上篇第5章-其他成形工艺与模具
- 格式:pdf
- 大小:1.83 MB
- 文档页数:23

《冲压工艺学》教学大纲《冲压工艺及模具设计》教学大纲开课单位:材料工程系学分:3 总学时:48H(理论教学48学时)课程类别:选修考核方式:考试课程编号:00000000基本面向:材料成型与控制工程专业一、本课程的目的、性质及任务本课程是“材料成型及控制工程”专业三个方向的主干专业课之一,它是一门理论与实践联系很紧密的课程。
冲压工艺理论是模具设计的基础,而模具设计则是实现冲压工艺的核心,学生在学习中两者不可偏废。
本课程的主要任务是使学生掌握各种冲压成形的变形规律,掌握工艺计算方法,判断板料成形难易程度以及掌握各种模具结构与设计要点。
通过学习,能够对中等难度冲压零件进行工艺分析、设计,基本能确定各种冲压零件生产的最佳工艺方案并能够设计冲压模具。
二、本课程的基本要求1、了解国内外冲压工艺及模具技术的发展现状和趋势。
2、掌握冲压工艺的基本成形理论、分析各类冲压件成形工艺特点,具有初步分析各种常见冲压缺陷和提出生产中解决措施的基本能力。
3、能够运用冲压参考书籍和资料,对中等程度的冲压零件进行工艺分析,拟定工艺路线和确定工艺参数,并能设计出技术上可靠、经济上合理的冲压模具。
4、熟悉冲压模具与各种压力机的连接要求。
5、通过冲压理论课程学习和冲压实验课动手能力培养,使学生具有一定的设计能力和科研能力。
三、本课程与其它课程的关系先修课程:《机械制图C》、《机械设计A》、《金属材料及热处理》、《互换性与测量技术基础a》、《机械制造技术基础C》、《材料成形原理》、《材料成形设备》、《模具CAD/CAM》。
在学本课程同时应学《模具制造技术》、《材料成形CAE》《汽车覆盖件模具设计与制造》、《锻造工艺及模具设计》、《塑料成型工艺及模具设计》、《模具寿命及失效分析》、《特种塑性成形技术》、《材料成形技术的新发展(讲座)》。
四、本课程的教学内容第一章绪论(一)冲压生产在国民经济中的地位和作用,冲压生产的特点及优越性,国内外冲压技术的现状及发展趋势;(二)冲压工艺的分类及特点;(三)本课程的基本内容及学习方法。
洪慎章·塑料压制成型压塑工艺及模具设计——上篇 塑料压制成型第五讲 压制成型设备(二)洪慎章(上海交通大学塑性成形技术与装备研究院,上海 200030)摘要:压塑与注塑采用不同类型的塑料,前者采用热固性塑料,后者采用热塑性塑料。
压塑成型工艺及模具设计是一门不断发展的综合科学,不仅随着高分子材料合成技术的提高,压塑成型设备的更新,成型工艺的成熟而改进,而且随着计算机技术,快速造型技术,数值模拟技术,数字化应用技术,智能技术等在压塑成型加工领域渗透而发展。
本讲座内容主要包括:压制成型工艺及分类,压制件设计,压制模结构设计及其零件设计,压制成型设备,压制塑件质量控制及缺陷分析,压制成型模应用举例;压注成型原理及工艺过程,压注成型模具结构设计,压注成型压力的计算,压注成型设备的选择,压注塑件质量及缺陷分析,压注成型模应用举例。
关键词:压制件设计及其成型;压制工艺及其模具结构设计;压制成型设备;压制塑件质量及缺陷;压注成型工艺及设备选择;压注模具结构设计;压注塑件质量及缺陷分析中图分类号:TQ320.661文章编号:1009-797X(2020)20-0001-07文献标识码:BDOI:10.13520/ki.rpte.2020.20.001 上海交通大学教授,曾任上海交通大学锻压教研室副主任,上海模具技术研究所教研室主任,中国锻压学会模具学术委员会委员。
1952年考入浙江大学机械系金工专业学习,1953年被选派为留苏预备生在北京外国语学院学习,1960年毕业于原苏联列宁格勒加里宁工学院机械系锻压专业,获技术科学副博士学位。
长期从事塑性成形加工教学及科研工作,主要研究方向为材料近净成形的各种新技术及成形过程数字化控制。
1987年获中国船舶工业总公司科技进步三等奖。
在国内外技术期刊上发表论文400多篇,编著及参编出版著作45本。
关于塑料方面成型已出版了15本。
洪慎章随着生活水平的提高,汽车需求量不断增长,导致道路拥堵、汽车尾气排放污染的日益严重。

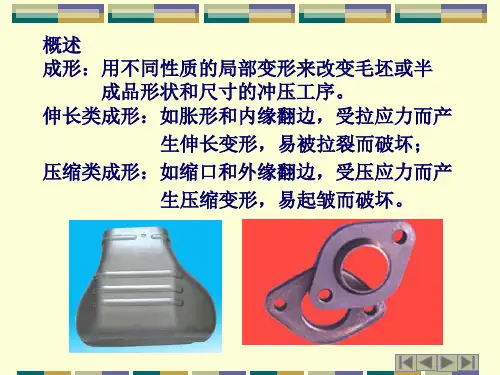
第五章其他成型工艺与模具设计5.1概述在冲压生产中,除冲裁、弯曲和拉深工序以外,还有一些是通过板料的局部变形来改变毛坯的形状和尺寸的冲压成形工序,如胀形、翻边、缩口、旋压和校形等,这类冲压工序统称为其它冲压成形工序。
应用这些工序可以加工许多复杂零件,如图5.1.1所示的自行车多通接头,就是通过切管、胀形、制孔、圆孔翻边等工序加工的。
这些成形工序的共同特点是通过材料的局部变形来改变坯料或工序件的形状;但变形特点差异较大,胀形和圆内孔翻孔属于伸长类成形,成形极限主要受变形区过大拉应力而破裂的限制;缩口和外缘翻凸边属于压缩类成形,成形极限主要受变形区过大压应力而失稳起皱的限制;校形时,由于变形量一般不大,不易产生开裂或起皱,但需解决弹性恢复影响校形精确度等问题;至于旋压这种特殊的成形方法,可能起皱,也可能破裂。
所以在制定成形工艺和设计模具时,一定要根据不同的成形特点,合理设计。
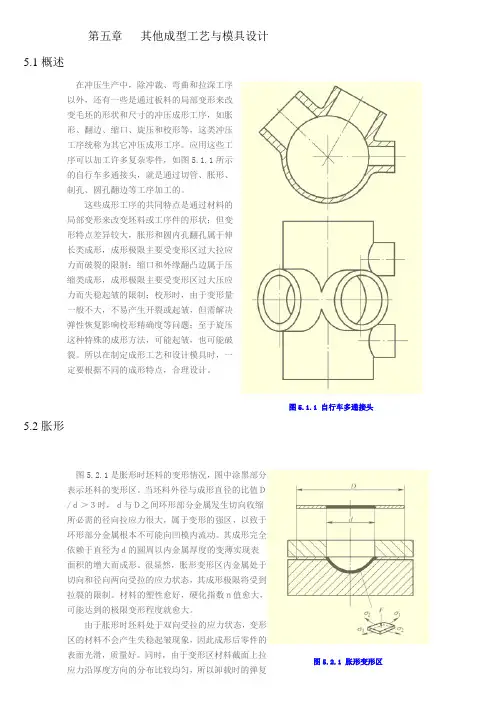
图5.1.1 自行车多通接头5.2胀形图5.2.1是胀形时坯料的变形情况,图中涂黑部分表示坯料的变形区。
当坯料外径与成形直径的比值D/d>3时,d与D之间环形部分金属发生切向收缩所必需的径向拉应力很大,属于变形的强区,以致于环形部分金属根本不可能向凹模内流动。
其成形完全依赖于直径为d的圆周以内金属厚度的变薄实现表面积的增大而成形。
很显然,胀形变形区内金属处于切向和径向两向受拉的应力状态,其成形极限将受到拉裂的限制。
材料的塑性愈好,硬化指数n值愈大,可能达到的极限变形程度就愈大。
由于胀形时坯料处于双向受拉的应力状态,变形区的材料不会产生失稳起皱现象,因此成形后零件的表面光滑,质量好。
同时,由于变形区材料截面上拉图5.2.1 胀形变形区应力沿厚度方向的分布比较均匀,所以卸载时的弹复很小,容易得到尺寸精度较高的零件。
起伏成形俗称局部胀形,可以压制加强筋、凸包、凹坑、花纹图案及标记等。
图5.2.2 是起伏成形的一些例子。
经过起伏成形后的冲压件,由于零件惯性矩的改变和材料加工硬化,能够有效地提高零件的刚度和强度。
主讲教师:刘维
翻边
●将薄板坯料边部或坯料上预制孔边部窄带区域
的材料弯折成竖边的塑性加工方法。
●作用:
①制成与其他零件装配连接的部位;
②提高零件的刚度;
③大型钣金成形时,控制破裂或褶皱。
按工艺特点分类
内孔翻边
外缘翻边:外缘内凹翻边,外缘外凸翻边
变薄翻边
按变形性质分类
压缩类翻边:变形区材料受切向压应力,压缩变形,厚度增加,易起皱。
包括了外缘外凸翻边。
伸长类翻边:变形区材料受拉应力,切向伸长,厚度变薄,易破裂。
包括了圆孔翻边、外缘内凹翻边。
圆孔翻边
把平板上或空心件上预先制好的孔扩大成带有竖立边缘的孔。
●圆孔翻边工艺分析
凸模底部材料在凸模的作用下,孔内径不断扩大,材料逐渐靠近凹模内壁
而形成侧壁。
变形是局部的,主要发生在位于凸模底部的(D0-d0)的环形部分,该区
是翻圆孔的变形区。
变形区材料沿切向和径向受拉,切向和径向均伸长、厚度减薄。
圆孔翻边工艺分析
网格变形分析:变形区变形不均匀,径向伸长不明显,切向变形较大,且愈到口部伸长愈多,口部减薄最为严重。
圆孔翻边工艺分析
翻边系数:坯料上预制孔的初始直径d0
与翻边成形完成后竖边的中径d m比值,
K=d0 d m
翻边系数K表示圆孔翻边时的变形程度,K值越小,翻边变形程度越大。
(式1)
圆孔翻边工艺分析
圆孔翻边过程中,孔边缘处的材料所承
受的切向拉应力和拉应变的作用最大,
材料厚度减薄最严重。
因此,孔边缘是
圆孔翻边成形的变形危险区。
圆孔翻边的成形极限可根据口部是否发
生破裂来确定。
当翻边系数减小到使孔
的边缘濒于破裂时,这种极限状态下的
翻边系数称为极限翻边系数K l。
圆孔翻边工艺分析
圆孔翻边成形极限的影响因素:
①材料种类及其力学性能:材料伸长率δ和硬化指数n大,成形极限大。
②预制孔的孔口状态:孔缘无毛刺和无冷作硬化时,K l小,成形极限大。
③材料的相对厚度:相对厚度愈大,K l愈小,成形极限愈大。
④凸模的形状:球形、锥形和抛物线形凸模翻边,变形均匀性好;平底凸
模,变形均匀性较差;平底凸模中,相对圆角半径越大,变形均匀性就
越好,极限翻边系数可越小。
圆孔翻边工艺设计
●在翻孔前通常需要预冲出翻孔用的圆孔,因此
翻边工艺计算时,先根据翻边孔的直径算出预制孔的直径;
●再根据翻孔件的翻孔高度及翻孔系数确定能否
一次翻成。
若一次翻边不能达到翻边高度,应先拉深,然后在底部冲孔,再翻边。
圆孔翻边工艺设计
①预制孔直径可根据弯曲件中性层长
度不变的原则作近似计算
d0=D1−πr+t0
2
+2h1
化简为,
d0=d m−2h−0.43r−0.72t0(式2)(式3)
圆孔翻边工艺设计
②翻边高度核算,判能否一次翻成,
h=d m
2
1−K+0.43r+0.72t0
将极限翻边系数代入,可得到允许的最
大翻边高度。
当工件要求的高度大于允
许的最大翻边高度时,就需要先拉深,
再冲孔,后翻边。
(式4)
圆孔翻边工艺设计
③拉深后再翻边,先计算翻边能达到
的最大高度
h1max=d m
2
1−K l+0.57r+
t0
2
预制孔直径为
d0=K l d m
翻边前的拉深高度为
h2=h−h1max+r+t0(式5)(式6)
(式7)
圆孔翻边工艺设计
①平底凸模的圆孔翻边力,
F=1.1πd m−d0t0σs
式中,σs为材料的屈服强度。
②球底凸模的圆孔翻边力,
F=1.2πd m t0σs m
式中,m为系数,可查表确定。
(式8)(式9)
●圆孔翻边模具结构
翻边模的结构与拉深模相似。
平底凸模的圆角半径应尽可能大,凹模圆角对翻边成形影响不大,可按零
件圆角确定。
若零件对竖边垂直度有要求,凸凹模之间的单边间隙可取为(0.75~0.85
)t0,保证翻边后的竖边成为直壁。
内凹翻边
用模具将毛坯上内凹的边缘,翻成竖边的冲压加工方法称为内凹翻边。
其应力和应变情况与圆孔翻边相似,属于伸长类翻边。
内凹翻边
内凹翻边的变形程度,
E s=Rα−R−bα
R−bα
=
b
R−b
若内凹翻边变成程度过大,竖立边缘的切向伸长就比较大,容易发生破裂。
竖边边缘不破裂时极限变形程度,称为内凹翻边的成形极限E SL。
(式10)
外凸翻边
用模具将毛坯上外凸的边缘,翻成竖边的冲压加工方法称为外凸翻边。
其应力和应变情况与浅拉深相似,属于压缩类翻边。
外凸翻边(3)外缘翻边外凸翻边的变形程度,
E C =Rα−R +b αR +b α=b R +b 外凸翻边时由于切向压应力的作用,产生较大的压缩变形,容易起皱。
竖边边缘不起皱的极限变形程度,称为外凸翻边的成形极限E CL 。
(式11)@武汉理工大学
@武汉理工大学翻边工艺
要点小结
●翻边工艺的概念
●圆孔翻边(属于伸长类翻边)
●外缘翻边
内凹翻边(属于伸长类翻边)
外凸翻边(属于压缩类翻边)
@武汉理工大学谢谢观看。