工序能力计算表格
- 格式:xls
- 大小:30.50 KB
- 文档页数:1

工序能力指数Cpk计算表1234567891011121314151617181964109154199计算表1#2#Cp 1.09918634CpCpU0.719800509CpUCpL-0.719800509CpLCpk0.719800509CPKT 6.6Tε 1.139ε标准正态累积分0.999512354标准正态累积分CP的P值0.0975292%CP的P值标准正态累积分0.984590485标准正态累积分CPU的P值 1.5409515%CPU的P值标准正态累积分0.015409515标准正态累积分CPL的P值98.4590485%CPL的P值CPK的P值 1.5414103%CPK的P值判断上公差是否FALSE判断上公差是否为空判断下公差是否FALSE判断下公差是否为空结果0.719800509结果P显示结果 1.5414103%P显示结果Cpk Cpk>1.67过程能力非常充分,为>1.67过程能>1.33过程能力充分,当不是>1.33过程能>1过程能力尚可,必须用控>1过程能力>0.67过程能力不充分,分析>0.67过程能过程能力不足,一般应停止继过程能力不足1.67≥ 1.67≥1.33≥ 1.33≥1≥1≥0.67>0.67>1≥Cpk>0.67过程能力不充分0.67>Cp过程频次3#4#0.666666667Cp0Cp0.0721687840.666666667CpU-0.96225045CpU 2.838638824-0.666666667CpL0.962250449CpL-2.694301260.666666667CPK-0.96225045CPK-2.694301260.2T0T0.050ε 1.666666667ε0.9583333330.977249868标准正态累积分0.5标准正态累积分0.5857034624.5500264%CP的P值###########CP的P值82.8593075%0.977249868标准正态累积分0.001946209标准正态累积分12.2750132%CPU的P值99.8053791%CPU的P值0.0000000%0.022750132标准正态累积分0.998053791标准正态累积分3.16213E-1697.7249868%CPL的P值0.1946209%CPL的P值###########4.5500264%CPK的P值###########CPK的P值###########FALSE判断上公差是否为空TRUE判断上公差是否为空FALSEFALSE判断下公差是否为空FALSE判断下公差是否为空TRUE0.666666667结果0.962250449结果 2.8386388244.5500264%P显示结果0.1946209%P显示结果0.0000000%CpL CpU>1.67过程能力非常充分,为提高产品质量,对过程能力非常充分,为>1.67过程能力非常充分,>1.33过程能力充分,当不是关键或主要项目时>1.33过程能力充分,当不过程能力充分,当不是>1过程能力尚可,必须用>1过程能力尚可,必须用控制图或其它方法对程能力尚可,必须用控>0.67过程能力不充分,分析分散程度大的原因>0.67过程能力不充分,分过程能力不充分,分析过程能力不足,一般应停止继续加工,找出原因力不足,一般应停止继过程能力不足,一般应停止1.67≥ 1.67≥1.33≥ 1.33≥1≥1≥0.67>0.67>CpU>1.67过程能力非常充分,为提高产品质量Cp过程能力不足,一般1≥CpL>0.67过程能力不充高产品质量,对关键或主要项目可缩小公差范围;或为提高效率、降低成本而放宽波动幅度,降低设备精度等级;或键或主要项目时,放宽流动幅度;降低对原材料的要求;简化质量检验,采用抽样检验或减少检验频次或其它方法对过程进行控制和监督,以便及时发现异常波动;对产品按正常规定进行检验散程度大的原因,制订措施加以改进,在不影响产品质量的情况下,放宽公差范围,加强质量检验,进行全数检验或加工,找出原因,改进工艺,提高Cp值,否则全检,挑出不合格品提高产品质量,对关键或主要项目可缩小公差范围;或为提高效率、降低成本而放宽波动幅度,降低设备精度等级降低设备精度等级;或将精度要求特别高的零件调至该工序进行加工等检验,进行全数检验或增加检验频次度,降低设备精度等级;或将精度要求特别高的零件调至该工序进行加工等。

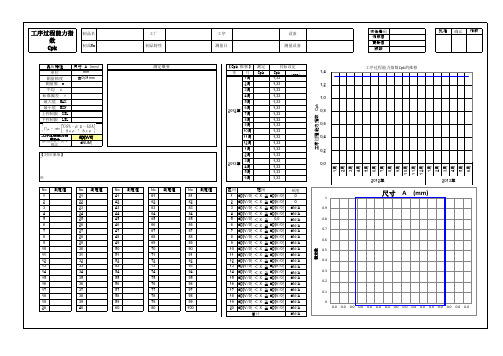

工序能力指数的计算方法:
(1)双侧偏差:(Tu、Tl)a,公差中心与分布中心重合:Cp b 不重合Cpk
(2)单侧偏差:(Tu或Tl)a,只有上侧偏差:CpTu=(Tu-x)/3σ
Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)
A++级Cpk≥2.0 特优可考虑成本的降低
A+ 级 2.0 >Cpk ≥ 1.67 优应当保持之
A 级 1.67 > Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级
B 级 1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级
C 级 1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力
D 级 0.67 >Cpk>0 不可接受其能力太差,应考虑重新整改设计制程。
一般来说,我们采取的判定基准值为Cpk ≥ 1.33。


工序能力指数CPK的计算和分析CPK的计算公式如下:CPK = min(USL - μ,μ - LSL)/(3 * σ)其中,USL为规格上限,LSL为规格下限,μ为平均值,σ为标准差。
CPK的值越大,表示工序的稳定性和可控性越强。
一般来说,CPK值大于1.33被认为是良好的,大于1.67则被认为是极好的。
而CPK值小于1则表示工序不稳定或者不可控。
CPK的分析可以从以下几个方面进行:1.变异性分析:通过计算标准差和绘制控制图来评估工序的变异性。
如果标准差较小,并且控制图上的数据点在控制界限内,则说明工序具有较小的变异性,可以认为是稳定的。
反之,则说明工序存在较大的变异性,需要进一步改进。
2.规格限值分析:通过比较规格限值和平均值,以及计算CPK值,来评估工序是否能够满足产品的规格要求。
如果CPK值大于1,则说明工序具有足够的能力满足规格要求。
如果CPK值小于1,则需要进行进一步的改进,以提高工序的能力。
3.误差源分析:通过分析工序中可能存在的误差源,找出和改进引起工序不稳定的原因。
误差源可能包括人为因素、设备问题、材料质量等。
通过改进和优化这些误差源,可以提高工序的稳定性和可控性。
4.过程能力改进:通过改进工序中的控制措施和方法,来提高工序的能力。
例如,可以采用六西格玛等质量管理工具,优化工序的流程和参数设定,以减少变异性和提高工序的能力。
总之,CPK是评估工序稳定性和可控性的重要指标,可以通过计算和分析CPK值来评估工序的能力,并通过改进控制措施和优化过程来提高工序的能力。
工序能力指数(CPK )一)工序能力和工序能力指数工序能力,是指工序在一定时间,处于控制状态(稳定状态)下的实际加工能力,它是工序固有的能力,或者说它是工序保持质量的能力。
这里所指的工序,是指操作作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程,产品质量也就是工序中的各个质量因素的起作用的综合表现。
对于任何生产过程,产品质量总是分散地存在着,若工序能力越高,则产品质量特性值的分散就会越小;若工序能力低,则产品质量特性值的分散就会越大,那么,应当用一个什么样的量来描述生产过程所造成的总分散呢?通常,都用6 (即时 )来表示工序能力:工序能力为=6 。
若用符号P 来表示工序能力,则P=6 (其中的 是处于稳定状态下的工序之标准偏差)。
工序能力与一般所说的生产能力是两个不同的概念。
前者是指质量上的能力,后者是指数量上的能力。
工序能力是表示生产过程客观存在着分散的一个参数。
但是,这个参数能否满足产品的技术要求(公差、规格等质量标准)的程度,这个参数就叫做工序能力指数,它是技术要求和工序能力的比值,即:σσμ3±σ工序能力技术要求工序能力指数=σσ当分布中心与公差中心重合时,工序能力指数记为Cp,当分布中心与公差中心偏离时,工序能力指数记为CPK,运用工序能力指数,可以帮助我们掌握生产过程的质量水平。
二)工序能力指数的判断工序的质量水平按Cp值可以划分为5个等级。
按其等级的高低,在管理上可作以下判断和处理,该表中的分级判断和处理对于CPK也同样运用。
工序能力指数的分级判断和处置参考表三)工序能力指数的计算1、在介绍工序能力指数计算以前,先介绍一下平均值和标准偏差的计算:平均值的数学表达式:标准偏差的数学表达式:在实际过程中,因为所取的数据一般较多(100个左右),这样用数学表达式来计算标准偏差十分麻烦,所以,在生产现场常得用作直方图过程中的频数表,采用两种简化的办法来求解平均值和标准偏差,这里不一一作介绍。
工序能力指数测算表序号X 1X 2X 3`X i 序号143.541.543.542.8326244.543.544.544.1727343.542.545.043.6728443.042.043.542.8329542.043.543.042.8330643.543.543.043.3331741.543.042.542.3332845.045.544.044.8333945.543.544.044.33341043.543.543.043.33351141.542.543.042.33361245.043.544.044.17371344.543.544.044.00381442.543.543.043.00391541.542.043.542.33401642.542.043.042.50411743.544.043.543.67421843.543.543.543.50431943.543.044.043.50442043.542.542.542.83452142.542.542.042.33462243.543.043.543.33472342.543.044.043.17482443.544.045.044.17492543.545.543.044.0050k=数据 处理参数计算能力指数计算及判断样本容量n 50标准差s 0.02CP=上控制限UCL45.17下控制限LCL 数据最大值44.83数据最小值上公差限USL46.00下公差限LSL 分布中心X43.50公差范围T 工序名称回火试验设测量项目硬度质量特性XXXXXXXX有限公司产品型号XX 名称测算表X 1X 2X 3`X i 备注43.543.544.543.8343.542.543.043.0045.044.543.544.3343.543.543.543.5043.542.543.543.1744.543.543.543.8342.543.544.043.3344.543.544.044.0043.543.044.043.5043.043.543.543.3342.042.543.542.6743.543.543.543.5043.543.543.543.5042.543.544.043.3345.043.543.043.8343.543.043.543.3345.043.544.044.1744.543.544.544.1742.543.543.543.1743.543.543.543.5043.043.542.543.0043.543.043.543.3345.043.544.544.3343.544.043.543.6742.544.044.043.50平均硬度43.440.591.4241.8142.3341.00 5.00验设备HR-150A洛氏硬度计量特性值41~46HRC □ OTS □ Pre-launch □ Production 名称XX1.38满足使用,能力良好,状态稳定。