丰田喷气织机-按扭和信号灯
- 格式:pdf
- 大小:923.45 KB
- 文档页数:16
丰田喷气织机电气原理丰田喷气织机电气我公司的丰田喷气织机有JAT600、JAT610、JAT710三种机型,丰田JAT600只有两个储纬器、单臂、全凸轮,所以丰田600系列织布的工艺有很大的局限性,有色布品种极有限。
丰田610在很大程度上弥补了以上的几点不足,改为四储纬器和六储纬器,综框牵引不再是单一的机械传动(凸轮)方式,采用了电子驱动和凸轮传动两种方式。
丰田710织机在610的基础上,速度有了更大的提高。
丰田喷气织机主要有以下几个大的部分构成:送经装置、开口装置、布边形成、卷取装置、引纬装置、打纬装置、探测装置和电气控制装置(电气装置、电气控制系统和电子多臂),本篇还谈谈电子多臂机和双经轴送经的一些相关内容。
⒈送经装置(单经轴织机)电动送经装置是根据张力传感器检测出张力罗拉上的经纱张力计算与经纱张力的差值,控制交流伺服马达的送经速度(张和传感器安装在织机右侧)。
以确保经纱的运送和经纱张力维持在一定的范围之内。
交流伺服马达通过减速器驱动固定在经轴齿轮上的经轴,送出经纱。
但根据所送纱质特点又分为积极平稳(短纤维)和消极平稳(长丝),以缓和经纱开闭口所产生的经纱张力变动。
支承两端张力罗拉的驱支站稳杆,随着平稳传动杆朝织机的前送经装置、后梁运动的摆动来调整张力后梁的姿态。
⒉开口装置(消极凸轮开口装置)主马达的旋转,传动织机右侧的驱动轮,由其外侧的定时皮带传动齿轮系列,驱动踏盘凸轮旋转,凸轮的旋转踏动踏综杆,索动钢丝绳,带动与钢丝绳边接的综框上下运动,综框带动综丝和经纱上下运动为投纬做好准备。
上部弹簧的张力由吊综杆钢丝绳传导,通过踏杆使踏综杆上的踏综轮与踏盘凸轮的表面接压。
曲柄梭口装置是专门用于平纺编织而设计的。
主电机的转动是通过RH和RL传动的,各个带有外盒的偏心盘带动边杆、主踏盘板次踏板杆。
因此,综框联接通丝杆(松紧螺旋扣)的上下运动。
曲柄梭口装置有下列二种型号。
单项调谐的曲柄梭口装--置种装置在上下梭口都没有固定的曲柄转动角,因而适合高速织机,然而短纤纱织物的表面质地较差。
丰田喷气织机操作盘说明一、操作盘概述丰田喷气织机的操作盘位于机器的控制面板上,是控制织机运行的重要部件。
通过操作盘上的各种功能按钮和控制器,操作人员可以进行各种设置和调整,确保织机的正常运行。
本文将详细介绍丰田喷气织机操作盘上的各个部分及其功能和使用方法。
二、操作盘部件介绍1. 电源开关:位于操作盘的左侧,用于开启或关闭织机的电源。
在操作织机之前,请确保电源开关处于关闭状态,并在使用后立即关闭电源。
2. 主电动机控制器:位于操作盘正中央,用于调节织机的主电动机的转速。
通过旋转控制器,可以改变织机运行时主电机的转速。
3. 弹力控制器:位于主电动机控制器的下方,用于调节织机的弹力大小。
通过旋转控制器,可以改变织机运行时的弹力大小,以适应不同的织物材料和要求。
4. 运行模式按钮:位于操作盘的右侧,包括自动模式和手动模式两个按钮。
自动模式下,织机将按照设定好的参数自动运行;手动模式下,可以通过其他按钮进行单独控制。
5. 速度调节按钮:位于运行模式按钮下方,用于调节织机的运行速度。
通过点击加号或减号按钮,可以增加或减少织机的运行速度。
6. 喷气控制按钮:位于操作盘的右下方,用于控制织机进行喷气操作。
通过点击喷气控制按钮,可以使织机实现喷气功能。
7. 故障报警灯:位于操作盘的右上方,当织机出现故障时,该灯将亮起。
操作人员在正常运行过程中,应时刻关注该指示灯的状态,确保织机的正常运行。
三、操作盘功能和使用方法1. 开机与关机开机前,请确保电源开关处于关闭状态。
然后按下电源开关,织机将启动,并准备进入待机模式。
在织机使用完毕后,务必关闭电源开关,以确保织机的安全和稳定运行。
2. 主电动机转速调节通过旋转主电动机控制器,可以实现织机运行时主电机转速的调节。
根据织物材料和生产需求,通过适当调整转速,可以获得最佳的织造效果。
3. 弹力调节通过旋转弹力控制器,可以改变织机行进时的弹力大小。
不同的织物材料对弹力的要求不同,通过调节弹力大小,可以确保织机的运行平稳,织成的织物质量更好。
基本操作说明书襄轴短圆柱满滚子装配线工程号:JC20137201宁波江辰自动化装备有限公司目录1.安全注意事项 (3)2.操作面板 (4)2-1.操作面板外形图2-2.操作面板及信号灯的说明3.运行准备 (6)3-1.开机操作3-2.关机操作3-3. 运行准备4.手动运行 (7)4-1. 手动运行顺序4-2.手动运行流程5.自动运行 (8)5-1.自动运行顺序5-2.自动动运行流程5-3.自动运行停止6.复位运行 (10)7.触摸屏操作 (11)7-1.首页7-2.自动状态画面7-3.手动操作画面7-4.工艺设置画面7-5.输入输出监控画面7-6.系统设置画面7-7. 报警画面1.安全注意事项本说明书包含确保使用者的安全与灵活使用设备的内容,在使用设备前,请务必熟悉本说明书的相关内容后再使用。
1)在通电源、气源及液压类前,请确认设备保护区域内是否有人。
2)设备运行中,请注意操作区域内,禁止进入或其他障碍物的投入。
3)设备保修点检时,请将设备停止运行,切断电源、气源和液压的供给,确保安全后点检。
4)设备的运行与停止,请按本说明书所说明的顺序进行操作。
5)请定期检查设备的状态,确认各部位是否有水及灰尘等,去除对设备运行有障碍的异物。
6)清理设备时,禁止使用水和化学药品等,请使用柔软的海绵或软刷等。
2.操作面板及警示灯2-1操作面板及警示灯外形图1234652-2操作面板及警示灯简介:1手动自动旋钮:可选择自动和手动两种状态。
自动状态即需设备自动运行的状态,如需设备作自动运行,此开关必须处于自动状态位置。
手动状态一般为对设备作手动调整时使用,如需对设备的某一个工位进行手动的调整,此开关必须处于手动状态。
2启动停止按钮:当设备的各个工位都在原位,而手动自动开关又处于自动状态时,按下该按钮,设备即进入自动运行状态。
同样的,设备在正常运作过程中如需停机,按一次该按钮,设备在做完一个循环动作后即停止。
此按钮为一个点动式启动和停止同控按钮。
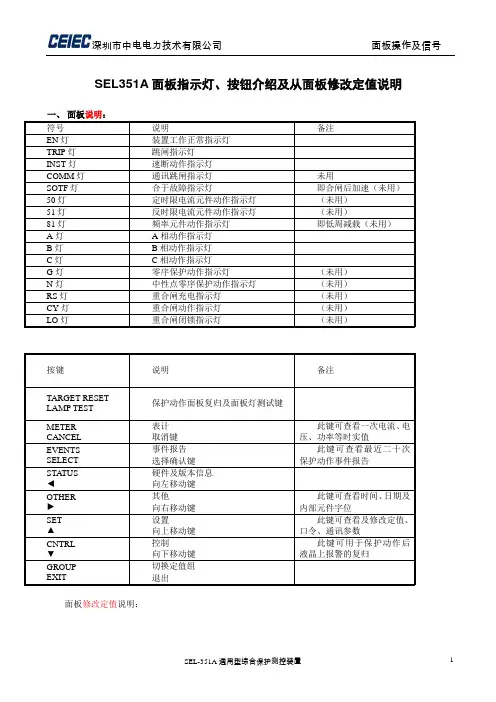
SEL351A面板指示灯、按钮介绍及从面板修改定值说明一、面板说明:面板修改定值说明:面板按键图示按SET(▲)键,屏幕出现GROUP PORT等字符,光标在GROUP下方;按EVENTS(SELECT)键,屏幕出现GROUP 1 2 3 4 5 6,光标在1下方;按EVENTS(SELECT)键,屏幕出现SHOW SET,光标在SHOW下方,再按OTHER(►)将光标移至SET下方;按EVENTS(SELECT)键,屏幕出现PASSWORD ABCDEF,光标在A下方;按SET(▲)键多次,直至A变成T。
再按OTHER(►)将光标移至B下方,按CNTRL(▼)键一次,使B变成A。
同样,将C D E F变成I L 空白空白(A前面即为空白)。
此时面板显示PASSWORD TAIL ;按EVENTS(SELECT)键,会看到面板EN等灭了一下,并听到一声轻微的“咔嗒”声,再按CNTRL (▼)便可看到定值CTR 15(15为举例值);当按CNTRL(▼)至出现需要修改的定值时,按EVENTS(SELECT)会在定值下方出现光标,再按SET(▲)、CNTRL(▼)、STA TUS(◄)、OTHER(►)键修改到所需的值,改完后再按EVENTS(SELECT)确认,再用同样方法修改下一个定值;当全部定值修改完后,按GROUP(EXIT)键,屏幕出现SA VE CHANGE?YES NO,再按EVENTS (SELECT)键,此时也会看到面板EN等灭了一下,并听到一声轻微的“咔嗒”,定值修改就全部完成了。
注:SEL351A定值清单的前209行(ROW 1~ROW209)均可从面板修改(这209行包括了所有的定值,但不包括逻辑部分);剩下的逻辑部分从面板修改不了,必须通过上位机软件修改(一般说来,投运后逻辑部分基本不会改变,可能会改变的仅是定值)。
如需要修改定值,请参照SEL351A定值清单的注释以及上面的说明从SEL351A面板上进行修改。
---------------------------------------------------------------最新资料推荐------------------------------------------------------喷雾机ST说明书●不可在机械运行中进行修护及保养工作请勿在机械运转中进行修护、保养工作。
在从事修护、保养工作前,请先切断电源开关。
警告●作业时请穿着工作服作业时穿着确切之工作服,过大或不确切之衣着有遭机械入之危险。
●请勿改造请勿改造机械,改造机械所发生的事故本公司一概不负责。
●接地为防止感电情形发生,请确实作好第三类接地工事。
●请勿打开控制箱之盖子控制箱内部有高压电路,为防有感电疑虑,请勿打开控制箱的保护盖。
●请勿接触运转中之机械请勿接触运转中之机械,机械运转中可能发生撞击及造成人身伤害事故。
●停电频繁时请停止机械运转雷击、停电频繁等电源异常时,请停止机械运转。
注意●明确监督责任者为了防止在手动调整时,因安全确认不足而引致操作错误的事故,在二人以上作业的状况下,请确立监督责任者。
31/ 18●详阅本说明书请详阅本说明书,充分了解事项,遵守说明书指示操作。
●确保维修、保养空间确保安全运转,请至少预留 1 公尺以上的空间,此范围内请勿放置任何杂物。
●整理整顿机械周围请经常整理整顿,并充分照明。
●确实保养、检查工作请确实执行每日的保养、检查工作,如有故障情况请迅速联络本公司。
●异常、故障发生时若认为有异常或故障的情况下,请依本司技术人员的指示作调整。
●操作中请勿以沾满油污或潮湿的手触摸操作键盘或开关。
●请勿在以下场所中使用·周围温度0℃以下、40℃以上之场所。
·腐蚀性瓦斯之场所。
·金属、碳粉等导电性粉尘过多之场所。
·会产生强磁场、强电场之处。
·多露水之场所。
·高震动的场所。
4---------------------------------------------------------------最新资料推荐------------------------------------------------------ ●作业中的表示在喷雾机可动范围内从事机体的检查、修理、调整、扫除、给油等作业时,请切断电源并标示“作业中”警告板,以防止其它作业者不经意而发生的意外事故。
目录1 电气部分概述 (3)1.1 概述 (3)1.2 功能框图 (4)1.3 人机界面 (5)2 输入和操作 (6)2.1 概述 (6)2.2 操作 (6)2.2.1 操作面板 (6)2.2.2 人机界面 (7)2.2.3 机修操作画面 (8)2.3 设置 (9)2.3.1 参数设置部分的画面 (9)2.3.2 基本参数 (9)2.3.3 引纬部分 (9)2.3.4 喷嘴 (9)2.3.5 机修检测 (10)2.3.6 慢引纬操作 (10)2.3.7 引纬部分相关画面 (10)2.4 纬纱探测装置 (13)2.4.1 概述 (13)2.4.2 探纬器H1 (13)2.4.3 探纬器H2(选购) (13)2.4.4 传感器电缆 (13)2.4.5 探纬头 (14)2.4.6 探纬系统基板 (14)2.4.7 H1、H2定时的设定 (14)2.4.8 常用的处理办法 (15)2.4.9 常见故障的调试步骤 (16)2.5 APF(自动对梭口) (16)2.5.1 概述 (16)2.5.2 织机停止时的自动反转 (16)2.6 经向检测停车部分 (18)2.6.1 概述 (18)2.6.2 经向检测相关画面 (19)2.7 班次切换时间的设置 (20)2.8 动力部分 (20)2.8.1 电磁制动器 (20)2.8.2 主电机控制 (21)3 维护保全 (22)3.1 定期检查和维护 (22)3.1.1 电气装备维护的注意事项 (22)3.1.2 日常检查 (23)3.1.3 定期检查 (23)3.1.4 问题解决方法 (23)3.1.5 周边环境与织机电气故障的关联 (23)3.2 检查操作 (23)3.2.1 检查四色灯 (23)3.2.2 正转时的故障及问题解决方法 (24)3.2.3 反转时的故障及问题解决方法 (25)3.2.4 运行启动时的故障及问题解决方法. (25)3.3 人机界面更换 (25)3.4 驱动部分 (26)3.4.1 主电机 (26)3.4.2 编码器 (26)3.4.3 制动线圈过热 (26)3.4.4 制动器的电压与控制器 (26)3.4.5 制动器故障及解决办法 (26)3.4.6 接地 (26)3.4.7 热保护开关 (26)3.5 测量和储纱部分 (27)3.6 绞边装置 (28)3.6.1 传感器检查 (28)3.6.2 传感器故障和如何更换 (28)3.7 经纱问题部分 (28)3.7.1 停经片检查 (28)3.8 探纬部分 (29)3.8.1 如果探纬头H1损坏 (29)3.8.2 关于探纬头H1的误停和误探 (29)3.8.3 关于探纬头 H2 的误停和误探 (29)3.8.4 FEELER-BOARD单元的故障问题 (30)3.8.5 探纬头故障和和部件的替换: (30)3.9 各部分电源 (31)3.9.1 电源电压的测量 (31)3.9.2 检查电源线时应该注意 (31)3.10 其它维护事项 (31)3.10.1 注意: (31)3.10.2 易损件的库存 (31)3.10.3 有关于电的部分 (31)3.10.4 雷击时的检查和解决方法 (31)3.10.5 假日时设备的维护保养 (32)3.10.6 关于电气部分的维护和检查 (32)1电气部分概述1.1概述喷气控制系统由两部分组成:人机界面和控制柜,两者之间通过通讯电缆连接。
2003年 3月作成 Ver. 1.01 0.3 - 10.3 操作控制盘的详细说明0.3操作控制盘的详细说明.......................................................0.3-20.3.1表示构成和按键的操作方法...............................................0.3-3[ 1 ]表示内容..................................................................0.3-3[ 2 ]操作控制盘功能层次图............................................0.3-4[ 3 ]点击式开关的操作方法............................................0.3-5[ 3.1 ]设定画面的调出方法................................................0.3-5[ 3.2 ]设定数据的变更方法................................................0.3-6[ 4 ][ LOCK ]开关和设定锁止开关选购...................0.3-7[ 4.1 ][ LOCK ]开关..........................................................0.3-7[ 4.2 ]设置锁止开关选购............................................0.3-90.3.2OPERATOR 模式自动模式.........................................0.3-10[ 1 ]状态显示窗A...........................................................0.3-10[ 2 ]运转状况表示画面B.................................................0.3-11[ 3 ]EDP 手动操作显示窗C............................................0.3-13[ 4 ]开关类D...................................................................0.3-13[ 5 ]EDP 手动操作显示窗C 用于玻璃纤维织造........0.3-180.3.3MANAGER 模式................................................................0.3-19[ 1 ]MAIN 辅助模式........................................................0.3-19[ 2 ]COUNTER 辅助模式................................................0.3-21[ 3 ]MONITOR 辅助模式.................................................0.3-22[ 4 ]GRAPH 辅助模式.....................................................0.3-23[ 5 ]LOG 辅助模式..........................................................0.3-24[ 6 ]SHIFT 辅助模式.......................................................0.3-25[ 7 ]CLOCK 辅助模式.....................................................0.3-260.3.4FIXER 模式........................................................................0.3-27[ 1 ]MENU 辅助模式.......................................................0.3-27[ 2 ]MESSAGE 辅助模式................................................0.3-30[ 3 ]INFO 辅助模式.........................................................0.3-31[ 4 ]IFC 辅助模式............................................................0.3-31[ 5 ]DEMO PASS 辅助模式............................................0.3-31[ 6 ]VALVE 辅助模式......................................................0.3-31[ 7 ]FEELER 辅助模式...................................................0.3-32[ 8 ]WARP 辅助模式.......................................................0.3-32[ 9 ]MARK 辅助模式.......................................................0.3-32[ 10 ][ LAMP ]开关选择............................................0.3-330. 运转操作0.3 - 20.3操作控制盘的详细说明注意本说明书运用功能面板图示仅仅是为了加以说明这些图示因机器规格的不同而可能不同(1) 输入织物条件经纱纬纱机台条件后自动设定符合织物条件的各装置设定值(2) 显示停台原因和对策(3) 显示运转状态(4)使用记忆卡可将各机台的条件统一(5)操作控制盘右侧的开关有以下的功能可以使用连接英特网返回机内画面接通电源时的OPERATOR 画面通常不表示的工具栏在画面上方表示表示键盘0.3 操作控制盘的详细说明0.3 - 30.3.1表示构成和按键的操作方法[ 1 ]表示内容左图是控制盘所显示的一例画面各表示区域是一块触摸盘操作控制盘上的设定模式有OPERATOR 模式MANAGER 模式FIXER 模式三种要进入各模式时请选择左图的模式选择开关1点击进入模式选择开关1•[ OPERATOR ]开关点击这个开关就变成OPERATOR 模式这个模式表示运转中或一般停止无论哪种情况下织机的现在状态•[ MANAGER ]开关触摸此[MANAGER]开关即出现MANAGER 模式便于运转状况的监督和生产管理•[ FIXER ]开关点击这个开关就变成FIXER 模式它显示基本设定投纬段补正装置检修等辅助模式0. 运转操作0.3 - 4[ 2 ]操作控制盘功能层次图FIXER 模式运转中画面通常自动停止画面手动停止画面OPERATOR 模式自动模式状态表示窗口运转状态表示窗口产量台机保持信息机台现状能否切换EDP 手动操作窗口MAIN BEAM SETCLOTHCUT TENSIONMANUAL DECLARE INFO开关类MAIN 辅助模式COUNTER 辅助模式MONITOR 辅助模式GRAPH 辅助模式LOG 辅助模式SHIFT 辅助模式CLOCK 辅助模式MANAGER 模式MAIN 辅助模式整体菜单捷径辅助菜单可以从整体菜单里的任意菜单登录0.3 操作控制盘的详细说明0.3 - 5[ 3 ]点击式开关的操作方法在[ 1 ]叙述过操作控制盘部分的各种表示范围都是点击式开关注意•轻轻的按下触摸键操作这些键请勿用过大的力•触摸盘淋水后将破损•触摸盘上的落花灰尘要用柔软的毛刷或清洁布去清除[ 3.1 ]设定画面的调出方法举例FIXER 模式下呼出TAPO 设定画面的方法(1) 点击[ FIXER ]开关左图是总电源打开后的OPERATOR 模式画面停止中(2) 点击[ MENU ]开关注意已经表示MENU 模式时不用再点击MENU 开关(3)点击[ TAPO ]开关按以上方法就可调出左图的TAPO项目画面0. 运转操作0.3 - 6[ 3.2 ]设定数据的变更方法设定数据的变更方法如下所示(1)值输入方式把光标移至想变更的值的位置用画面下方的[ Clr ]键删除原有值用数字键输入新的值连续变更其他值时用[Next]键可以移动(2)值选择方式在点击值时候补数据象图一样表示出来进行设定变更(3)项目指定方式指定想作为项目的对象以点击检测部分来指定项目的选择或未选择操作控制盘上的项目选择时的记号为全黑的正方形(4)项目选择方式选择想作为项目的对象点击检测部分进行项目选择在选择了一个项目时其他项目自动变成未选择(5)其他窗口方式背景为黄色数字的想要变更的值一点击值数字就会移动到其他画面上去移动到的画面上表示为(1)值输入方式~(4)项目选择方式的输入画面如刚才的各个输入方式进行值的变更无论何时以点击画面右下方的[ 设定 ]来结束值的变更0.3 操作控制盘的详细说明0.3 - 7[ 4 ][ LOCK ]开关和设定锁止开关选购操作控制盘上的设定数值不需变更时处于锁定状态以防止按动错误设定数值时被消除或变更锁定方法有2种即使用控制盘的[ LOCK ]键方法和使用控制盘左下侧设定锁止开关选购方法[ 4.1 ][ LOCK ]开关(1) 点击FIXER-MENU-LOCK 开关出现左图所示画面(2)用0~9数字键输入密码出厂密码=7777按错了或要修改时用[ Clr ] 键全部删除和[ BS ]键删除最后文字进行修改(3)输入完了以后点击画面右下方的[ 设定 ]锁定顺序(1)点击[ FIXER ]-[ MENU ]-[ LOCK ]开关(2)点击出现的窗口的锁定出现左侧画面此时设定值被锁定禁止变更另外锁定的施锭/解除同样也可以从设置在画面上部的菜单右端的快捷锁定菜单来进行操作0. 运转操作0.3 - 8表示锁定用的口令号码变更(1)显示出左边的画面(2)操作功能键显示出一个键盘(3) 触摸画面中的验证密码号输入框确认输入光标在闪亮(4)从键盘输入现在的验证密码号(5) 继续输入字母chg 小写字母(6)操作功能键退出键盘(7)触摸右下的[ 设定 ](8) 显示出左边的画面(9) 触摸0-9的开关输入新的验证密码号最多8个数字(10)输入完后触摸[ 设定 ] 按错进行改正时可借助[ Clr ]键全删除和[ BS ]键最后一数字删除来进行修正(11)左边的画面显示出到此验证密码号更改完成0.3 操作控制盘的详细说明0.3 - 9[ 4.2 ]设置锁止开关选购设定锁止开关在操作盘的左侧插入钥匙1后进行操作(1)开关处于固定方向时图中Show 的位置D 插入钥匙1(2)将钥匙向时针方向图中Change的位置C 旋转此时钥匙不能拔出可以变更设定(3)将钥匙向逆时针方向D 旋转在固定方向时拔出钥匙1110. 运转操作0.3 - 100.3.2OPERATOR 模式自动模式如左图所示由表示各种状态的窗口A 表示各自运转状况的窗口B 表示投纬准备关系的窗口C各种装置的选择开关[ BEAM SET ][ CLOTH CUT ][ TENSION ][ MANUAL ][ DECLARE ][ INFO ][ NETWORK ] 选择构成[ 1 ]状态显示窗A表示运转正常自动停车手动停车等各种织机的状态停车时的显示请参照0.2.5章点击文字列表时出现左图所示的检查内容和对策要返回原来画面时点击[ 返回]键DBAC[ 2 ]运转状况表示画面B表示织机的运转状况等用点击[ SHIFT ][ PERSON ][ MACHINE ]键可以进行生产量台机信息机台状况的切换以下选择[ SHIFT ]时表示的内容(1)运转时间只表示织机运转过程中的时间表示从开始运转的时间(2)停止时间只表示织机停止过程中的时间表示从开始停止的时间(3)落布予测表示从现在几小时后要下布的时间这个预测时间是以左部中间画面显示的MANAGER模式COUNTER辅助模式设定的落布长和时间换算出来的(4)了机予测时间表示从现在几小时以后要换轴的时间这个预测时间是以左部下方画面显示的各装置选择开关D的[ BEAM SET ]开关内的布轴卷取长度设定的经轴卷长和时间换算出来的(5)布长投纬次数公尺码或片数表示从下布后到目前的布匹长度表示以左部中间MANAGER模式COUNTER辅助模式选择的长度单位(6)落布长投纬次数公尺码或片数用MANAGER模式COUNTER辅助模式设定下落布长度的话其设定值可以表示(7)每分钟产量公尺或码表示每1分钟的生产量表示以左部中间画面所示的MANAGER模式COUNTER辅助模式选择的长度单位选择投纬次数单位时表示米(8)运转效率现在班显示从轮班开始到现在的运转率(9)运转效率24H显示过去24小时的运转率[ 3 ]EDP 手动操作显示窗C在机台停止过程中可以表示EDP 手动操作窗口•电磁针解除开关按动后储纬器电磁阀的活动销动作可除去测长板上的卷绕的纬纱•预备卷取开关按动后导纱杆按控制盘上设定的预备卷数转动将纬纱卷绕上测长板上•1卷解除开关一点击就会放出1卷的预备卷量被放出的1卷量在运转中做补充[ 4 ]开关类D左面有其他各装置的调整设定操作开关(a) [ TENSION ]开关(b)[ BEAM SET ]开关(c)[ INFO ]开关(d)[ CLOTH CUT ]开关(e)[ DECLARE ]开关(f)[ MANUAL ]开关(g) [ 气阀1 ]开关(h) [ 气阀 2 ]开关(i) [ TAPO ] 开关选择(j) [ 油 ]开关(k) [ APC ] 开关选择(l) [ 折布边]开关选择1卷解除开关预备卷取开关电磁针解除开关(a)[ TENSION ]开关一点击就出现左面的图形只表示现在经线的张力值和设定张力值左面的画面是单经轴机械式卷曲装置规格的画面画面上有经轴正转按键1经轴逆转按键2张力恢复按键3•经轴正转按键1经轴正转按键1与经纱张力无关按动后经轴只能正转最初3秒钟内慢速正转其后正转速度加快手离开按键正转停止•经轴逆转按键2按动经轴逆转键2经轴只能逆转最初3秒钟内慢速逆转其后逆转速度加快手离开按键逆转停止经纱张力超过设定张力1倍时经轴逆转自动停止•张力恢复按键3按动张力恢复键3经轴正转或逆转达到设定张力值时自动停止进行了下列任一作业之后务请按下这个键来恢复张力根据这个操作电脑就可检测经纱的伸张度(1)新织机初次织造后(2)清除RAM后(3)换轴后改变了纱线种类张力恢复键的操作请事先操作逆转键将张力提高到所设定张力的5成左右后再进行挂机时通常观察经纱张力的状况边操作经轴正转键1或经轴逆转键2•设定张力根据涉及的数值表示出变更画面可以变更织造时的设定张力FIXER-WARP 的设定张力同样•上机形式把试织时的张力运转以外用下述试织张力设定的比率稳定住让织轴在横轴上轻松地转动在上述画面例子中试织模式一开设定张力就保持在100k 50%=50k 张力上了控制卷取规格中试织模式开后上述画面的送出卷取的连动精密送料一边维持设定的张力上述画面举例的50k 一边做送出卷取运转机械卷取规格中试织模式开后即便用手动卷布送出也会自动补正张力但是如果实际织轴径与设定相差太大或者原来织造的经线品种与现在试织的经线有差异时张力补正有时不能很好地动作此时把织轴径设定FIXER-WARP 与实际织轴径吻合100mm 以内试织模式ON 以后请按张力恢复键SW3进行内部数据补正•自动找断纬动作试织开始时可以选择精密送纬同一项目在RUNSET 模式内也有正常运转时处于OFF 状态在点击[ ON ]时试织等条件下的缓慢正转时与初期条件相吻合使主辅喷嘴喷射进行送纬123(b)[ BEAM SET ]开关•一点击就出现左画面画面打开后所有位置都自动选择在没有上•请在三个信息拦中进行必要项目的选择操作•操作结束后请触摸[ 设定 ]然后[ MANAGER ]模式部分[ LOG ]辅助模式[ 换轴记录 ]上会自动表示换轴时间(c)[ INFO ]开关一点击会出现左面的图形画面表示各EDP颜色的纬线飞行状态以及转数等的值样品数目的初期值如左图设定在30PICK设定范围可在1~999纬之间选定采样数的变更操作1)在点击[ 采样数] 时左面的画面会出现2)把变更的值输入数字让光标闪使用画面下方的[ Clr ]键消除使用值用数字键输入新值要继续变更其他值的话用[ Next ]键也可以移动(d)[ CLOTH CUT ]开关一点击就出现左画面画面打开后所有位置都自动选择在没有上完成这2项操作后请点击[ 设定 ]键。