优选法选择最佳工艺参数的方法(精)
- 格式:ppt
- 大小:492.50 KB
- 文档页数:49
焊接工艺参数选择(定稿)第一篇:焊接工艺参数选择(定稿)焊接工艺参数的选择手工电弧焊的焊接工艺参数主要条直径、焊接电流、电弧电压、焊接层数、电源种类及极性等。
1.焊条直径焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。
在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。
另外,在平焊时,直径可大一些;立焊时,所用焊条直径不超过5mm;横焊和仰焊时,所用直径不超过4mm;开坡口多层焊接时,为了防止产生未焊透的缺陷,第一层焊缝宜采用直径为3.2mm的焊条。
表6-4焊条直径与焊件厚度的关系mm 焊件厚度≤23~4 5~12 >12焊条直径3.2 4~5 ≥152.焊接电流焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。
在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选:I=10d2(6-1)式中I ——焊接电流(A);d ——焊条直径(mm)。
另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。
3.电弧电压根据电源特性,由焊接电流决定相应的电弧电压。
此外,电弧电压还与电弧长有关。
电弧长则电弧电压高,电弧短则电弧电压低。
一般要求电弧长小于或等于焊条直径,即短弧焊。
在使用酸性焊条焊接时,为了预热部位或降低熔池温度,有时也将电弧稍微拉长进行焊接,即所谓的长弧焊。
4.焊接层数焊接层数应视焊件的厚度而定。
除薄板外,一般都采用多层焊。
焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。
施工中每层焊缝的厚度不应大于4~5mm。
5.电源种类及极性直流电源由于电弧稳定,飞溅小,焊接质量好,一般用在重要的焊接结构或厚板大刚度结构上。
其他情况下,应首先考虑交流电焊机。
根据焊条的形式和焊接特点的不同,利用电弧中的阳极温度比阴极高的特点,选用不同的极性来焊接各种不同的构件。
注塑工艺参数的优化选择注塑工艺参数包括模具温度、熔体温度、注射压力、保压压力、注射时刻等阴。
前面的注塑成型过程分析比较差不多上在统一的注塑工艺参数下进行的,没有考虑到注塑工艺参数对注塑成型过程的阻碍。
即使浇注系统保持不变,流淌过程也会随着注射时刻、熔温顺模温等注塑工艺参数的变化而发生变化。
为确保流淌过程的合理性,就需要考虑注塑工艺参数的阻碍。
在注塑成型过程中,注塑成型工艺参数如熔体温度、模具温度、注射圧力、保压压力、注射时刻和保压时刻等都会对塑件注塑成型后的成型周期、塑件质量、体积收缩率等有着专门大的阻碍。
其中塑料熔体温度和模具温度对注塑过程的阻碍专门显著,塑料熔体温度和模具温度的变化会直截了当阻碍到熔体在型腔内的流淌情形。
假如塑料熔体温度升高,流淌速率可能会增加,如此就有利于充模;然而假如塑料熔体温度过高就可能会引起塑件烧焦其至材料降解16儿模具温度变化也会直截了当阻碍制品的生产效率和质量,假如模温过高可能会延长塑件注塑成型周期,就会降低生产效率; 假如模温过低就可能会发生熔体滞留,造成欠注和熔接痕等缺陷醐。
在传统的塑件注塑成型中,注塑工艺参数的确定一样需要通过多次试模,而通过Moldflow的模拟分析就能够一次性确定注塑工艺参数。
Moldflow中的注塑工艺参数优化包括两种方法,一种是在DOE模块进行优化分析,一种是在流淌分析模块进行优化分析。
DOE模块的优化分析要紧是对塑料熔体温度和模具温度进行优化分析,然而不能够对其它的注塑工艺参数进行优化分析,那个也是U 前软件在DOE模块开发方面的限制,有待科技的进一步进展。
DOE模块的优化分析是依照设置的变量情形,软件自动运用类似正交实验的方法来分析塑料熔体温度和模具温度对塑件各方面的阻碍情形,然后通过对模拟结果的分析比较来确定塑料熔体温度和模具温度。
流淌分析的优化方法是在流淌分析模块对注塑丄艺参数如保压压力、注塑速率等进行优化选择的方法。
这种方法通过对被注塑工艺参数阻碍较大的流淌过程描述量如充填时刻、体积收缩率、残余应力和锁模力等的比较分析来确定优化的注塑工艺参数。
工艺参数优化方法及其在生产过程中的应用下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!在现代制造业中起着至关重要的作用。

优选法选择最佳工艺参数的方法优选法(Optimization Method)是一种用于选择最佳工艺参数的方法。
它通过系统地对不同的工艺参数进行评估和比较,以确定最佳的参数组合。
在实际生产中,选择恰当的工艺参数对于产品质量和生产效率的提高至关重要。
然而,由于工艺参数的复杂性和相互关联性,通常很难通过经验或直觉来确定最佳的参数设置。
这就需要使用优选法来帮助我们找到最佳的工艺参数组合。
优选法的基本思想是通过设计合理的试验,收集数据并进行统计分析来确定最佳的参数组合。
下面将详细介绍使用优选法选择最佳工艺参数的方法。
一、确定优化目标:在选择最佳工艺参数之前,我们首先需要明确优化的目标。
通常,优化的目标可以是最大化产量、最小化成本、最小化能耗等。
二、确定影响工艺参数的因素:在实际生产中,有很多因素会对工艺参数产生影响。
我们需要识别并列出这些因素,并确定它们的取值范围。
三、设计试验计划:设计合理的试验计划对于优选法的成功非常重要。
试验计划需要包含多个不同工艺参数组合的试验点,并尽量覆盖参数范围的边界和中间部分。
试验计划还需要考虑到可能存在的交互作用和非线性关系。
四、进行实验:根据试验计划,我们需要进行一系列实验来收集数据。
每个试验点需要记录相应的工艺参数设置和结果数据,如产量、质量指标等。
五、建立数学模型:在获得一定数量的实验数据后,我们可以使用统计方法来建立数学模型。
常用的方法包括多元线性回归、主效应分析、方差分析等。
模型可以帮助我们理解工艺参数与优化目标之间的关系,并可以用于预测不同参数组合下的结果。
六、确定最佳工艺参数:根据数学模型,我们可以通过计算最大化或最小化优化目标的值来确定最佳的工艺参数组合。
常用的算法包括梯度法、遗传算法、粒子群算法等。
七、验证和调整:一旦确定了最佳工艺参数组合,我们需要进行验证实验来检验模型的准确性和可靠性。
如果发现模型预测和实际结果存在较大差距,我们可能需要调整模型或重新优选参数。
正交优选法筛选茅根炭炮制最佳工艺 【编者按】:医药论文是科技论文的一种是用来进行医药科学研究和描述研究成果的论说性文章。
论文网为您提供医药论文范文参考,以及论文写作指导和格式排版要求,解决您在论文写作中的难题。
正交优选法筛选茅根炭炮制最佳工艺 作者:焦坤张丽陈佩东丁安伟 【摘要】:目的筛选茅根炭炮制的最佳工艺。
方法采用分光光度法,测定不同工艺炮制的茅根炭吸附力的大小和鞣质含量。
结果茅根炭炮制的最佳工艺条件是270 ℃、加热4 min。
结论重复试验表明,所选的最佳炮制工艺较为合理。
【关键词】茅根炭炮制工艺鞣质 Abstract:Objective Orthogonal design was employed to determine the best techniques in processing Carbonized Imperata Cylindrical. Methods UV was used to detect the absorption force and tannis in Carbonized Imperata Cylindrica by different kinds of processing methods. Results The best technique is to bark the drug for 4 minutes at 270 ℃. Conclusion The optimized processing technique was proved to be reasonable by the repeated test. Key words:Carbonized Imperata Cylindrica;processing technigue;tannis 茅根为禾本科植物白茅Imperata cylindrical Beauv.var. major(Nees)C.E.Hubb.的干燥根茎[1]。
2007.12在我们的日常生活和生产中,许多方面都涉及优选.比如做馒头,碱放少了馒头会酸,碱放多了馒头会变黄、变绿且带碱味,那么碱究竟放多少才合适呢?这就是一个优选问题.再比如,为了加强钢的强度,要在钢中加入碳,加入太多或太少都会出现不理想的结果,那究竟应该加入多少碳,钢才能达到最高强度呢?这也是一个优选问题.要解决这样的优选问题并非轻而易举,所以通常解决的方案是:进行试验,从中进行筛选,直至得到理想结果.就以上面提到的馒头里放碱的情况为例,通常的试验过程是:这次碱放多了,下次就放少一点,下次碱放少了,再下次再放多一点,以此类推.可以肯定的是,试验效果一次比一次好,最终获得碱的合适加入量,做出口味颜色皆佳的馒头.因此,解决一个优选问题,往往需做若干次试验.而安排这些试验的方法又必须讲究科学,进行合理选择.例如,对钢中加入多少碳的优选问题,假设已估出每吨加入量在1000克到2000克之间.若用均分法来安排试验,则应选取1001克、1002克……为试验点,共需做1000次试验,若按一天做一次试验计算,则需花将近三年的时间才能完成,这种费时费力又不讨好的安排方法显然不可取.这就需要我们大幅减少试验次数,迅速找到最佳点.为此,数学家们设计了运用数学原理科学地安排试验的方法,这就是人们所说的“优选法”.我国著名数学大师华罗庚从1964年起,走遍大江南北的二十几个省(市),推广优选法.他在单因素优选问题中,用得最多的是“0.618法”,“0.618法”是根据黄金分割原理设计的,所以又称之为黄金分割法.生活中的数学□江苏林革41中学生数理化·配合华师大教材图1下面,我们就用黄金分割法来安排上面提到的钢中加碳量的试验.根据“0.618法”确定的第一个试验点是在试验范围的0.618处,这点的加入量可由下面公式算出:(大-小)×0.618+小.即第一点加入量为:(2000-1000)×0.618+1000=1618(克).如图1.如图1,再在第一点的对称点处做第二次试验,这一点的加入量可用下面公式计算(此后各次试验点的加入量也按下面公式计算):大-中+小.即第二点的加入量为:2000-1618+1000=1382(克).比较两次试验结果,如果第二点比第一点好,则去掉1618克以上的部分;如果第一点较好,则去掉1382克以下部分.现在假定试验结果第二点较好,那么去掉1618克以上的部分,在留下的部分找出第二点的对称点做第三次试验(如图2).第三点的加入量为:1618-1382+1000=1236(克).再将第三次试验结果与第二点比较,现在仍假定试验结果第二点好些,则去掉1236克以下部分,在留下的部分找出第三点的对称点做第四次试验(如图3).第四点加入量为:1618-1382+1236=1472(克).再把第四次试验结果与第二点比较,并取舍,在留下的部分用同样方法继续试验,直至找到最佳点为止.经过一次又一次试验,一次又一次比较取舍,可以看出,优选法的特点是使试验范围逐步缩小,逐步接近结果的最佳点.简单地说,用“0.618法”能以较少的试验次数,迅速找到最佳点.这种黄金分割法在很多厂矿企业选择配比方法、操作工艺等方面都起到了重要作用,不仅减少了试验成本,降低了消耗,而且提高了质量,增加了产量.例如,粮食加工通过优选加工工艺,一般可提高出粮率一个百分点到三个百分点,如果按全国全年的口粮加工总数计算,一年就等于增产几亿千克粮食.“0.618法”是华罗庚大师在推广优选法时发扬光大的,他以在数学的实际应用领域中巨大的贡献为广大数学工作者作出了表率,对数学的应用价值进行了极具说服力的诠释.生活中的数学探索创新苑图2图342。
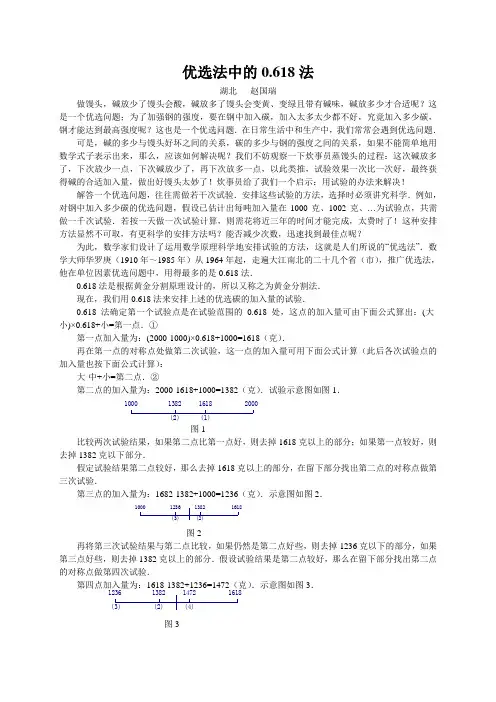
(2)161813822000(1)1000(3)138212361618(2)1000(3)(2)147213821618(4)1236优选法中的0.618法湖北 赵国瑞做馒头,碱放少了馒头会酸,碱放多了馒头会变黄、变绿且带有碱味,碱放多少才合适呢?这是一个优选问题;为了加强钢的强度,要在钢中加入碳,加入太多太少都不好,究竟加入多少碳,钢才能达到最高强度呢?这也是一个优选问题.在日常生活中和生产中,我们常常会遇到优选问题. 可是,碱的多少与馒头好坏之间的关系,碳的多少与钢的强度之间的关系,如果不能简单地用数学式子表示出来,那么,应该如何解决呢?我们不妨观察一下炊事员蒸馒头的过程:这次碱放多了,下次放少一点,下次碱放少了,再下次放多一点,以此类推,试验效果一次比一次好,最终获得碱的合适加入量,做出好馒头太妙了!炊事员给了我们一个启示:用试验的办法来解决!解答一个优选问题,往往需做若干次试验.安排这些试验的方法,选择时必须讲究科学.例如,对钢中加入多少碳的优选问题,假设已估计出每吨加入量在1000克、1002克、…为试验点,共需做一千次试验.若按一天做一次试验计算,则需花将近三年的时间才能完成,太费时了!这种安排方法显然不可取,有更科学的安排方法吗?能否减少次数,迅速找到最佳点呢?为此,数学家们设计了运用数学原理科学地安排试验的方法,这就是人们所说的“优选法”.数学大师华罗庚(1910年~1985年)从1964年起,走遍大江南北的二十几个省(市),推广优选法,他在单位因素优选问题中,用得最多的是0.618法.0.618法是根据黄金分割原理设计的,所以又称之为黄金分割法.现在,我们用0.618法来安排上述的优选碳的加入量的试验.0.618法确定第一个试验点是在试验范围的0.618处,这点的加入量可由下面公式算出:(大-小)×0.618+小=第一点.①第一点加入量为:(2000-1000)×0.618+1000=1618(克).再在第一点的对称点处做第二次试验,这一点的加入量可用下面公式计算(此后各次试验点的加入量也按下面公式计算):大-中+小=第二点.②第二点的加入量为:2000-1618+1000=1382(克).试验示意图如图1.图1比较两次试验结果,如果第二点比第一点好,则去掉1618克以上的部分;如果第一点较好,则去掉1382克以下部分.假定试验结果第二点较好,那么去掉1618克以上的部分,在留下部分找出第二点的对称点做第三次试验.第三点的加入量为:1682-1382+1000=1236(克).示意图如图2.图2再将第三次试验结果与第二点比较,如果仍然是第二点好些,则去掉1236克以下的部分,如果第三点好些,则去掉1382克以上的部分.假设试验结果是第二点较好,那么在留下部分找出第二点的对称点做第四次试验.第四点加入量为:1618-1382+1236=1472(克).示意图如图3.图3第四次试验后,再与第二次比较,并取舍,在留下部分用同样方法继续试验,直到找到最佳点为止.一次又一次试验,一次又一次比较取舍,从第二次试验起,每次能去掉相应范围的1000382,试验范围逐步缩小,最佳点逐步接近,因此,0.618法能以较少的试验次数,迅速找到最佳点.不少工厂在配比配方、工艺操作条件等方面,用0.618法解决了优选问题,从而提高了质量,增加了产量,降低了消耗,取得了很好的经济效益.例如,粮食加工通过优选加工工艺,一般可以提高出米率1~3,如果按全国人口全年的口粮加工总数计算,一年就等于增产几亿千克粮食,你不妨找一个生活或生产中的优选问题,用0.618法去试一试,看能解决吗?相信你能享受到成功的喜悦!。
优选法选择最佳工艺参数的方法优选法是一种有效的方法,可用于选择最佳的工艺参数。
通过优选法,可以在大量的可能方案中,找到最优的工艺参数组合,以达到最佳的工艺效果。
下面将详细介绍优选法的原理和应用。
优选法的原理:优选法是一种基于多因素多水平试验的方法。
它通过设定不同因素的不同水平,进行试验,并根据实验结果,分析各因素对结果的影响,以确定最佳的工艺参数组合。
优选法的一般流程如下:1.确定优选目标:首先要明确优选的目标是什么,例如最大化产量、最小化成本、最优化产品质量等。
2.确定影响因素:确定可能影响工艺效果的因素,例如温度、压力、料液比等。
3.设计试验方案:根据因素的不同水平,设计一系列试验。
这些试验可以是全因素试验或部分因素试验,具体取决于实际情况。
4.进行试验:按照试验方案进行实验,记录每组参数的实验结果。
5.数据分析:统计分析试验结果,计算各因素的效应,并确定最佳的工艺参数组合。
6.验证优选结果:通过验证试验来验证优选结果的有效性。
优选法的应用:优选法可以应用于各种工业领域,例如化学工程、材料科学、生物工程等。
下面将以化学工程为例,介绍优选法的应用。
化学工程中,常常需要确定最佳的反应条件,以提高产率和产品质量。
优选法可以用于找到最佳的反应温度、压力、反应时间等工艺参数。
首先,确定优选目标,如最大化产量。
然后,确定影响反应产量的因素,如温度、压力、催化剂用量等。
接下来,设计一系列试验,在不同的温度、压力、催化剂用量下进行反应,并记录产量数据。
通过数据分析,可以计算出各因素的效应,并确定最佳的工艺参数组合。
例如,通过分析发现温度对产量的影响最大,压力对产量的影响较小,催化剂用量对产量的影响量最小。
因此,最佳的工艺参数组合可能是较高的温度、较低的压力和适当的催化剂用量。
为了验证优选结果的有效性,可以进行验证试验,以确定最佳工艺参数组合是否能够得到理想的产量。
总之,优选法是一种有效的方法,可用于选择最佳的工艺参数组合。
什么是最佳工艺参数?什么是最佳工艺参数?既然获取最佳工艺参数对企业效益如此重要,而且是对操作员的素质的最高要求,现在返回来再详细讨论最佳工艺参数的概念,就显得十分必要。
⑴最佳工艺参数是客观存在每当说起最佳工艺参数时,总是有人会说“只有更好,没有最好”,因而更没有最佳。
他们借助于社会事物中辩证比较方法的习惯思维,将对某一事物的处理方法,某人的处理问题能力或态度的评价等等,嫁接到对生产操作参数的选择上,因而反对这个提法。
但是这种习惯思维并没有考虑到,为了获得企业更佳效益,系统运行中大多数参数都有最佳数值。
比如,以某一项具体操作参数——烧成温度为例说明:温度过低,熟料的质量不会高,但温度过高,不但热耗增加,而且熟料强度还会降低。
能使熟料标号最高的温度才是最佳温度。
操作员不是一直在不断控制这个最佳参数吗?置疑“最佳参数”的人不是理解不当,就是为自己不会追求最佳参数找出说词。
当然,生产线中也确实有“没有最佳,只有更佳”的参数,但为数不多,比如,小到一级预热器出口温度、二次风温度等参数,大到熟料标号这些关键指标,都可以不断改善,但它们的改善空间毕竟是向着一定的极限趋近,而且这种趋近只有在选取系统中若干最佳参数群之后才能实现。
那么,最佳参数的定义是什么呢?应该是指能实现相同单位产量时消耗最低的参数。
为什么要强调最低消耗,而不说以实现单位产量最高的参数为最佳参数呢?这里确实存在有不同指导思想的原则差异。
事实证明,台时产量低时热耗要高,但产量过高时,热耗也一定会升高。
所以,能使热耗最低的产量才是最佳产量,而实现最佳产量的参数,或者是使热耗最低的参数就是最佳参数。
然而到现在为止,众多企业的负责人还是对台产、月产、年产的最高纪录津津乐道,如果他们知道产量过高时的消耗不一定是最低,即成本不一定最低时,也许才会体味到提出以最低消耗为目标的良苦用心和科学价值。
只有获取最低能耗,再加上高性能水泥占领市场,才能实现万元产值能耗最低的水平。
工艺参数确定方法Determining the process parameters is a crucial aspect of manufacturing, as it directly impacts the quality and efficiency of the final product. The method of determining these parameters varies depending on the specific manufacturing process being used. In many cases, a trial-and-error approach is employed, where different combinations of parameter values are tested to find the optimal set for a particular process. This can be a time-consuming and labor-intensive process, but it can yield valuable insights into how different parameters affect the final product.确定工艺参数是制造中的一个关键方面,因为它直接影响最终产品的质量和效率。
确定这些参数的方法取决于所使用的具体制造工艺。
在许多情况下,采用试验和错误的方法,测试不同参数值的组合,以找到特定工艺的最佳参数集。
这可能是一个耗时且劳动密集的过程,但它可以揭示不同参数如何影响最终产品。
Another method for determining process parameters is through the use of mathematical modeling and simulation. By creating a computer model of the manufacturing process, engineers cansimulate the effects of different parameter values without having to physically test each one. This approach can save time and resources while providing valuable insights into the optimal parameter values for a given process. However, it is important to note that the accuracy of the simulation depends on the accuracy of the model and the assumptions made during the modeling process.另一种确定工艺参数的方法是通过数学建模和仿真。
优选的方法的问题处处有,常常见.但问题简单,易于解决,故不为人们所注意.自从工艺过程日益繁复,质量要求精益求精,优选的问题也就提到日程上来了.简单的例子,如:一枝粉笔多长最好每枝粉笔都要丢掉一段一定长的粉笔头,单就这一点来说,愈长愈好.但太长了,使用起来既不方便,而且容易折断,每断一次,必然多浪费一个粉笔头,反而不合适.因而就出现了“粉笔多长最合适”的问题,这就是一个优选问题.蒸馒头放多少碱好放多了不好吃,放少了也不好吃,放多少最好吃呢这也是一个优选问题.也许有人说:这是一个不确切的问题.何谓好吃你有你的口味,我有我的口味,好吃不好吃根本没有标准.对!但也不完全对!可否针对我们食堂定出一个标准来!假定我们食堂有一百人,放碱多少,这一百人有多少人说好吃,统计一下,不就有了指标吗我们的问题就是找出合适的用碱量,使食堂里说好吃的人最多.这只是引子,是比喻.实际上问题比此复杂,还有发酵问题等等没有考虑进去呢!同时,这样的问题老师傅早已从实践中摸清规律,解决了这一问题了,我们不过用来通俗说明什么是优选方法而已.优选方法的适用范围是:怎样选取合适的配方,合适的制作过程,使产品的质量最好在质量的标准要求下,使产量最高成本最低,生产过程最快已有的仪器怎样调试,使其性能最好也许有人说我们可以做大量试验嘛!把所有的可能性做穷尽了,还能找不到最好的方案和过程大量的试验要花去大量的时间、精力和器材,而且有时还不一定是可能的.举个简单的例子,一个一平方公里的池塘,我们要找其最深点.比方说每隔一公尺测量一次,我们必须测量1000×1000,总共一百万个点,这个问题不算复杂,只有横竖两个因素.多几个:三个、四个、五个、六个更不得了!假定一个因素要求准两位,也就是分100个等级,两个因素就需要100×100即一万次,三个就需要100×100×100即一百万次,四个就需要一亿次;就算你有能耐,一天能做三十次,一年做一万次,要一万年才能做完这些实验.优选方法的目的在于减少实验次数,找到最优方案.例如在一个因素时,只要做14次就可以代替1600次实验.上面所说的池塘问题,有130次就可以代替一百万次了(当然我们假定了池塘底都不是忽高忽低的).五优选法来回调试法是我们经常用的方法.但是怎样的来回调试最有效,1952年J.Kiefer解决了这一问题.由于和初等几何的黄金分割有关,因而称为黄金分割法.这是一个应用范围广阔的方法.我们怎样才能让普通工人掌握这个方法并用于他们的工作中我们讲授的方法是(先预备一张狭长纸条)1)请大家记好一个数字0.618.2)举例说:进行某工艺时,温度的最佳点可能在1000℃~2000℃之间.当然,我们可以隔一度做一个试验,做完一千个试点之后,我们一定可以找到最佳温度.但要做一千次试验.3)(取出纸条)假定这是有刻度的纸条,刻了1000℃到2000℃.第一个试点在总长度的0.618处做,总长度是1000,乘以0.618是618,也就是说第一点在1618℃做,做出结果记下.4)把纸条对折,在第一试点的对面,即点②(1382℃)处做第二试验.比较第一、二试点结果,在较差点(例如①)处将纸条撕下不要.5)对剩下的纸条,重复4)的处理方法,直到找出最好点.用这样的办法,普通工人一听就能懂,懂了就能用.根据上面第二部份提出的“选题三原则”,我们选择了若干常用的优选方法,用类似的浅显语言向工人讲授.对于一些不易普及但在特殊情况下可能用上的方法,我们也作了深入的研究.例如1962年提出的DFP法(Davidon-Fleteher-Powell).声称收敛速度是|x(k+1)-x*|=0(|x(k)-x*|),我们曾指出此法的收敛速度还应达到|x(k+n)-x*|=0(|x(k)-x*|2).1979年我们在西欧才得知W.Burmeister于1973年曾证明了这结果.但是我们早在1968年就给出了收敛速度达到|x(k+1)-x*|=0(|x(k)-x*|2)的方法.这方法比DFP法至少可以少做一半试验.统筹法又称网络计划法。
工艺参数优化总结在工业生产和制造领域,工艺参数的优化是提高产品质量、降低成本、提升生产效率的关键环节。
通过对工艺参数的合理调整和优化,可以使生产过程更加稳定、可控,从而达到预期的生产目标。
本文将对工艺参数优化的相关内容进行总结和探讨。
一、工艺参数优化的重要性工艺参数直接影响着产品的性能、质量和生产效率。
例如,在机械加工中,切削速度、进给量和切削深度等参数的选择会影响零件的表面粗糙度、尺寸精度和加工时间;在化工生产中,反应温度、压力、反应物浓度等参数的控制会决定产品的收率、纯度和反应速率。
因此,优化工艺参数对于提高企业的竞争力和经济效益具有重要意义。
二、工艺参数优化的方法1、实验设计法实验设计是一种常用的工艺参数优化方法。
通过设计合理的实验方案,对不同的工艺参数组合进行试验,然后对实验结果进行分析和评估,从而确定最优的工艺参数组合。
常见的实验设计方法有正交实验设计、均匀实验设计和响应面实验设计等。
正交实验设计是一种高效的实验设计方法,它可以通过较少的实验次数获得较为全面的信息。
在正交实验中,通过选择合适的正交表,将工艺参数进行合理的安排和组合,然后进行实验,并对实验结果进行直观分析和方差分析,从而找出显著影响因素和最优工艺参数组合。
响应面实验设计则是通过建立工艺参数与响应值之间的数学模型,来预测最优工艺参数组合。
它可以更加精确地描述工艺参数与响应值之间的关系,从而为工艺参数的优化提供更加可靠的依据。
2、数值模拟法随着计算机技术的发展,数值模拟在工艺参数优化中得到了广泛的应用。
通过建立数学模型和物理模型,利用数值计算方法对生产过程进行模拟,可以预测不同工艺参数下的生产结果,从而为工艺参数的优化提供指导。
例如,在铸造过程中,可以通过数值模拟来预测铸件的凝固过程、温度场分布和缺陷形成,从而优化铸造工艺参数,提高铸件质量。
3、智能优化算法智能优化算法是一种基于生物进化、群体智能等原理的优化方法,如遗传算法、粒子群算法和蚁群算法等。