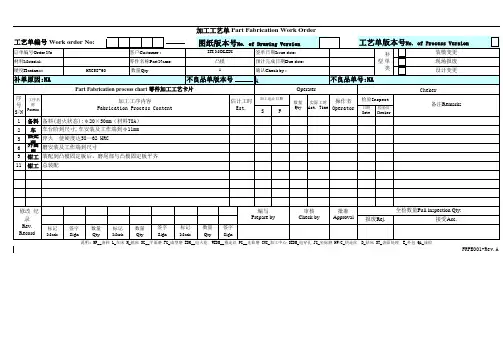
CNC加工工艺单
- 格式:xls
- 大小:54.00 KB
- 文档页数:3
操作者必须熟悉加工中心操作使用手册和机床性能,并有实际操作的经验,熟悉加工工艺流程,才具备操作CNC加工中心的资格。
一、开机前准备:1.机床在每次开机或机床按急停复位后,首先回机床参考零位(即回零),使机床对其以后的操作有一个基准位置。
2.装夹工件:3.工件装夹前要先清洁好各表面,不能粘有油污、铁屑和灰尘,并用锉刀(或油石)去掉工件表面的毛刺。
4.装夹用的夹具等高铁一定要经磨床磨平各表面,使其光滑、平整。
码铁、螺母一定要坚固,能可靠地夹紧工件,对一些难装夹的小工件可直接夹紧在虎钳上。
5.机床工作台应清洁干净,无铁屑、灰尘、油污。
6.锁板加工时,垫铁一般放在工件的四角,对跨度过大的工件须要在中间加放等高垫铁,以防止变形。
7.根据图纸的尺寸,使用卡尺检查工件的长宽高是否合格。
8.装夹工件时,根据编程作业指导书的装夹摆放方式,要考虑避开加工的部位和在加工中刀头可能碰到夹具的情况。
9.工件摆放在垫铁上以后,就要根据图纸要求对工件基准面进行拉表,工件长度方向误差小于0.02mm,顶面X、Y方向水平误差小于0.05mm。
对于已经六面都磨好的工件要校检其垂直度是否合格。
10.工件拉表完毕后一定要拧紧螺母,以防止装夹不牢固而使工件在加工中移位的现象。
11.再拉表一次,确定夹紧好后误差不超差。
12.工件碰数:对装夹好的工件可利用碰数头进行碰数定加工参考零位,碰数头可用光电式和机械式百分表三种,碰边方法有分中碰数和单边碰数两种,分中碰数步骤如下:碰数方法:光电式静止,机械式转速450~600rpm。
一、光电式:分中碰数手动移动工作台X轴,使碰数头碰工件一侧面,当碰数头刚碰到工件使红灯亮时,就设定这点的相对坐标值为零;再手动移动工作台X轴使碰数头碰工件的另一侧面,当碰数头刚碰上工件时记下这时的相对坐标。
二.机械式:分中碰数手动移动工作台X轴,使碰数头碰工件一侧面,当碰数头与工件发生偏心时,就设定这点的相对坐标值为零;再手动移动工作台X轴使碰数头碰工件的另一侧面,当碰数头与工件发生偏心时记下这时的相对坐标三.百分表:对于特殊工件无法使用前两种时,首先把百分表固定在主轴上一点,以此点为圆心,百分表力臂为半径,手动旋转主轴,并移动X轴到合适的位置,使百分表表针分别在工件左边和右边显示相同的数,以取得其中心数。
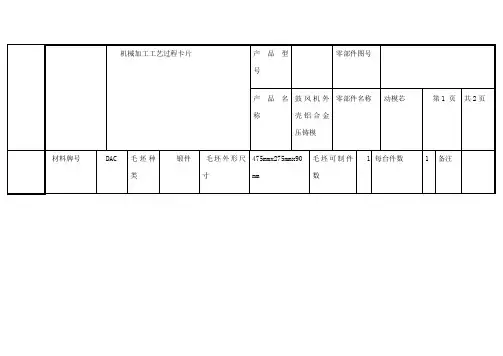
24条CNC模具加工工艺标准:模仁、镶件、斜顶、滑块等1. 工艺员编工艺卡工艺员编工艺卡时要在工艺卡中详细注明加工预留量、预留量的方位、粗糙度要求及注意事项。
加工工艺流程卡编写原则:在能保证精度、质量的前提下,优先采用加工效率高的设备。
铣床、CNC、磨床的加工效率比线切割、电脉冲要快,尤其是电脉冲加工效率最慢。
图纸上的尺寸不能随意更改(只有技术员能改)。
2. 加工预留量原则需要热处理加工的工件,热处理前外形备料尺寸单边加0.25mm的磨床余量,模仁、镶件需要CNC粗加工的部分,单边预留余量0.2mm,钳工铣床粗铣外形单边预留余量0.3-0.5mm,线割后需要磨床加工的工件,成型部位单边预留0.05mm,外形开粗单边预留0.1mm的磨削余量;CNC精加工、电脉冲后要镜面抛光,单边留0.03mm的抛光余量。
3. 加工精度要求模具尺寸的制造精度应在0.005~0.02mm范围内;垂直度要求在0.01~0.02mm范围内;同轴度要求在0.01~0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01~0.03mm范围内。
合模后,分型面之间的间隙小于所成型塑料的溢边值。
其余模板配合面的平行度要求在0.01~0.02mm范围内;固定部分的配合精度一般选用0.01~0.02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边0.01~0.02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种。
注意:镜面上如有做了挂靠台阶的镶件,配合不能太紧,否则在镶件从正面往后退敲打时,用来敲打的工具易碰坏镜面,如不影响产品尺寸,可取双边0.01~0.02mm的间隙配合。
4. CNC拆电极的原则模具型腔型芯应先拆外观主体电极,再拆其他主体电极,最后拆局部电极;定模外观电极要考虑整体加工,对CNC清角不到的地方,采用线切割清角,以便定模外观面完整,无接痕;动模深度相差不大的加强筋、筋片、柱子能一起加工的尽量做在一个电极上;比较深的筋片要做镶件,要单独做电极侧打,以防电脉冲时积碳;动模电极尽量不要CNC铣好之后还要线切割清角,如要,应将电极分解拆开或直接采用线切割;动模的筋部和筋位或者柱子的间隔超过35mm,应当分开做,节约铜料。
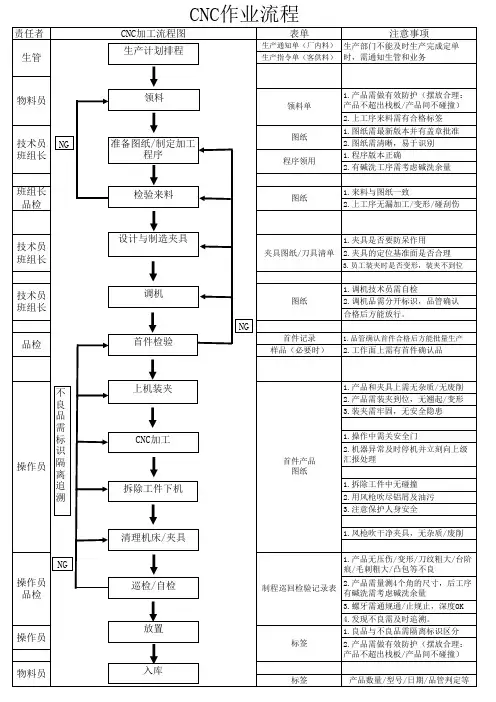
CNC加工工艺流程解读首先,CNC加工工艺流程的第一步是确定零件的工艺要求。
包括零件的尺寸精度、表面粗糙度、材料等要求。
这一步通常由设计师和工艺工程师共同确定,以保证加工后的零件能够满足设计要求。
第二步是进行零件的CAD设计。
设计师利用计算机软件进行三维建模,确定零件的几何形状和尺寸。
在设计中,还需要考虑到加工后的零件与其他零部件的装配要求。
第三步是进行CNC编程。
根据零件的CAD模型,编写CNC程序,包括切削路径、切削速度、进给速度等信息。
编程时需要考虑到机床的具体加工能力和加工工艺要求,以保证零件能够满足要求。
第四步是进行机床设备设置和装夹。
根据零件的尺寸、材料和加工要求,选择合适的数控机床进行加工。
然后将零件装入机床的夹具中,以保证零件在加工过程中的稳定性和精度。
第五步是进行数控机床的调试和试切。
在开始正式加工之前,需要对数控机床进行调试,并进行试切加工。
通过调试和试切,可以确定加工过程中的参数设置是否合适,以及机床和刀具是否正常运行。
第六步是进行零件的CNC加工。
在开始加工之前,操作员需要将编写好的CNC程序输入机床控制系统,并进行相关设置。
然后启动机床,使零件按照程序进行加工。
在加工过程中,操作员需要随时监控机床和刀具的状态,以及加工过程中仪表的指示。
最后一步是进行零件的检验和修整。
在零件加工完成后,需要对零件进行检验。
通过测量工具和设备对加工后的零件进行尺寸和表面精度的检测。
如果发现有不合格的情况,需要进行修整,直到零件满足要求。
总结起来,CNC加工工艺流程包括确定工艺要求、CAD设计、CNC编程、机床设备设置和装夹、机床调试和试切、零件加工,以及零件检验和修整。
通过这个流程,可以确保CNC加工的高效、精确和质量。
模具CNC加工工艺_模具CNC加工工艺有哪些说到模具的工艺加工,就离不开CNC机床,那么你对模具CNC 加工工艺有哪些有兴趣吗?下面由店铺向你推荐模具CNC加工工艺分析,希望你满意。
模具CNC加工工艺一、前模仁1. 热唧咀位①有装配要求的尺寸要按数做准。
②平面:加工程序依照尺寸数做准,CNC操作员按照图纸尺寸的公差校表测数。
③侧边:加工程序开补偿,单边留0.02mm余量试配, 操作员用针规紧配,公差保证单边在0.015~0.005mm内, 其它尺寸照3D图档的尺寸数做准。
2. 镶件扣位镶件扣位的侧边需依程序加工,按照尺寸做准;而镶件扣位的深度(Z值)按照尺寸数做准,操作员用校表测深度,公差要求锣深0.01mm。
3. 胶位尺寸所有胶位的精加工程序单边需留0.02mm(特殊情况例外),有火花纹要求的单边留0.15mm,用来加工EDM纹。
4. 插穿、碰穿位正常情况下,前模仁锣准尺寸,后模仁留余量。
5. 边锁位边锁位的底部深度(Z值)做准尺寸,而边锁位的侧边加工程序需开补偿单边留0.02mm试配,操作员按照图尺寸紧配,公差保证单边0.015~0.005mm内。
二、后模仁1. 行位槽行位槽的深度(Z值)需依照图纸尺寸数做准,操作员按照图纸公差用较表测数,而行位槽两侧按照图纸尺寸加工,程序加工需开补偿单边留0.02mm余量试配,操作员用块规紧配,公差保证单边0.015~0.005mm内。
2. 镶件扣位镶件扣位侧边需按照图纸尺寸数做准,而底部的深度(Z值)都按照尺寸数做准,操作员用校表测数,公差要求锣深0.01mm。
3. 模框孔位(藏CORE位)编程员做光刀程序,需开补偿单边留0.02mm余量,开补偿操作员按照图纸尺寸数测量,单边锣大0.005~0.01mm,方便装配。
4. 胶位尺寸所有胶位精加工留余量0.02mm(特殊要求例外)。
5. 插穿、碰穿位正常情况下后模需多留+0.02~0mm余量,后模仁配行位的位置需按照尺寸数做准,而行位相配后模仁的位置需多留余量。