移动式焊轨车总体设计
- 格式:doc
- 大小:44.50 KB
- 文档页数:7

拉轨阻力(见图1)。
图1在钢轨下垫滚筒
图2测量轨缝
2.4.3将推瘤刀放置到待焊钢轨位于机器间端的钢轨上,推瘤刀距离轨端约30~35mm,刃口朝焊缝方向(见图3)。
检查推瘤刀的侧板与钢轨轨腰的间隙是否一致,如果不一致,可用榔头敲击进行调整。
图3放置推瘤刀
2.5在准备工作完成后,操纵起重机将焊机落到待焊接头上,让焊机重量完全落在钢轨上。
3施焊过程
3.1操作焊机进行焊轨,推瘤后保压(见图4)。
图4焊接(下转第142
102
Science&Technology Vision 科技视界
套设备运输难的问题。
并且在北方地区可以延长施工。
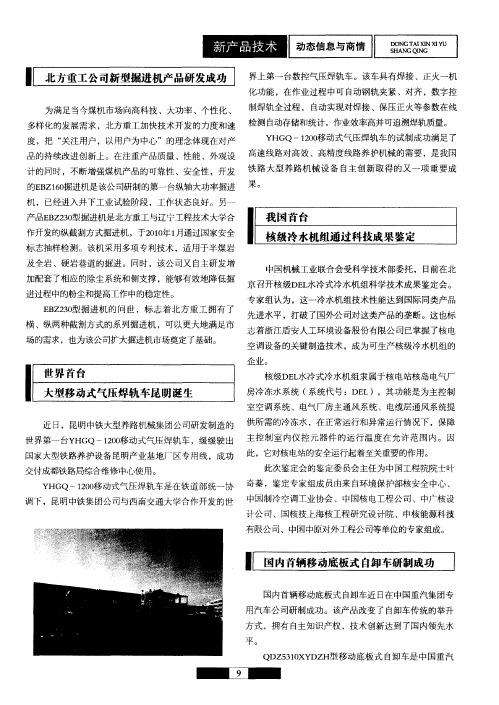

YHG―1200移动式闪光焊轨车现场焊工艺YHG―1200移动式闪光焊轨车现场焊工艺0 前言无缝线路又称长钢轨线路,把轨条焊联至长度1―2km。
近年来,在提速工程的带动下,超长无缝线路开展迅速,长轨条连续焊接的长度可达数百千米,从而构成名副其实的无缝线路。
铺设无缝线路的实践经验证明,无缝线路与有缝线路相比,它在技术经济上有明显的优势性。
据一些国家统计,在节约劳力和延长设备使用寿命方面,无缝线路比有缝线路可节约线路维修费用35-75%。
此外,无缝线路的平顺性好,行车平稳,旅客舒适,非常适合高速、重载列车的运行,还可以减少机车车辆的运营费用。
YHG-1200移动式闪光焊轨车在一个封锁点内可焊接8至10个钢轨接头,该车取消了气压焊用的乙炔发生器和氧气瓶等具有爆炸危险的设备,实现了现场钢轨焊接的机械化操作,改善了作业环境,提高了施工人员的平安劳动保护。
该车采用490KW发电机组作为动力,安装了目前世界上最先进的悬挂式闪光焊机,焊接过程自动控制,具有保压推凸功能,拉伸顶锻力大,有效地保证焊接接头的高质量和高稳定性。
该车的投入使用,满足了既有线复线区段作业需要,解决了焊接火花防护和限界控制问题,大大提高了钢轨焊接的自动化程度和焊接质量【1】。
1 闪光焊工艺原理电阻焊是将钢轨压紧于两电极之间,并施以电流,利用电流流经钢轨接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,然后借助顶锻压力,从而形成稳固的焊接接头。
2 焊接前的准备在焊轨车进入区间前,应完成钢轨打磨等准备工作,打磨区域为轨端、轨腰。
2.1 作业车准备2.1.1 在到达作业地点解编后,将操纵台上“走行控制转换开关〞置于“车下〞位。
2.1.2 取下液压支腿上的锁定销和保险链,解除液压支腿的机械锁定。
2.2 确认送电后顺序启动焊机控制系统、液压泵站、冷水机。
2.3 车下低速走行操作一号位操作手操纵整车低速走行,至待焊钢轨接头位于作业区两拉轨对正装置的正中间,按下旁路制动按钮实施制动。

移动式接触焊焊轨施工工艺和技术措施3.4.7.3.1 施工工艺流程(见图3.4.7.3)图3.4.7.3 移动式接触焊焊轨施工工艺流程3.4.7.3.2 施工工艺及技术措施⑴施工准备焊接设备进场后,要进行相关的工艺试验,确定焊轨参数,制定保养维修细则和安全操做规程,并上报监理、业主,获得批准后严格组织实施。
钢轨焊接施工前,操作人员要对焊机主机、附机、水冷却系统、液压系统、制冷系统、供电系统等做最后检查,一切正常后方可进行焊轨作业。
⑵焊前钢轨检查提前对钢轨外观尺寸、外观质量逐根进行检查,检查时应翻轨进行,不能只检查钢轨头部。
对弯曲的应进行调直处理,使钢轨在全长范围内轨头和侧面平面直顺,不得有硬弯、弯曲和扭转。
钢轨两端1米范围内不直度不大于0.5mm,大于0.5mm的应重新锯轨,冷却后重新测量。
⑶松解扣件及钢轨端头除锈打磨焊轨前,将钢轨扣件松开,拆除接头夹板及部分配件,顶升钢轨,放置滚筒和垫木,对待焊钢轨端头及焊轨机钳口部位与钢轨接触处端面采用电动砂轮机进行除锈、打磨,打磨后的钢轨面应有金属光泽,不得有锈斑;打磨深度不得超过母材0.2mm,钢轨端部600mm范围内有出厂标志的,应打磨至与轨腰平齐,不得有任何凸出,防止损伤钳口。
对焊接钢轨端面用宽座角尺和塞尺进行垂直度检查,凡超过0.5mm的,采用钢轨端面打磨机进行打磨,直至符合要求。
⑷对轨调整与钢轨焊接钢轨面及钳口部位打磨符合要求后,方可进行焊轨作业。
先在滚筒上进行对轨并调整高低和方向,使焊缝对正焊轨机钳口中心位置,用刀口尺检查两钢轨左右或高低错牙均不得超过0.5mm。
确认钢轨对中后,启动液压系统进行夹轨,随后激活数据采集系统,进入焊接程序,依次经过各个闪光阶段后进行顶煅并完成推瘤作业。
焊接结束后,立即启动液压系统,将焊轨机架张开到足够大的程度,起升焊机使之离开焊头一定距离。
迅速除去推瘤焊渣,并对焊机各部位和接头进行检查,同时清洁焊机内部和钳口。
如果钢轨与钳口接触处有电击伤,则该焊头判定为不合格,需切掉重焊;同时对钳口进行处理,直至换钳口,方可再焊。

一、什么是钢轨的移动闪光焊接1. 名词解释O焊机: 悬挂式钢轨闪光焊机。
O移动闪光焊: 闪光焊机在铁路轨道上焊接钢轨,焊机及其配套设备的动力源是独立的车载式发电机组;它是无缝线路轨道工程施工中现场钢轨焊接方法之一。
O拉轨器:精确地拉伸待焊钢轨到焊接位置的钢轨张紧装置。
O保压推凸:推凸是在焊机仍然夹紧焊接轨的工况下进行的(独立推凸油缸),而且这种工况可以延时。
具有保压推凸功能的焊机在钢轨焊接过程中以及焊后可以省去拉轨器。
2. 设备图1 自走行组合式(焊机+拉轨器)移动焊轨车图2 移动焊轨车的钢轨张拉装置(拉轨器)图3 移动焊轨车的钢轨焊接记录曲线上述移动焊轨车特点是:可以拉动500m长轨和单元轨节焊接;拉轨器在焊接全过程与焊机保持完全同步运动;焊接准备工序较多,技术要求较高。
图4是集装箱式移动焊轨车,焊机是AMS60型,可以实现钢轨左侧或右侧工作边对正。
焊机可以进行脉动闪光焊。
图4 集装箱式焊轨作业车此种焊轨车配备专用钢轨拉伸器后可以拉动长轨焊接。
未配备专用钢轨拉伸器时,只能进行25m钢轨的线路上焊接。
图5是该焊机的钢轨脉动闪光焊记录曲线。
曲线中记录焊接全过程的送进力(KN)、焊接二次电流(KA)、位移(mm)以及时间量(S)。
曲线中还标出有主要区域参数的计算值。
图5 钢轨脉动闪光焊记录曲线图6是另一种集装箱式+移动式钢轨拉伸器的焊轨作业车。
它的特点是:一台焊机可以配套两架拉轨器焊接线路上左右股钢轨,节省时间。
但是,移动式钢轨拉伸器与焊机在焊接全过程中不容易做到同步运动。
图6 带有移动式钢轨拉伸器的焊轨车图7 移动式钢轨拉伸器图8是拉轨和焊轨一体式(保压推凸)的集装箱移动焊轨车。
焊机是K922型,轨端对位时应考虑推凸油缸的行程、推凸能否到位。
图8(a)焊轨车图8(b) K922焊机二、移动闪光焊与基地闪光焊的差别(对比)比对结果:移动闪光焊的工况比基地闪光焊工况要差一些,因此对焊接施工管理人员的业务素质要求也应更高一些;对操作人员的责任心和技术要求也应更强一些;对焊轨施工的各项规范制定也应更细一些。
1编制依据1.1南宁市轨道交通1号线一期工程轨道工程施工02标段合同文件;1.2南宁市轨道交通1号线一期工程轨道工程施工02标段《实施性施工组织设计》;1.3南宁市轨道交通1号线一期工程轨道工程施工02标段相关设计图纸、文件;1.4《钢轨焊接》第1部分:通用技术条件(TB/ T1632.1-2005);1.5《钢轨焊接》第2部分:闪光焊接(TB/ T1632.2-2005);1.6《钢轨超声波探伤技术条件》TB/ T2634-1995;1.7《铁路轨道工程施工质量验收标准》TB 10413-2003;1.8《无缝线路铺设及养护维修方法》TB/T 2098-2007;1.9《机电设备安全操作规程》。
2工程概况2.1工程简介南宁市轨道交通1号线一期02标段以白苍岭站(不含)界为起点,线路途经火车站、民族大道、高坡岭路,终至南宁东站。
施工范围SK14+375.974~SK32+136.629正线及辅助线(含屯里车辆段出入线整体道床地段)的轨道系统,及屯里车辆段铺轨基地和南湖站铺轨基地的建设。
本工程与2、6、7号线有联络线,设计分界为:在朝阳广场站处1与2号线有联络线,设计分界位于与1号线正线相接的道岔岔后50m处;在埌东站处1号线与6号线有联络线,设计分界位于与1号线正线相接的道岔岔后50m处;在南宁东站处1号线与7号线有联络线,设计分界位于与1号线正线相接的道岔岔后 6.25m处。
屯里车辆段出段线范围为CDK0+000~CDK1+152.575(即为整碎道床分界点),入段线范围为RDK0+000~RDK1+434(即为整碎道床分界点)。
本期工程DC1500V架空接触网供电方式。
采用6辆B型车编组,设计最高运行速度80km/h。
正线最小曲线半径330m,配线最小曲线半径200m,最大坡度26.174‰。
出入段线最小曲线半径200m,最大坡度35‰。
正线轨道类型包括地下一般长枕式整体道床、双层非线性减振扣件、橡胶隔振垫浮置板道床、钢弹簧浮置板道床。
目录摘要 (1)Abstract (2)概述 (3)第1章机械传动装置总体设计 (4)1.1 拟订传动方案 (4)1.2 丝杠螺母的选择 (4)1.3 电动机选择 (6)第2章机械减速器设计 (9)2.2 轴的设计 (11)2.3 键的选择与校核 (14)2.5 箱体结构尺寸选择 (16)第3章焊接专用夹具的设计(略) (18)第4章直流调速系统设计 (19)4.1 直流电动机调速原理 (19)4.2 直流调速系统结构框图设计 (20)4.3直流调速系统各组成电路设计 (20)4.4 晶闸管直流调速系统原理电路图 (24)第5章PLC程序设计设计 (27)5.1 电气控制系统概述 (27)5.2 可编程控制器的特点 (27)第6章设计小结 (33)第7章参考资料 (34)摘要在设计中焊接机是最为典型且应用最广泛的机动式焊接机械装备,他主要包括电气控制部分和机械部分,本设计重点介绍了自动焊机的机械部分和自动控制。
机械部分是驱动焊体的移动部分,包括电动机,联轴器,轴承和减速器等。
自动控制部分主要是PLC自动控制。
AbstractThe seam welding ,design is the most modern and versatice machine motive welding mechanical untis .It is composed of electronic cotroling and mechaniacal units ,introduced the structure of its mechanism and the automatic controlling . the structure of its mechanism is which the welding piece was drivened in cluding motor copling piece was drivened . bearing rotation ----wheel .degradation ---conveyor and so on . the automatic controlling main is PLC automatic controlling概述自动控制气体保护焊接是一种高效焊接方法,由于它具有气体保护,所以用它能进行高质量焊接,又由于采用了PLC自动控制,因而焊缝均匀。
焊接小车行走机构设计引言焊接小车是一种常见的自动化焊接设备,用于在工业领域进行焊接作业。
行走机构是焊接小车的重要组成部分之一,它决定了焊接小车的移动能力和稳定性。
本文将详细介绍焊接小车行走机构的设计原理和实施细节。
设计原理焊接小车行走机构的设计需要考虑以下因素:1.载荷能力:焊接小车需要能够承载焊接设备和焊接材料的重量,因此行走机构必须具备足够的强度和稳定性。
2.移动方式:焊接小车可以采用轮式、履带式或者轨道式等不同的移动方式。
每种移动方式都有其特点和适用场景,选择合适的移动方式对于焊接小车的效率和性能具有重要影响。
3.操纵性:焊接小车的行走机构应具备一定的操纵性,以便于进行精确的定位和移动操作。
操纵性包括行走速度的调节、转弯半径的控制等。
行走机构种类根据不同的移动方式,焊接小车的行走机构可以分为以下几类:1.轮式行走机构:轮式行走机构是一种常见的行走机构,它通过驱动轮的旋转来实现小车的移动。
轮子可以采用单向驱动或者双向驱动方式,以实现前进、后退和转向等功能。
轮式行走机构具有结构简单、易于控制和灵活性高等优点,适用于平坦地面的焊接作业。
2.履带式行走机构:履带式行走机构采用链条和履带来实现小车的移动。
由于履带接触面积大,可以提供更好的稳定性和抓地力,使得焊接小车在不平坦地面上也能够稳定行走。
履带式行走机构适用于需要在复杂环境下进行焊接的场景。
3.轨道式行走机构:轨道式行走机构使用轨道作为导向,通过行走轮与轨道的配合来实现小车的移动。
轨道式行走机构具有稳定性好、行走轨迹确定等优点,适用于长距离焊接作业和需要定点移动的场景。
设计细节在设计焊接小车的行走机构时,需要考虑以下几个细节:1.动力系统:焊接小车的行走机构需要配备适当的动力系统,如电动机和传动装置。
电动机可以提供足够的动力,而传动装置则将电动机的转速和转矩传递给轮子、履带或行走轮。
2.轮子和履带:根据采用的行走机构种类,选择合适的轮子或履带。
100t焊接滚轮架设计--总体设计和从动滚轮座设计毕业设计(论文)说明摘要焊接与铸造、锻压、切削加工、热处理等金属加工工艺组合,成为机械制造业的主要加工方法,许多传统的铸锻产品,也由焊接制品或铸—焊、锻—焊制品所代替。
焊接结构生产的整个过程同其他任何一生产过程一样,除了基本的生产工序以外,还包括大量的辅助工序,其中主要是焊接零件的制备、装配、工序间的传送和制品的变位与清理等。
通过载重量计算出轴、轴承、联轴器等的具体尺寸、并对其进行校核。
初期进行传动比的分配,主动轮上的功率除以传动效率从而算出需要的电机功率,从而选择电动机,再将电动机的转速进行分配算出减速器、涡轮蜗杆。
关键词: 焊接;生产工艺质量;焊接滚轮架;筒形工件毕业设计(论文)说明AbstractWelding and casting, forging, machining, heat treatment and other metalprocessing technology portfolio and become the main processing machinery manufacturing methods, the Casting and Forging in many traditional products, but also by the welding or casting products - welding, forging - replaced by welding products.Welded structure with the entire process of production of any other as a production process, in addition to the basic production processes, but also including a large number of auxiliary procedures, which are mainly parts of the preparation of welding, assembly, delivery andinter-process products such as variable bit with the clean-up . Load is calculated through the shaft, bearings, couplings, such as the specific size, and check them. The initial stage of the distribution of the transmission ratio, active power divided by the number of launches in order to calculate the transmission efficiency of the electric power needs in order to select the motor, and then carry out the distribution of motor speed reducercalculated, turbine worm.Key words: welding; production process quality; welding wheel frame; cylindrical workpieceI毕业设计(论文)说明目录摘要...................................................................... ................................... ..Abstract ............................................................... .................................. I 目录...................................................................... ................................. ? 前言...................................................................... ................................... 1 第1章绪论...................................................................... .................... 2 1.1焊接工艺概述 ........................................................................................................... 2 1.2 工艺装备与生产的工艺的关系 ..................................................................... ......... 2 1.3 焊接工艺装备 ..................................................................... ..................................... 5 第2章滚轮架概述 ..................................................................... ......... 9 2.1 滚轮架分类 ..................................................................... ......................................... 9 2.2 中心角与驱动力、支反力的关系 ..................................................................... ..... 9 2.3滚轮驱动方案 ..................................................................... .................................... 10 第3章滚轮架的设计与校核 ............................................................. 13 3.1 电动机的选择...................................................................... ................................. 13 3.2 从动轮的设计...................................................................... ................................. 14 3.3 圆柱蜗杆的设计...................................................................... ............................. 18 结论...................................................................... ................................. 22 参考文献 ..................................................................... .......................... 23 致谢...................................................................... ................................. 24 附件1....................................................................... ............................. 25 附件2....................................................................... .. (39)II毕业设计(论文)说明前言随着现代工业的高速发展和焊接技术的不断进步,焊接作为一种金属连接的工艺方法,在金属结构生产中已经基本取代了铆接连接工艺。
广东工业大学华立学院
本科毕业设计(论文)
移动式焊轨车总体设计
论文题目
学部机电与信息工程学部
专业机械设计制造及其自动化
班级 10机械设计(3)班
学号 ***********
学生姓名邓发俊
指导教师牛仝旺
摘要
近年来,中国大力发展高速铁路,铺设及改造了大量无缝线路。
相应的无缝钢轨焊接设备也大量运用到铁路施工和维护作业中。
传统的无缝钢轨焊接主要采用气体焊、电弧焊和铝热焊三种焊接工艺,但这三种焊接工艺都存在较大的缺陷。
本论文内容包括移动式焊轨车的总体设计;移动式焊轨车方案选型;移动式焊轨车起升装置的选型;运输装置的选型;液压系统的设计;焊机机头设计。
在进行液压系统设计时,在有限的系统压力和安装尺寸下,通过采用增压回路提升夹紧液压缸的压力来获得更大的夹紧力;通过采用串列活塞,使顶锻液压缸获得更大的顶锻力。
在移动式焊轨车焊机机头设计及计算的过程中,分析了夹紧臂杆运动条件,确定了尺寸;根据需要计算了夹紧液压缸、顶锻液压缸、推凸(推瘤)液压缸的主要参数。
在设计中运用三维设计软件SolidWorks建立起机头各部件的模型,并装配出焊机机头。
这样更直观的进行设计,并可以分析运动干涉以及受力分析,提高了效率。
关键词:焊接,集装箱式焊轨车,液压
目录
1 绪论 (1)
1.1 设计的目的、意义 (1)
1.2 相关技术 (1)
1.2.1 问题的提出 (1)
1.2.2 关键技术 (2)
1.2.3 闪光焊的典型设备 (3)
1.3 设备要求 (4)
1.4 移动式焊轨车的总体设计 (5)
1.4.1 概述 (5)
1.4.2 移动式焊轨车主要参数和选择 (6)
1.5 起升装置方案选型 (9)
1.5.1 概述 (9)
1.5.2 方案的选型 (10)
1.6 回转机构的选型 (11)
1.6.1 概述 (11)
1.6.2 滚动轴承式回转支承的选型 (13)
1.7 运输装置 (14)
1.7.1 轨道运载装置的选择 (14)
1.7.2 公路转运装置的选择 (16)
1.8 液压系统设计 (16)
1.8.1 概述 (16)
1.8.2 液压系统原理图设计 (17)
1.8.3 液压系统计算及泵站选取 (19)
1.9 焊机机头设计 (28)
1.9.1 方案选择 (28)
1.9.2 焊机机头的特点与设计 (28)
1.9.3 顶锻液压缸设计 (31)
1.9.4 推凸液压缸设
计 (32)
小结....................................................................................................................................................... (33)
参考文献...............................................................................................................................................
致谢....................................................................................................................................................... ....
附录A .......................................................................................................................................................... .
附录B .......................................................................................................................................................... .
移动式焊轨车总体设计
1.绪论
1.1设计的目的、意义
随着高速铁路的不断兴起与发展,列车对铁路线路也有了较高的要求,高速轨道结构要求具有综合弹性好、平顺、轨条与道岔均为无缝结构的特点。
无缝线路是钢轨连续焊接的轨道结构。
首次焊接通常是在焊轨基地或焊轨厂将标准长度的钢轨焊成长钢轨;第二次焊接是在线路上将长钢轨焊成长轨条;第三次焊接是在轨道上完成长轨条的焊接。
纵看铁路线路的发展,无缝钢轨时代慢慢走进了人们的生活,需要铺设大量的新无缝线路或者改造已有的线路为无缝线路,相应地需要大量的焊轨设备。
因而就有必要设计一种能够高速、准确焊接钢轨的铁路专用机械,它具有机动性,也可以在固定的场地进行钢轨的焊机,为此有必要开展本论题的研究。
通过本次毕业设计,了解移动式焊轨车设计的方法和过程,掌握设计中应注意的细节,学会运用大量的资料完善自己的设计。
1.2 相关技术
传统的无缝钢轨焊接技术主要采用气压焊、铝热焊、电弧焊和接触焊。
由于焊接的技术限制,使得焊接质量较差,容易断裂。
不过随着新技术的应用,闪光焊接技术在无缝钢轨的焊接中逐渐成为主导工艺。
由于闪光焊机的尺寸和重量都较大,并且有大量的辅助设备,为了便于迅速达到工作位置,焊机应安装在具有轨行能力的运输装置上,所以移动式闪光焊机有较高的应用性。
1.2.1问题的提出
随着高速铁路的不断兴起与发展,列车对铁路线路也有了较高的要求,高速轨道结构要求具有综合弹性好、平顺、轨条与道岔均为无缝结构的特点。
无缝线路是铁路轨道现代化的重要内容,具有减少行车阻力、降低行车振动及噪音等优点。
而且经济效益显著,据有关部门统计,与普通线路相比,无缝线路至少能节省15%的经常维修费用,延长25%的刚轨使用寿命。
无缝线路是钢轨连续焊接的轨道结构,一般情况下经过三次焊接形成:
①第一次焊接通常是在焊轨基地或焊轨厂将标准长度的钢轨焊成长钢轨。
②第二次焊接是在线路上将长钢轨焊成长轨条。
③第三次焊接是在轨道上完成长轨条的焊接而形成无缝线路。
为使铁路快速发展,需要铺设大量的新无缝线路或者改造旧有的线路为无缝线路,。