三通管三种做法
- 格式:ppt
- 大小:9.37 MB
- 文档页数:44


圆管三通的切口技巧
圆管三通是一种常见的管道连接件,切口技巧主要包括以下几种方法:
- 纸片画圆法:找一个薄点的纸片,在纸片的中间开一个圆洞,直径跟圆管的内径尺寸一样。
把它贴着管子表面要开三通的位置,按纸片的圆的轨迹划个圆在管子上,然后在管子上划圆的地方开口即可。
- 软件绘制法:以柏楚为例,具体步骤如下:
- 点击绘制零件,选择【主管】下拉菜单中的【圆管】作为三通的横管。
- 应用后点击【支管】,对主管进行拉伸切除,填写半径数值。
通过【Y值调整支管要放置的位置。
- 点击【生成坡口】,在操作界面手动框选圆孔。
- 然后点击添加坡口,选择V型上坡口,调整截面参数后点击确定。
- 选中坡口,点击ab轴法向量微调,a轴叠加总量45度,点击确定。
不同类型的圆管三通可能需要采用不同的切口技巧,具体操作应根据实际情况选择。
如果需要更详细的信息,可以咨询专业的管道切割师傅或查阅相关的切割操作手册。
三通管放样加工制作三通管是用于管道分支、分流处的管件,按主管与分支管的同异分为同径三通和异径三通,按分支管轴线与主管轴线的夹角(α)分为正交三通(α=90°)和斜交三通(α<90°)。
图1-1为三通管的投影图。
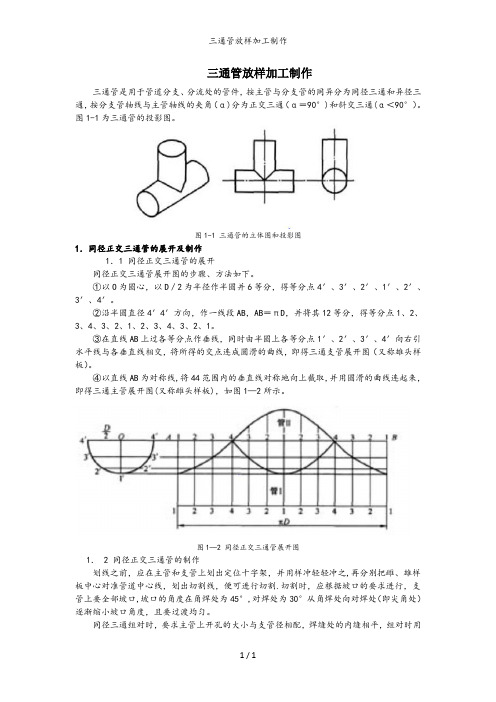
图1-1 三通管的立体图和投影图1.同径正交三通管的展开及制作1.1 同径正交三通管的展开同径正交三通管展开图的步骤、方法如下。
①以O为圆心,以D/2为半径作半圆并6等分,得等分点4′、3′、2′、1′、2′、3′、4′。
②沿半圆直径4′4′方向,作一线段AB,AB=πD,并将其12等分,得等分点1、2、3、4、3、2、1、2、3、4、3、2、1。
③在直线AB上过各等分点作垂线,同时由半圆上各等分点1′、2′、3′、4′向右引水平线与各垂直线相交,将所得的交点连成圆滑的曲线,即得三通支管展开图(又称雄头样板)。
④以直线AB为对称线,将44范围内的垂直线对称地向上截取,并用圆滑的曲线连起来,即得三通主管展开图(又称雌头样板),如图1—2所示。
图1—2 同径正交三通管展开图1. 2 同径正交三通管的制作划线之前,应在主管和支管上划出定位十字架,并用样冲轻轻冲之,再分别把雌、雄样板中心对准管道中心线,划出切割线,便可进行切割.切割时,应根据坡口的要求进行,支管上要全部坡口,坡口的角度在角焊处为45°,对焊处为30°从角焊处向对焊处(即尖角处)逐渐缩小坡口角度,且要过渡均匀。
同径三通组对时,要求主管上开孔的大小与支管径相配,焊缝处的内缝相平,组对时用宽座角尺校正支管与主管间的角度为90°,然后点焊固定,最后进行焊接。
2.异径正交三通管的展开及制作异径正交三通管也称异径正三通,简称异径三通,图1—3为异径三通的立体图和投影图。
2.1 异径正交三通管的展开异径正交三通管的展开步骤、方法如下(见图1—4)。
图1—3 异径正交三通管的立体图与投影图图1—4 异径正交三通管的展开①根据主管(管Ⅱ)及支管(管Ⅰ)的外径在一根垂直轴线上画出大小不同的两圆(将主管画成半圆,因支管与主管连接仅在上半圆)。

水管三通的接法水管三通是一种用于将水管连接在一起的管件,其主要功能是将一个管道分成两个或更多个管道,以便将水流引入不同的方向或位置。
水管三通的接法有多种,下面将介绍其中常见的几种接法。
1. 直角三通接法直角三通是最常见的水管三通接法之一,它的形状像一个字母“T”。
在这种接法中,三个水管的连接角度为90度,其中一个水管与另外两个水管垂直相交。
这种接法通常用于将水流引入不同的方向,例如将水流引入两个不同的水龙头或喷头。
2. Y型三通接法Y型三通是另一种常见的水管三通接法,它的形状像一个字母“Y”。
在这种接法中,三个水管的连接角度为120度,其中两个水管与另外一个水管相交。
这种接法通常用于将水流引入两个不同的方向,例如将水流引入两个不同的水龙头或喷头。
3. X型三通接法X型三通是一种比较少见的水管三通接法,它的形状像一个字母“X”。
在这种接法中,四个水管的连接角度为90度,其中两个水管与另外两个水管相交。
这种接法通常用于将水流引入四个不同的方向,例如将水流引入四个不同的水龙头或喷头。
4. T型三通接法T型三通是一种比较少见的水管三通接法,它的形状像一个字母“T”。
在这种接法中,三个水管的连接角度为90度,其中一个水管与另外两个水管平行相交。
这种接法通常用于将水流引入两个不同的方向,例如将水流引入两个不同的水龙头或喷头,同时还可以连接一个水管。
5. L型三通接法L型三通是一种比较少见的水管三通接法,它的形状像一个字母“L”。
在这种接法中,三个水管的连接角度为90度,其中一个水管与另外两个水管垂直相交,另一个水管与另外两个水管平行相交。
这种接法通常用于将水流引入两个不同的方向,例如将水流引入两个不同的水龙头或喷头,同时还可以连接一个水管。
总之,水管三通的接法有多种,每种接法都有其特定的用途和优点。
在选择水管三通接法时,需要根据具体的情况和需要选择最合适的接法。


三通管放样加工制作固定,最后进行焊接。
2.异径正交三通管的展开及制作异径正交三通管也称异径正三通,简称异径三通,图1—3为异径三通的立体图和投影图。
2.1 异径正交三通管的展开异径正交三通管的展开步骤、方法如下(见图1—4)。
图1—3 异径正交三通管的立体图与投影图图1—4 异径正交三通管的展开①根据主管(管Ⅱ)及支管(管Ⅰ)的外径在一根垂直轴线上画出大小不同的两圆(将主管画成半圆,因支管与主管连接仅在上半圆)。
②将支管半圆6等分,得交点4、3、2、1、2、3、4,再从各等分点作支管轴线的平行线,与主管圆弧交于4′、3′、2′、1′、2′、3′、4′各点。
③沿直管直径44线的水平方向作一水平线段AB,AB=πD(D为支管管径),并将其12等分,得各分点1、2、3、4、3、2、1、2、3、4、3、2、1各点。
④由直线AB上的各等分点作垂直引下线,然后由主管圆弧上各交点向右引水平线,对应相交于各点,用圆滑的曲线把各相交点连接起来,即得支管展开图(又称雄头样板)。
⑤再延长支管圆中心线的垂线,将此垂线的某一点定为1°,在此直线上以1°为中心,上下对称量取主管圆弧上的弧长,得交点1°、2°、3°、4°,通过这些点作支管圆中心垂线的垂直线。
⑥过支管与主管圆弧的各相交点4′、3′、2′、1′、2′、3′、4′作支管圆中心垂线的平行线,对应相交于各点,用圆滑的曲线将各相交点连接起来,即得三通主管展开图(又称雌头样板)。
2.2 异径正交三通管的制作划线之前,应先在主管和支管上划出定位十字线,并用样冲轻轻冲之,分别把雄、雌样板中心对准管道中心线划出割线,然后即可进行切割,组对时应用宽座角尺校正支管与主管的角度为90°,支管管端应与主管内壁相平,支管不得伸入主管管腔内。
3.同径斜交三通管的展开及制作同径斜交三通管简称同径斜三通,图1—5为同径斜三通的立体图和投影图。
圆管三通的制作方法圆管三通是一种常见的管道连接件,其结构具有三个开口,分别连接三根管子。
圆管三通的制作方法比较简单,但是需要严格按照相关的工艺要求进行制作,保证其质量和安全性。
本文将详细介绍圆管三通的制作方法。
一、圆管三通的材料选择圆管三通的材料选择应根据具体的使用环境和要求进行选择。
常见的材料有碳钢、不锈钢、合金钢、铸铁等。
其中,碳钢的强度较高,适用于一些高压的场合;不锈钢具有耐腐蚀性能,适用于一些腐蚀性较强的介质;合金钢具有高温强度较高,适用于一些高温场合;铸铁的成本较低,适用于一些一般的场合。
二、圆管三通的制作工艺流程1、材料准备首先,需要准备好所需的材料,包括圆管、弯头、三通等。
材料的质量应符合国家标准和使用要求。
2、切割将所需长度的圆管、弯头等材料进行切割,切割时应注意切割面的平整度和垂直度,以免影响后续的加工。
3、加工三通将切割好的圆管和弯头进行组合,利用专用的三通成型机进行加工,将其成型为三通。
加工时应注意加工压力和速度的控制,以免影响成型质量。
4、焊接将加工好的三通和其他管子进行焊接,焊接时应注意焊接面的清洁和平整度,以免影响焊接质量。
焊接时应按照相应的工艺要求进行,如预热、焊接参数控制等。
5、表面处理焊接完成后,需要对焊接处进行表面处理,如打磨、喷漆等。
表面处理的目的是美观、防锈、防腐蚀等。
6、质量检验最后,需要对制作好的圆管三通进行质量检验,检查其尺寸、外观、焊接质量等。
检验合格后才能进行包装和运输。
三、圆管三通的应用场合圆管三通广泛应用于各种管道系统中,如化工、石油、天然气、船舶、建筑等领域。
其主要作用是连接三根管子,使管道系统达到分流、合流、转向等功能。
四、圆管三通的注意事项1、制作圆管三通时应注意材料选择和加工工艺,以保证其质量和安全性。
2、在使用圆管三通时应注意其使用环境和介质,选择合适的材料和型号。
3、圆管三通的安装应按照相应的安装要求进行,如焊接质量、密封性等。
4、圆管三通的维护保养应定期进行,如清洗、涂漆等。
三通管焊接技术方法
三通管焊接技术方法主要包括以下步骤:
1. 定位焊:用钢筋将三通主、支管对称四点进行定位焊,焊前采用相应的预热措施,焊接过程中始终保持预热温度。
2. 分段对称焊法:采用分段对称焊法,层间接头要错开。
3. 角焊缝处理:角焊缝应焊成凹形表面,以利加固筋紧贴在管壁上和减少应力集中系数。
4. 焊缝检查:在加固筋焊接前,应对焊缝进行检查,确保焊缝合格。
5. 热处理:在焊接完成后,对三通管进行热处理,以消除焊接应力,提高焊接接头的机械性能。
6. 无损检测:对焊接完成的接头进行无损检测,以确保焊接质量。
请注意,不同的三通管焊接方法可能存在差异,具体操作时应参照相应工艺规程和焊接工艺评定要求进行。
同时,为确保焊接质量,焊接操作人员必须经过专业培训并取得相应资格认证。
三通管件的加工方法三通管件是一种重要的管道元件,广泛应用于管道系统中。
其加工方法包括以下几种:1.铸造法铸造法是利用铸造工艺将金属熔化后浇入模具中,待其冷却凝固后形成管件的方法。
根据铸造工艺的不同,可分为砂型铸造、金属型铸造、压力铸造等。
铸造法的优点是适用范围广、生产成本低、可制造复杂形状的管件等。
但需要注意的是,铸造过程中会产生气孔、缩松等缺陷,需要采取相应的质量控制措施。
2.锻造法锻造法是利用锻锤或压力机等设备对金属坯料进行打击、挤压,使其发生塑性变形,从而形成所需形状和尺寸的管件的方法。
锻造法可分为自由锻、模锻、胎模锻等。
锻造法的优点是可制造高强度、高耐压、高精度的管件,同时可以提高金属的力学性能和稳定性。
但需要注意的是,锻造法的生产成本较高,需要使用昂贵的锻造设备和熟练的操作人员。
3.切割法切割法是利用切割设备将金属材料切割成所需形状和尺寸的管件的方法。
切割法可分为火焰切割、等离子切割、激光切割等。
切割法的优点是操作简便、切割精度高、适用于各种金属材料的切割。
但需要注意的是,切割后的管件表面可能会存在氧化皮、毛刺等缺陷,需要进行清理和修整。
4.焊接法焊接法是利用焊接设备将两个或多个金属管件焊接在一起,形成所需形状和尺寸的管件的方法。
焊接法可分为电弧焊、氩弧焊、激光焊等。
焊接法的优点是操作简便、连接可靠、适用于各种金属材料的焊接。
但需要注意的是,焊接过程中会产生热应力、变形等缺陷,需要采取相应的质量控制措施。
5.机械加工法机械加工法是利用机床、刀具等机械设备对金属材料进行切削、车削、铣削、磨削等加工操作,从而形成所需形状和尺寸的管件的方法。
机械加工法可分为车削加工、铣削加工、钻孔加工等。
机械加工法的优点是加工精度高、生产效率高、适用于大批量生产。
但需要注意的是,机械加工法的生产成本较高,需要使用昂贵的机械设备和熟练的操作人员。
6.表面处理法表面处理法是通过对金属管件表面进行处理,以达到防腐蚀、抗氧化、美观等目的的方法。