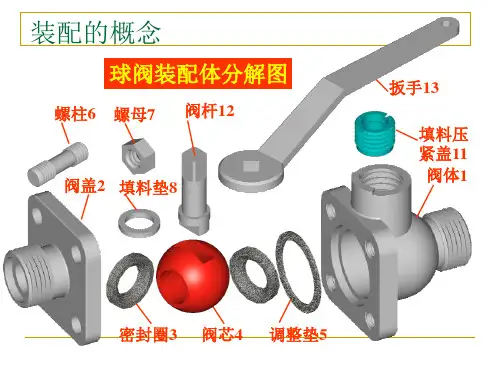
2 分组选配法
定义:把组成零件的尺寸放大到经济精度进 行加工,然后将加工后的零件按放大倍数分成若干 组,分组数等于放大倍数,对应组内的零件装配 起来以满足装配精度的要求,这一装配方式称为 分组选择装配法。
实质:零件按经济精度制造,公差适当放大, 零件加工容易,按实际尺寸测量分组,对应 组完全互换装配,达到装配精度要求。
协调环的上、下偏差是:
5)验算装配后封闭环极限偏差 由题意知,封闭环要求的极限偏差为:
6)确定补偿环尺寸
7)核算修配量
最大修配量为: 最小修配量为:
2.修配方法 (1)单件修配法
(2)套件加工修配法
(3)自身加工修配法
三、选择装配法
1 直接选配法
指由工人直接从加工好的零件中选择出合适 的零件装配起来。这种方式对工人的技术水平 要求较高,选择时间长,装配质量往往取决于 选择的是否合适。
(标准件),
现采用不完全互换法装配,试确定各组成环公差和极限偏差
解: 1)画装配尺寸链, 判断增、减环,校验各环基本尺寸
解:1)画装配尺寸链,判断 增、减环,校验各环基本尺寸
A3为增环,A1、A2、A4、A5 为减环。
2)确定协调环 选用A3作为协调环,最后确 定其公差。
3)确定除协调环以外各组成环公差和极限偏差
轴用挡圈A4是标准件 其余各组成环的尺寸公差Ti调整如下:
4)计算协调环公差和极限偏差 ① 计算协调环公差
② 计算各环中间偏差,并求出协调环的偏差 协调环的上、下偏差是:
最后确定各组成环尺寸和极限偏差为:
二、修配法
例 所示普通车床装配时,要求尾架中心线比主 轴中心线高0~0.06mm,已知:A1=160mm,A2=30mm, A3=130mm,现采用修配法装配时,试确定各组成环 公差及其分布。