炸及运动仿真等工作,最后,将所有零部件及装配图生产工程图。
通过UG的虚拟设计,来说明各部分零件之间的结构和装配关系,同时为了清楚的表示出组装夹具的内部联系,还需要绘制出相应的剖视图,以加深对设计内容的理解和直观感觉。
在最后的运动仿真,分析可得到所设计的夹具符合零件要求。
关键词:车床夹具;UG;虚拟设计;运动仿真AbstractAccording to the requirements of specifications, the main task is to design two special lathe fixtures for machining crosshead part, to complete the corresponding processing requirements. The important tasks are analysis of processing parts, analysis of its structure and the partial correlation dimension, process technology and process, drawing of spare parts, machining of the part of spaces and holes, and so on. The particular tasks are to design two special lathe fixtures for turning the circle of Φ85 and Φ24, to make sure the scheme of positioning and clamping, and to calculate the error and cutting force. First of all is to achieve high speed and efficient processing scheme, to determine the working procedure and step, then according to the selected scheme to complete the corresponding counting and processing cards, according to the requirements to design the size of fixtures, to realize the theory design. When we obtain the size of the theory design and the scheme, we use UG to create three-dimensional modeling and assemble all parts and explode all parts and motion simulation, and so on. All parts and assembly draws production engineering drawings. We illustrate the structure and assembly relation between the parts by the virtual design of UG. At the same time, we use it to clear out the internal relations of assembly fixture and need to draw the sectional view of the corresponding to readers, which give the most intuitive feel for readers at a glance. After the motion simulation, the fixtures which I design can meet requirements of parts.Key words: turning machine fixture; UG; virtual design; motion simulation目录摘要 (I)ABSTRACT (II)目录 (V)1绪论 (1)1.1本课题研究的目的和意义 (1)1.2国内外研究现状,发展动态 (1)1.3本课题的主要内容 (2)2 零件的分析及工艺规程设计 (4)2.1零件的功用 (4)2.2零件的工艺分析 (4)2.3确定毛坯的制造形式 (5)2.4基面的选择 (5)2.5制定工艺路线 (5)2.6机械加工余量、工序尺寸及毛坯尺寸的确定 (5)2.7确定切削用量及基本工时 (6)3 夹具设计 (15)3.1车Φ85外圆的夹具设计 (15)3.1.1 问题的提出 (15)3.1.2 定位方式和定位基准的选择 (15)3.1.3 切削力及夹紧力计算 (15)3.1.4 定位误差分析 (16)3.1.5 夹具设计及操作简要说明 (16)3.2挖Φ24槽的夹具设计 (18)3.2.1 问题的提出 (18)3.2.2 定位方式和定位基准的选择 (18)3.2.3 切削力及夹紧力计算 (18)3.2.4 定位误差分析 (19)3.2.5 夹具设计及操作简要说明 (19)4 运动仿真 (25)4.1UG的简介 (25)4.2运动仿真 (26)4.2.1 专用车床夹具1的运动仿真 (27)4.2.2 专用车床夹具2的运动仿真 (30)5 结论与展望 (32)5.1结论 (32)5.2不足之处及展望 (32)致谢 (33)参考文献 (34)附录 (35)1绪论1.1 本课题研究的目的和意义在现代生产制造中,机床夹具是一种不可或缺的工艺设备,它直接影响着零件的加工精度、生产率和产品的制造成本等,所以机床夹具设计是一项重要的技术工作,它是各机械制造企业新产品投产、老产品改进和工艺更新中的一项重要生产技术准备工作,也是每一个从事机械加工工艺的技术人员必须掌握的基础知识,在机械制造以及生产技术中占有极其重要的地位[1]。