焊条电弧焊板-板平对接V型坡口单面焊双面成形焊接工艺规程23页PPT
- 格式:ppt
- 大小:978.00 KB
- 文档页数:23

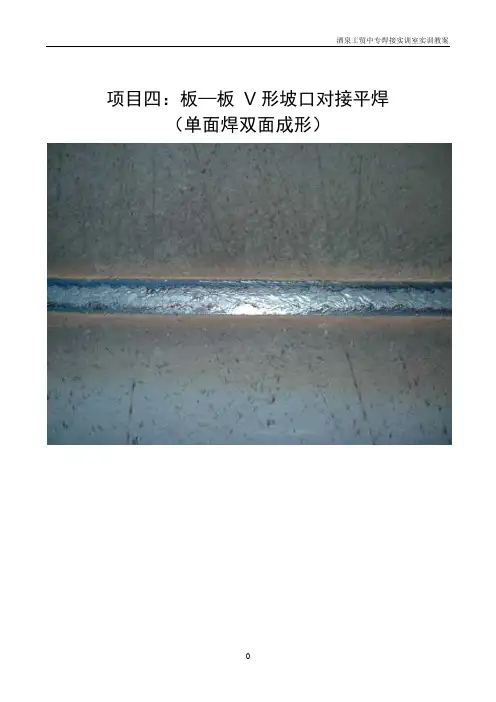
酒泉工贸中专焊接实训室实训教案项目四:板—板V形坡口对接平焊(单面焊双面成形)教学内容和过程附记熔池中心,采用短弧焊接,正确的焊条倾角和运条方法成为平位单面焊双面成形的关键。
二、对接平焊的操作要求1.安全生产要求①应对焊接设备正确使用和操作。
②杜绝一切违章操作及违归超负荷使用各类工具的不良习惯。
2.焊接操作中运条方法和焊接质量的要求①打底层焊要采用正确的运条方法焊接,熔敷金属的熔入量应适当,防止形成焊瘤或者未焊透的缺陷,以利于背面焊缝成形。
②打底击穿焊的电弧燃烧时间要适宜,熔孔大小、形状要一致,焊条角度要正确,保持短弧焊接。
③填充焊道应平整,无尖角和夹渣等缺陷。
④表面焊缝余高、熔宽应大致均匀,无咬边、夹渣等缺陷。
⑤在焊接每一层焊道过程中,焊条角度要基本保持一致,才能获得均匀的焊道波纹。
三、课题实施1. 焊前准备⑴焊件 Q235或16MnR钢板.规格为300mm×100mm×12 mm。
一侧开60º坡口,两块组对一个焊件。
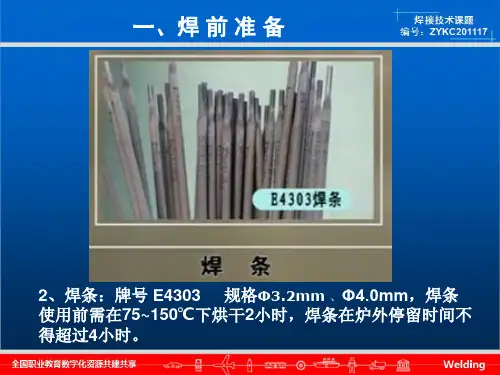
⑵焊条 E4303型或E5015型,直径为3.2mm 、 4.0mm。
焊条烘焙50°~200℃,恒温2h,随用随取。
⑶焊机 BX3—300型或ZX5—500型手弧焊机。
2.试件装配⑴试件清理将坡口和靠近坡口边缘上下两侧15~20mm处清理干净,打磨工件直至发出金属光泽,修磨坡口钝边,锉出钝边1.5mm,组装预留间隙,如图2所示。
图2 坡口形式简图强调重点教师讲解演示操作识图分析教学内容和过程附记⑵定位焊定位焊采用与焊接试件相同的焊条,在试件反面距两端10~15mm范围内进行定位焊,定位焊厚度≤6毫米,预留根部间隙。
始焊端为3.2mm,终焊端为4.0mm,终焊端定位焊缝要牢固,以防焊接过程焊缝收缩,使间隙尺寸过小或开裂,如图3所示。
▲定位焊始焊端、终焊端为何预留间隙不同,并焊缝要牢固以防焊接过程中焊缝收缩,使间隙尺寸过小或开裂。
图3 定位焊缝的位置⑶预留反变形预留反变形量为3°~ 4°,如图4所示。


编号:KJX/D 17-10(2-2)1、了解 本课题存在的风险识别、设备使用原理、板平位对接焊焊工艺参数选择、焊接要求等 。
2、明确板平位对接焊的操作步骤、操作工艺要点以及操作技术、评分标准。
1.安全风险-------①烫伤②触电③电光性眼炎④烧焊机⑤慢性中毒⑥着火。
2.防范措施 ------①着装符合要求,按操作规程正确操作,不许赤手触摸刚焊完的焊件和刚扔下的焊条头,敲渣时焊帽挡住面部或佩戴平光镜,以免手、面部和眼睛烫伤。
②防触电措施到位,不能赤手更换焊条。
③正确掌握引弧方法,正确处理电焊面罩漏光问题,避免弧光伤眼。
④操作时特别注意发生短路(如粘焊条、地线与焊把线直接接触),防止焊机过热而烧毁。
⑤改善通风装置、充分发挥自然通风、合理安排中间休息⑥按操作规程操作,工作人员和学生熟悉消防器材的位置和正确使用方法。
课题二 SMAW 焊板V 型坡口单面焊双面成形平位对接焊( 49 学时)一、实习目的二、风险识别1、焊机原理:⑴ 焊机型号(尽量图片解释)ZX7-315焊机 ⑵ 焊机调试:电流、电压、电弧推力、起弧电流的调节方法;电源极性的调节; ⑶ 注意事项:风险识别中已提到。
2、常用工具: (尽量图片解释)角向磨光机;钢丝刷;敲渣锤。
(一) 焊前准备及试件装配焊前准备1、试件材料: 20 钢或 16Mn 。
2、试件尺寸: 300mm ×200mm ×12mm ;坡口尺寸:60°V 形坡口,如图 1 一 1 所示。
3、焊接要求: 单面焊双面成形。
4、焊接材料: E4303 (结 422 )或 E5015 (结 507 ) ,直径¢3.2 mm 和¢4.0 mm ,焊条烘焙 350 ~400 ℃(结 507) ,恒温2h ,随用随取。
5、焊机 : ZX7 一 315 型或 ZX7- 400型。
图1 一 1 V 形坡口对接平焊试件图试件装配四、实习内容三、设备原理、工具1、试件的清理:清除坡口面和坡口正反两侧各20 mm范围内的油污、锈蚀、水分及其他污物,直至露出金属光泽。
编号:KJX/D17-10(2-2)1、了解本课题存在的风险识别、设备使用原理、板平位对接焊焊工艺参数选择、焊接要求等。
2、明确板平位对接焊的操作步骤、操作工艺要点以及操作技术、评分标准。
1.安全风险-------①烫伤②触电③电光性眼炎④烧焊机⑤慢性中毒⑥着火。
2.防范措施------①着装符合要求,按操作规程正确操作,不许赤手触摸刚焊完的焊件和刚扔下的焊条头,敲渣时焊帽挡住面部或佩戴平光镜,以免手、面部和眼睛烫伤。
②防触电措施到位,不能赤手更换焊条。
③正确掌握引弧方法,正确处理电焊面罩漏光问题,避免弧光伤眼。
④操作时特别注意发生短路(如粘焊条、地线与焊把线直接接触),防止焊机过热而烧毁。
⑤改善通风装置、充分发挥自然通风、合理安排中间休息课题二SMAW 焊板V 型坡口单面焊双面成形平位对接焊(49学时)一、实习目的二、风险识别⑥按操作规程操作,工作人员和学生熟悉消防器材的位置和正确使用方法。
1、焊机原理:⑴焊机型号(尽量图片解释)ZX7-315焊机⑵焊机调试:电流、电压、电弧推力、起弧电流的调节方法;电源极性的调节;⑶注意事项:风险识别中已提到。
2、常用工具:(尽量图片解释)角向磨光机;钢丝刷;敲渣锤。
(一)焊前准备及试件装配焊前准备1、试件材料:20钢或16Mn 。
2、试件尺寸:300mm ×200mm ×12mm ;坡口尺寸:60°V 形坡口,如图1一1所示。
3、焊接要求:单面焊双面成形。
4、焊接材料:E4303(结422)或E5015(结507),直径¢3.2 mm 和¢4.0 mm ,焊条烘焙350~400 ℃(结507),恒温2h ,随用随取。
5、焊机:ZX7一315型或ZX7-400型。
图1一1V 形坡口对接平焊试件图试件装配四、实习内容 三、设备原理、工具1、试件的清理:清除坡口面和坡口正反两侧各20 mm范围内的油污、锈蚀、水分及其他污物,直至露出金属光泽。