刀具卡片
- 格式:doc
- 大小:82.50 KB
- 文档页数:2
附表1 机械加工工艺过程卡片1附表2 机械加工工艺过程卡片23附表3 机械加工工艺过程卡片4附表4 数控加工工序卡5附表5 数控加工工序卡6附表6 数控加工工序卡7附表7 数控加工工序卡8附表8 数控加工刀具卡片9附表9 数控加工刀具卡片10附表10 数控加工刀具卡片11附表11 数控加工进给路线图廓12附表12 数控加工进给路线图廓13附表13 数控加工进给路线图廓14附表14 数控加工进给路线图03 钻Φ32孔数控机床ck6140O0002 3爪卡盘乳化液数控加工15附表15 数控加工进给路线图04 钻铰所有孔立式加工中心XH714O0003 专用夹具乳化液数控加工16附表16 数控加工进给路线图05 钻铰Φ11孔立式加工中心XH714O0004 专用夹具乳化液数控加工17附录17 数控加工程序O0001:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.7181 Y.4098 S0 M03 N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.0 N0070 X.7139 Y.417N0080 X.0042 Y-.8268N0090 G80N0100 M02O0002:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X-.6988 Y1.2104 S0 M03N0050 G43 Z.1969 H00N0060 G83 Z-1.7717 R.1969 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y-1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y1.2104N0120 G80N0130 M02O0003:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M02O0004:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X.0042 Y-.8268 S0 M03N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.018N0070 X-.7181 Y.4098N0080 X.7139 Y.417N0090 G80N0100 M02O0005:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03 N0050 G43 Z1.1811 H00N0060 G83 Z-1.5748 R1.1811 F9.8 Q0.0 N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988 N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0006:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03N0050 G43 Z1.1811 H00N0060 G83 Z-.9843 R1.1811 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0007:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M021920。
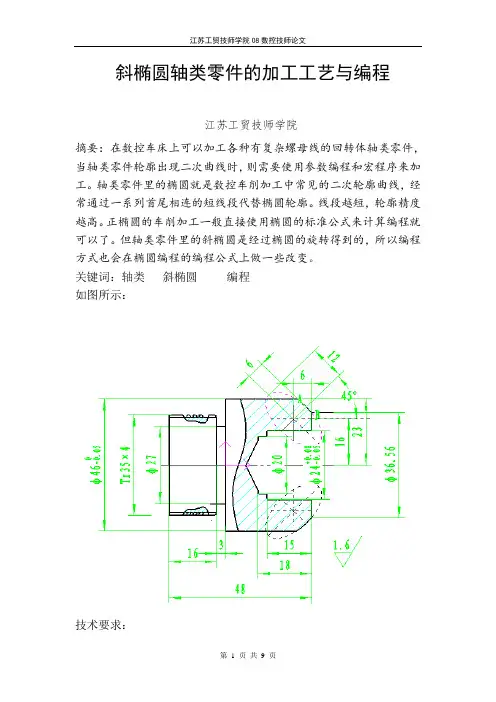
斜椭圆轴类零件的加工工艺与编程江苏工贸技师学院摘要:在数控车床上可以加工各种有复杂螺母线的回转体轴类零件,当轴类零件轮廓出现二次曲线时,则需要使用参数编程和宏程序来加工。
轴类零件里的椭圆就是数控车削加工中常见的二次轮廓曲线,经常通过一系列首尾相连的短线段代替椭圆轮廓。
线段越短,轮廓精度越高。
正椭圆的车削加工一般直接使用椭圆的标准公式来计算编程就可以了。
但轴类零件里的斜椭圆是经过椭圆的旋转得到的,所以编程方式也会在椭圆编程的编程公式上做一些改变。
关键词:轴类斜椭圆编程如图所示:技术要求:1 、未标注尺寸为C12、未标注尺寸公差按IT11加工3、不得用油石、砂布等工具进行修饰加工一、图纸分析:如图(A)所示,该零件的主要结构表面有斜椭圆、圆柱、梯形螺纹、孔等。
其中控制多个表面的直径尺寸均有明确的要求。
零件的材料为45号钢。
二、结构工艺性分析:1、可采用标准刀具和通用量具根据零件的结构尺寸加工零件,即钻工艺孔----镗孔----车外圆----车螺纹----切槽。
2、在将各端面和圆轴面为加工表面分布在同一轴线或同一平面上使零件结构形状简单和合理布局。
3、规定选择端面和圆轴面在同一表面制定加工表面。
4、准确定好位,确保工件夹紧。
5、分析该轴类零件是否有足够的刚度,能承受夹紧力和切削力,以便提高切削用量采用高速切削。
基于上述分析,可采取以下工艺措施:①毛坯的准备:按照图的实际结构及相关的技术要求,选用φ50的棒料作为加工用的坯料。
材料为45号钢。
②加工的方法:该零件的实际结构有外表面、孔和螺纹等。
所以加工的重点放在外表面的各个尺寸上,其粗糙度要求均要求较高,到Ra1.6µm。
利用数控车床的粗车循环功能及精车的恒线速度功能以适当的的切削量,即可达到尺寸的精度要求及保证各表面的粗糙度要求。
因为图(A)中的右端需要手动钻孔,所以在钻孔的同时还要特别注意切削液的使用。
③加工顺序:加工顺序的确定由粗到精、由远到近的原则确定。

毕业设计说明书课题:轴套零件的加工工艺规程及夹具设计专业:班级:姓名:学号:指导老师:陕西国防工业职业技术学院二O一一届毕业设计(论文)任务书专业:数控技术班级:数控姓名:学号:一、设计题目(附图):轴套零件机械加工工艺规程制订及第25 工序工艺装备设计。
二、设计条件:l、零件图;2、生产批量:中批量生产。
三、设计内容:1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件图;2、毛坯选择:1)、毛坯类型;2)、余量确定;3)、毛坯图。
3、机械加工工艺路线确定:1)、加工方案分析及确定;2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。
4、工艺尺寸及其公差确定:1)、基准重合时(工序尺寸关系图绘制);2)、利用尺寸关系图计算工序尺寸;3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。
5、设备及其工艺装备确定:6、切削用量及工时定额确定:确定每道工序切削用量及工时定额。
7、工艺文件制订:1)、编写工艺设计说明书;2)、填写工艺规程;(工艺过程卡片和工序卡片)8、指定工序机床夹具设计:1)、工序图分析;2)、定位方案确定;3)、定位误差计算;4)、夹具总装图绘制。
9、刀具、量具没计。
(绘制刀具量具工作图)10、某工序数控编程程序设计。
四、上交资料(除资料2使用标准A3手写外,其余电子文稿指导教师审核后,打印上交)1、零件机械加工工艺规程制订设计说明书一份;(按统一格式撰写)2、工艺文件一套(含工艺过程卡片、每一道工序的工序卡片,工序附图);3、机床夹具设计说明书一份;(按统一格式撰写)4、夹具总装图一张(打印图纸);零件图两张以上(A4图纸);5、刀量具设计说明书一份;(按统一格式撰写)6、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。
7、数控编程程序说明书五、起止日期:2010年月日一2010年月日(共8周)六、指导教师:七、审核批准:教研室主任:系主任:年月日八、设计评语:九、设计成绩:年月日本文主要介绍轴套零件的机械加工工艺过程,首先通过对该其零件图纸进行分析,再确定其加工工艺,选择合理的设备及工艺装备,并制定出合理的工艺路线,选择合理的刀具、切削用量等,其次设计钻两斜孔的钻孔夹具、专用刀具、专用量具等,最终制定并填写机械加工工艺卡片和机械加工工序卡片。
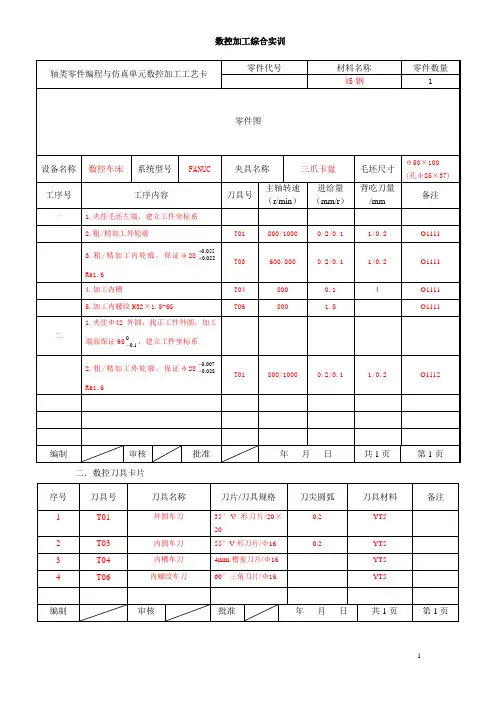
数控加工电子教案之车削工艺分析过程及工艺卡片和刀具卡片车削工艺分析学习任务一:工艺分析【步骤一】:数控加工内容的选择该零件所有内容选择在同一台数控车床上完成。
零件有内外圆柱面、内外圆锥面和螺纹等,适合在数控车床上完成全部加工。
【步骤二】:零件的工艺性分析该零件表面由圆柱、圆锥等构成。
件1和件2之间1:5锥面配合要求配作,孔与轴为间隙配合,要求两处径向同时配合,轴向配合均允许留有较大间隙,属于“径向过定位”问题。
经分析,本例将采取用修配法首先保证1:5锥面的配合,而孔与轴通过加工过程中的测量来控制其尺寸精度,从而保证其配合精度。
件1和件3是通过螺纹配合。
主要表面粗糙度要求均是Ra1.6。
件1和两圆柱面有同轴度公差要求,件2锥孔和之间也有同轴度公差要求,两端面之间有平行度公差要求。
尺寸标注完整,轮廓描述清楚。
零件材料为45号钢,无其他热处理和硬度要求。
该零件各台阶直径相差不大,力学性能要求不高,并为小批量生产,因此毛坯选用普通型材?50mm×155mm。
学习任务二:工艺路线的设计【步骤一】:加工方法及加工方案的选择本配合零件主要采用车端面、车外圆和车内孔的加工方法,外圆采用采用粗车→精车的加工方案。
内孔加工采用钻→粗镗→精镗的加工方案。
1:5锥面配合采用修配法保证尺寸精度,其他尺寸经粗、精车后能达到加工要求。
零件内、外圆尺寸精度达到IT9级,表面粗糙度要求达到Ra1.6,粗车后余量较均匀,不需安排半精加工。
【步骤二】:加工阶段的划分划分成粗加工和精加工二个加工阶段。
因为粗车时因加工余量大、切削力和夹紧力大等因素造成较大的加工误差,如果粗、精加工混在一起,就无法避免由上述原因引起的加工误差。
划分成粗、精加工二个加工阶段,粗加工造成的加工误差可通过精加工得到纠正,从而保证加工质量。
【步骤三】:工序的划分采用按安装次数来划分工序,共分六个工序。
第一次装夹:夹φ50毛坯,加工零件2外轮廓并切断零点在右端面中心;第二次装夹:夹零件φ50毛坯,加工零件3外轮廓并切断零点在左端面中心;第三次装夹:夹φ50毛坯,加工零件1左端外轮廓并切断;第四次装夹:夹零件1φ35外圆,加工右端外轮廓;第五次装夹:加工零件2内孔至尺寸要求零点在左端面中心;第六次装夹:加工零件3内孔及内螺纹至尺寸要求零点在右端面中心。
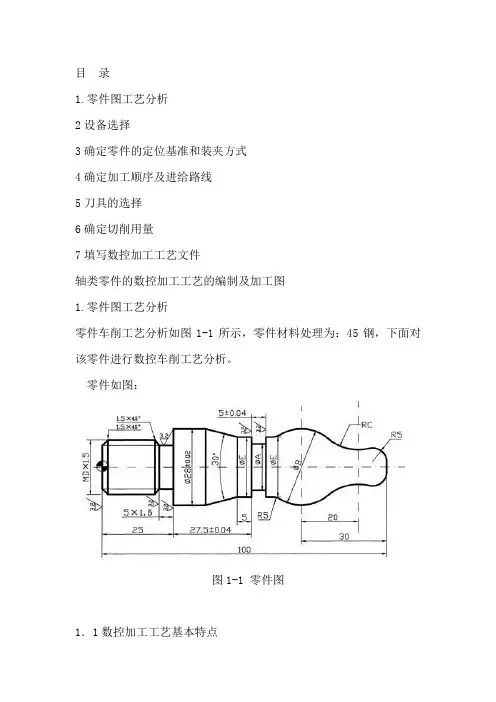
目录1.零件图工艺分析2设备选择3确定零件的定位基准和装夹方式4确定加工顺序及进给路线5刀具的选择6确定切削用量7填写数控加工工艺文件轴类零件的数控加工工艺的编制及加工图1.零件图工艺分析零件车削工艺分析如图1-1所示,零件材料处理为:45钢,下面对该零件进行数控车削工艺分析。
零件如图:图1-1 零件图1.1数控加工工艺基本特点数控机床加工工艺与普通机床加工原则上基本相同,但数控机床是自动进行加工,因而有如下特点:①数控加工的工序内容比普通机床的加工内容复杂,加工的精度高,加工的表面质量高,加工的内容较丰富。
②数控机床加工程序的编制比普通机床工艺编制要复杂些。
这是因为数控机床加工存在对刀、换刀以及退刀等特点,这都无一例外的变成程序内容,正是由于这个特点,促使对加工程序正确性和合理性要求极高,不能有丝毫的差错。
否则加工不出合格的零件。
在编程前我们一定要对零件进行工艺分析,这是必不可少的一步,如图1-1我要对该零件进行精度分析,选择加工方法、拟定加工方案、选择合理的刀具、确定切削用量。
该零件由螺纹、圆柱、圆锥、圆弧等表面组成。
可控制球面形状精度、30°的锥度等要求。
经上面的分析,我可以采用以下工艺措施:(1)为便于装夹,为了保证工件的定位准确、稳定,夹紧方面可靠,支撑面积较大,零件的左端是最大直径圆柱ф85mm,中段的圆柱ф80mm。
右端是螺纹,应先装夹毛坯加工出左端圆弧及圆柱ф85mm、ф80mm调头装夹ф80mm的圆柱加工右端螺纹、圆柱及锥面,毛坯选ф85×350mm。
1.2设备选择根据该零件的外形是轴类零件,只有在数控车床上加工才能保证其加工的尺寸精度和表面质量。
我选择在本校的数控机床HNC-CK6140加工该零件。
1.3确定零件的定位基准和装夹方式1.3.1粗基准选择原则(1)为了保证不加工表面与加工表面之间的位置要求,应选不加工表面作粗基准。
(2)合理分配各加工表面的余量,应选择毛坯外圆作粗基准。
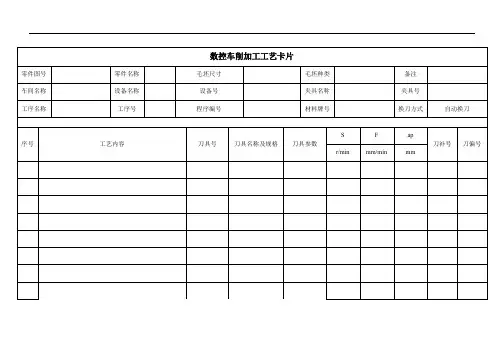
《数控车工》〔四级〕答题卷试题代码:试题名称:轴类零件编程与仿真〔一~八〕考生:号:考核时间〔min〕:90〔min〕一.数控加工工艺卡片二.数控刀具卡片《数控车工》〔四级〕答题卷试题代码:试题名称:盘类零件编程与仿真〔一~八〕考生:号:考核时间〔min〕:90〔min〕一.数控加工工艺卡片二.数控刀具卡片试题单试题代码:试题名称:轴类零件编程与仿真〔一〕考生:号:考核时间:90〔min〕1、操作条件〔1〕计算机。
〔2〕数控加工仿真软件。
〔3〕零件图纸〔图号〕。
2、操作容〔1〕编制数控加工工艺。
〔2〕手工编制加工程序。
〔3〕数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生号,数控加工仿真结果保存至该文件夹。
文件名:考生号_FZ。
〔1〕填写数控加工工艺卡片和数控刀具卡片。
〔2〕虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
〔3〕螺纹底径按螺纹手册规定编程。
〔4〕螺纹左旋、右旋以虚拟仿真机床为准。
〔5〕每次装夹加工只允许有一个主程序。
〔6〕第一次装夹加工主程序名为O0001〔FANUC〕或P1〔PA〕,第二次装夹加工主程序名为O0002〔FANUC〕或P2〔PA〕。
注:盘符路径由鉴定站所在鉴定时指定。
试题单试题代码:试题名称:盘类零件编程与仿真〔一〕考生:号:考核时间:90〔min〕1、操作条件〔1〕计算机。
〔2〕数控加工仿真软件。
〔3〕零件图纸〔图号〕。
2、操作容〔1〕编制数控加工工艺。
〔2〕手工编制加工程序。
〔3〕数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生号,数控加工仿真结果保存至该文件夹。
文件名:考生号_FZ。
〔1〕填写数控加工工艺卡片和数控刀具卡片。
〔2〕虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
〔3〕螺纹底径按螺纹手册规定编程。
〔4〕螺纹左旋、右旋以虚拟仿真机床为准。
〔5〕每次装夹加工只允许有一个主程序。
〔6〕第一次装夹加工主程序名为O0001〔FANUC〕或P1〔PA〕,第二次装夹加工主程序名为O0002〔FANUC〕或P2〔PA〕。
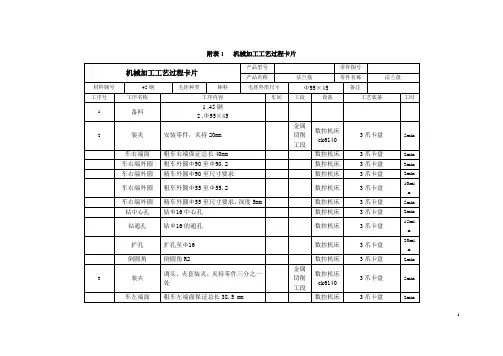
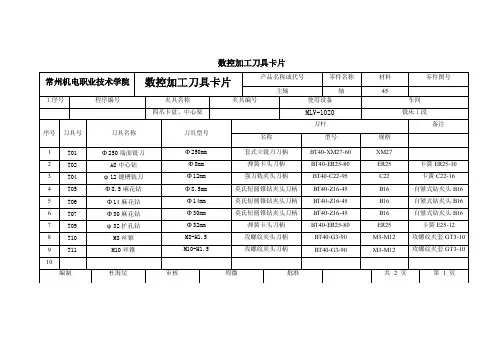
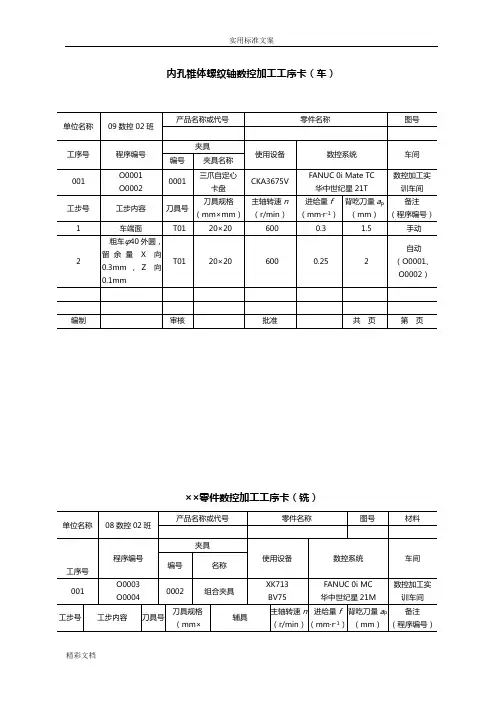
机械加工工艺卡经典模板产品名称:数控镗铣孔盘类零件毛坯种类:锻铝工序内容:1)粗、精铣四周,尺寸达图纸要求100×80,表面粗糙度Ra3.2;2)粗铣顶面,厚度达48,表面粗糙度Ra6.3;3)粗、精铣底面,厚度达45,表面粗糙度Ra1.6;4)粗、精铣顶面,厚度达图纸要求42±0.031,表面粗糙度Ra1.6;5)粗、精铣凸台50,表面粗糙度Ra1.6,达图纸要求;6)钻孔,包括6×M10-7H、4×Φ12H7、2×Φ30H7中心孔;7)钻孔,包括2×Φ30H7、4×Φ12H7、6×M10-7H至Φ8.5;8)扩孔,包括4×Φ12H7至4×Φ11.8和2×Φ30H7至2×Φ19;9)精铣凸台50,表面粗糙度Ra0.8,达图纸要求;10)钻孔,包括4×Φ12H7、2×Φ30H7中心孔;11)钻孔,包括4×Φ12H7至Φ8.5和2×Φ30H7至Φ19;12)扩孔,包括4×Φ12H7至4×Φ11.8和2×Φ30H7至2×Φ19.工艺装备:1)机加工实训车间铣X52K200虎钳;2)数控实训基地加工中心XH虎钳。
量具:游标卡尺(精度为125±0.02mm)。
夹具名称:200机用平口虎钳。
刀具规格:1)Φ80端铣刀;2)Φ16立铣刀;3)Φ2中心钻;4)Φ8.5钻头;5)Φ11.8钻头;6)Φ19钻头。
工序号:20工步号:1-12程序编号:XXX主轴转速:500-1500r/min进给量:80-200mm/min备注:1)删除了格式错误的段落;2)将原文中的表格内容改写成了文字描述。
工序号:20工步号:17零件名称:凸块材料:锻铝零件图号:LX07-01使用设备:XH714型立式加工中心主轴转速:300r/min、150r/min、1100r/min、1000r/min 进给量:60mm/min、50mm/min、120mm/min、100mm/min车间:数控实训基地背吃刀量:200±0.02mm量具:内径表、千分尺、螺纹规、深度尺备注工步内容:1.倒4×Φ12H7、6×M10-7H角C1成T102.扩2×Φ30H7至2×Φ263.粗镗2×Φ30H7至2×Φ29.74.粗镗2×Φ35H8至2×Φ34.6深9.95.精镗2×Φ35H8深10Ra1.6成T116.精镗2×Φ30H7深10Ra1.6成T127.铰4×Φ12H7深10Ra1.6成T13工序号:20工步号:18零件名称:凸块材料:锻铝零件图号:LX07-01使用设备:XH714型立式加工中心进给量:60mm/min、50mm/min、120mm/min、100mm/min车间:数控实训基地背吃刀量:200±0.02mm量具:内径表、千分尺、螺纹规、深度尺备注工步内容:1.全数检验2.清理、防锈、入库3.审核夹具名称:200机用平口虎钳刀具号:序号刀具号刀具规格:刀体:FM90-80LD15,刀片:LDMT1504PDSR-27P,Φ16,Φ2,Φ8.5,Φ11.8,Φ19-M2,Φ26-M3以上是针对该文章中的表格进行的修改,文章中没有具体的段落,无法进行改写。