spc-XbarR
- 格式:xls
- 大小:379.50 KB
- 文档页数:3
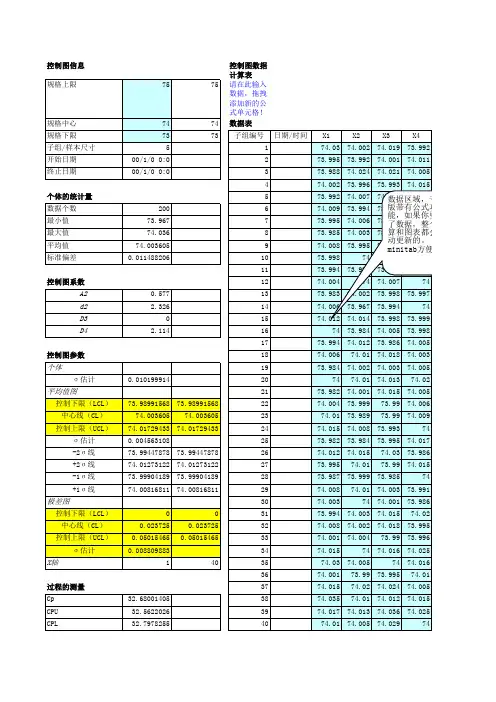
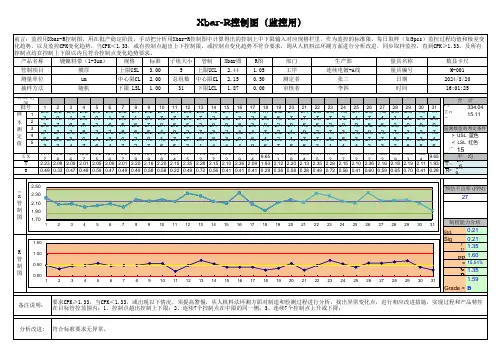
Xbar-R控制图1. Xbar-R控制图Xbar-R控制图,可以在拥有连续数据且⼦组⼤⼩不超过8的情况下监视过程的均值和变异。
例如:确定新塑料产品的⽣产过程是否受控。
操作员抽样20个⼩时,每⼩时抽取5个部件,并评估塑料的强度。
什么情况下使⽤备择控制图?对于具有9或更多观测值的⼦组,使⽤Xbar-S控制图。
如果⼦组内存在⼀致的变异来源,使⽤I-MR-R/S控制图。
如果没有⼦组,使⽤I-MR控制图。
如果数据有缺陷品数或缺陷数,使⽤属性控制图,如P控制图或U控制图。
2. Xbar-R控制图的数据注意事项为了确保结果有效,请在收集数据、执⾏分析和解释结果时考虑以下准则。
1. 数据集应当连续如果数据中有缺陷品数或缺陷数,使⽤属性控制图,如P控制图或U控制图。
2. 数据应当采⽤时间顺序由于控制图检测会随时间发⽣的变化,因此数据顺序⾮常重要。
应当按照数据的收集顺序来输⼊数据。
让最旧得数据位于⼯作表的顶部。
3. 应当按照适当的时间间隔收集数据按照均匀的时间间隔收集数据,如每⼩时⼀次,每班次⼀次,每天⼀次。
选择⼀个时间间隔,该时间间隔应当⾜够短,以便可以在发⽣过程更改之后⽴即识别此更改。
4. 数据应当位于合理的⼦组中如果⼦组不合理,则估计的控制限可能太宽。
5. ⼦组⼤⼩应当为8或更少对于具有9或更多观测值的⼦组,应当使⽤Xbar-S控制图。
如果没有⼦组,请使⽤ I-MR 控制图。
6. 收集相应的数据量如果⼦组⼤⼩⼩于或等于2,⾄少收集100个观测值。
如果⼦组⼤⼩为3,⾄少收集80个观测值。
如果⼦组⼤⼩为4或5,⾄少收集70个观测值。
如果⼦组⼤⼩为6或更⼤,⾄少收集60个观测值。
7. 数据不必是正太分布的⼤多数控制图在形式上基于正太性假设的,但如果收集⼦组中的数据,仍可以使⽤⾮正太数据得到好的结果。
所需的⼦组⼤⼩取决于数据的⾮正太性。
8. 每个⼦组内的观测值不应当相互关联如果每个⼦组中的连续数据点是相关的,控制限的范围将过窄,⽽且控制图可能会错误地将⼀些受控点显⽰为失控点。



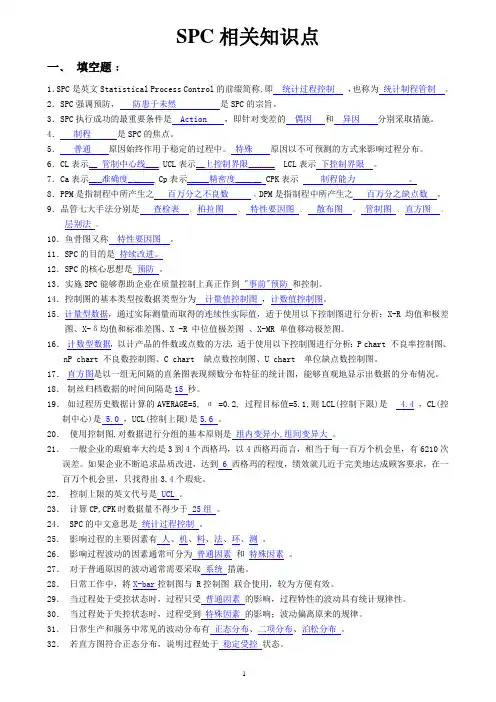
一﹑填空题﹕1.SPC是英文Statistical Process Control的前缀简称,即统计过程控制,也称为统计制程管制。
2.SPC强调预防,防患于未然是SPC的宗旨。
3.SPC执行成功的最重要条件是 Action ,即针对变差的偶因和异因分别采取措施。
4.制程是SPC的焦点。
5.普通原因始终作用于稳定的过程中。
特殊原因以不可预测的方式来影响过程分布。
6.CL表示__ 管制中心线___ UCL表示__上控制界限______ LCL表示下控制界限。
7.Ca表示___准确度______ Cp表示_____精密度______ CPK表示制程能力。
8.PPM是指制程中所产生之百万分之不良数﹐DPM是指制程中所产生之百万分之缺点数。
9.品管七大手法分别是查检表﹑柏拉图﹑特性要因图﹑散布图﹑管制图﹑直方图﹑层别法。
10.鱼骨图又称特性要因图。
11.SPC的目的是持续改进。
12.SPC的核心思想是预防。
13.实施SPC能够帮助企业在质量控制上真正作到 "事前"预防和控制。
14.控制图的基本类型按数据类型分为计量值控制图,计数值控制图。
15.计量型数据,通过实际测量而取得的连续性实际值,适于使用以下控制图进行分析:X-R 均值和极差图、X-δ均值和标准差图、X -R 中位值极差图、X-MR 单值移动极差图。
16.计数型数据,以计产品的件数或点数的方法,适于使用以下控制图进行分析:P chart 不良率控制图、nP chart 不良数控制图、C chart 缺点数控制图、U chart 单位缺点数控制图。
17.直方图是以一组无间隔的直条图表现频数分布特征的统计图,能够直观地显示出数据的分布情况。
18.制丝归档数据的时间间隔是15 秒。
19.如过程历史数据计算的AVERAGE=5, σ =0.2, 过程目标值=5.1,则LCL(控制下限)是 4.4,CL(控制中心)是 5.0 ,UCL(控制上限)是5.6 。