铸铁件边冒口设计
- 格式:pdf
- 大小:265.86 KB
- 文档页数:4
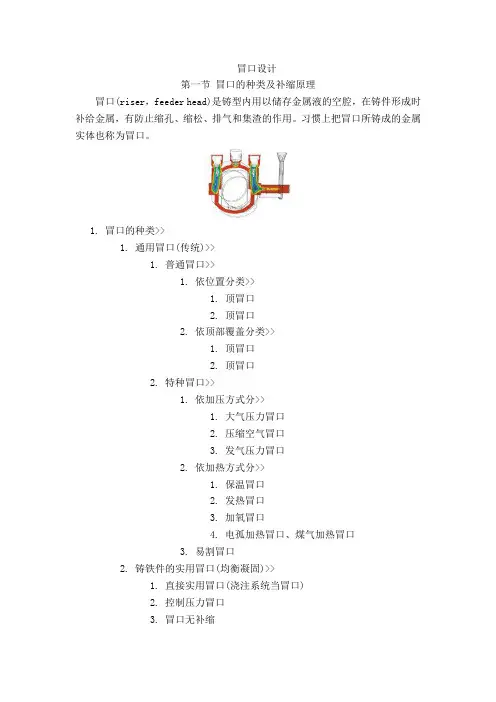
冒口设计第一节冒口的种类及补缩原理冒口(riser,feeder head)是铸型内用以储存金属液的空腔,在铸件形成时补给金属,有防止缩孔、缩松、排气和集渣的作用。
习惯上把冒口所铸成的金属实体也称为冒口。
1.冒口的种类>>1.通用冒口(传统)>>1.普通冒口>>1.依位置分类>>1.顶冒口2.顶冒口2.依顶部覆盖分类>>1.顶冒口2.顶冒口2.特种冒口>>1.依加压方式分>>1.大气压力冒口2.压缩空气冒口3.发气压力冒口2.依加热方式分>>1.保温冒口2.发热冒口3.加氧冒口4.电孤加热冒口、煤气加热冒口3.易割冒口2.铸铁件的实用冒口(均衡凝固)>>1.直接实用冒口(浇注系统当冒口)2.控制压力冒口3.冒口无补缩2.冒口形状冒口的形状有圆柱形、球顶圆柱形、长(腰)圆柱形、球形及扁球形等多种3.通用冒口补缩原理>>1.基本条件>>1.冒口凝固时间大于或等于铸件(被补缩部分)的凝固时间2.有足够的金属液补充铸件的液态收缩和凝固收缩,补偿浇注后型腔扩大的体积3.在凝固期间,冒口和被补缩部位之间存在补缩通道,扩张角向着冒口2.选择冒口位置的原则>>1.冒口应就近设在铸件热节(hotspot)的上方或侧旁2.冒口应尽量设在铸件最高、最厚的部位。
对低处的热节增设补贴或使用冷铁,造成补缩的有利条件3.冒口不应设在铸件重要的、受力大的部位,以防组织粗大降低强度4.冒口位置不要选在铸造应力集中处,应注意减轻对铸件的收缩阻碍,以免引起裂纹5.尽量用一个冒口同时补缩几个热节或铸件6.冒口布置在加工面上,可节约铸件精整工时,零件外观好7.不同高度上的冒口,应用冷铁使各个冒口的补缩范围隔开3.冒口有效补缩距离的确定>>冒口的有效补缩距离为冒口作用区与末端区长度之和,它是确定冒口数目的依据,与铸件结构、合金成分及凝固特性、冷却条件、对铸件质量要求的高低等多种因素有关,简称为冒口补缩距离1.铸钢件冒口的补缩距离有色合金的冒口补缩距离外冷铁的影响补贴(padding)的应用第二节铸钢件冒口的设计与计算铸钢件冒口属于通用冒口,其计算原理适用于实行顺序凝固的一切合金铸件。
可锻铸铁件冒口设计铸铁是一种常用的材料,广泛应用于制造行业。
在铸铁制品的生产中,冒口设计是至关重要的,它直接影响到产品质量和加工成本。
正确的冒口设计可以有效地避免缺陷的产生,提高产品的成形质量,同时也可以降低后续加工的难度和成本。
本文将介绍可锻铸铁件冒口设计的相关知识,并提出一种合理的冒口设计方案。
一、可锻铸铁件的特点可锻铸铁是一种含碳量较高的铸铁材料,其强度和硬度较高,具有较好的可锻性,适用于锻造和精密加工。
可锻铸铁件通常用于制造汽车零部件、机械零件等需要高强度和耐磨性的工件。
由于可锻铸铁的成分和性能特点,其在铸造过程中对冒口设计有着特殊的要求。
二、冒口设计原则1.冒口位置:冒口应设置在可锻铸铁件的最高点,以便将浮渣和气泡排除。
通常情况下,冒口位置应位于铸件的上部,离毛口处一定距离。
2.冒口形状:冒口应设计成易于开启和清理的形状,避免产生断口和裂纹。
常见的冒口形状有圆形、方形和椭圆形等,根据铸件的形状和结构来选择合适的冒口形状。
3.冒口尺寸:冒口的尺寸应根据铸件的大小和结构来确定,通常情况下,冒口的面积越大,排气和排渣效果越好。
但是也要避免过大的冒口导致浪费材料和增加加工成本。
4.冒口数量:根据可锻铸铁件的结构和复杂程度,确定冒口的数量和位置。
通常情况下,大型和复杂结构的铸件需要设置多个冒口,以确保浇注材料充分进入铸型腔。
5.冒口连接:冒口应与铸件的毛口连接,以确保铸注产物的完整性和一致性。
冒口的连接处应设计成光滑和密封的结构,避免产生漏料和漏底等问题。
三、可锻铸铁件冒口设计方案针对可锻铸铁件的特点和冒口设计原则,提出一种合理的冒口设计方案:1. 冒口位置:冒口设置在铸件的最高点,离毛口处约5-10mm,以便排气和排渣。
冒口位置应经过精确计算和模拟,确保冒口的位置准确无误。
2.冒口形状:冒口设计为圆形或椭圆形,便于开启和清理。
冒口的形状应光滑和密封,减少产生断口和裂纹的可能性。
3.冒口尺寸:根据铸件的大小和结构确定冒口的尺寸,通常情况下,冒口的直径或长宽比应为1:3-1:5、冒口尺寸的选择应考虑到浇注材料的流动性和铸件的充实度。
铸铁件冒口设计手册诸葛胜福士科铸造材料(中国)有限公司铸铁冒口设计手册一、概述冒口是一个个储存金属液的空腔。
其主要作用是在铸件成形过程中提供由于体积变化所需要补偿的金属液,以防止在铸件中出现的收缩类型缺陷(如图1和图2所示),而这些需要补偿的体积变化可能有:图1 各种缩孔图2 缩孔生产图a)和冒口的补缩图b)1—一次缩孔 2—二次缩孔 3—缩松 1—缩孔 2—型腔胀大 3—铸件(虚线以内) 4—显微缩松 5—缩陷(缩凹,外缩孔)(1)铸型的胀大(2)金属的液态收缩(3)金属的凝固收缩补偿这些体积变化所需要的金属液量随着铸型和金属种类的不同而异。
此外,冒口还有排气及浮渣和非金属夹杂物的作用。
铸件制成后,冒口部分(残留在铸件上的凸块)将从铸件上除去。
由此,在保证铸件质量要求的前提下,冒口应尽可能的小些,以节省金属液,提高铸件成品率。
由此冒口的补缩效率越高,冒口将越小,铸件成品率越高、越经济。
FOSECO公司的发热保温冒口具有高达35%的补缩效率;因而,具有极高的成品率和极其优越的经济性。
在金属炉料价格飞涨的情况下,其优越性显得尤其突出。
另外,高品质发热保温冒口,及其稳定可靠的产品质量是获得高品质铸件的重要手段和可靠的质量保证。
二、铸铁的特点铸钢和铸铁都是铁碳合金,它们在凝固收缩过程中有共同之处)如凝固前期均析出初生奥氏体树枝晶,都存在着液态、凝固态和固态下的收缩),但也有不同的特点。
其根本不同之处是铸铁在凝固后期有“奥氏体+石墨”的共晶转变,析出石墨而发生体积膨胀,从而可部分地或全部抵消凝固前期所发生的体积收缩,即,具备有“自补缩的能力”。
因此在铸型刚性足够大时,铸铁件可以不设冒口或采用较小的冒口进行补缩。
灰铸铁在共晶转变过程中析出石墨,并在与枝晶间的液体直接接触的尖端优先长大,其石墨长大时所产生的体积膨胀直接作用在晶间液体上,进行“自补缩”。
对于一般低牌号的灰铁铸件,因碳硅含量高,石墨化比较完全,其体积膨胀量足以补偿凝固时的体收缩,故不需要设置冒口,只放排气口。
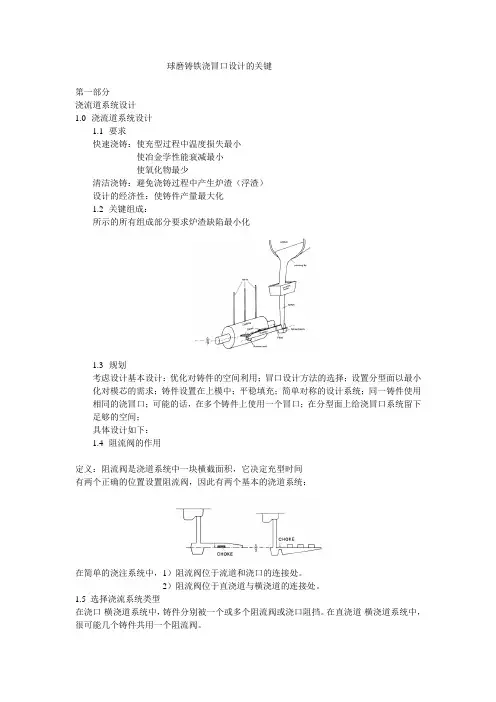
球磨铸铁浇冒口设计的关键第一部分浇流道系统设计1.0浇流道系统设计1.1要求快速浇铸:使充型过程中温度损失最小使冶金学性能衰减最小使氧化物最少清洁浇铸:避免浇铸过程中产生炉渣(浮渣)设计的经济性:使铸件产量最大化1.2关键组成:所示的所有组成部分要求炉渣缺陷最小化1.3规划考虑设计基本设计:优化对铸件的空间利用;冒口设计方法的选择;设置分型面以最小化对模芯的需求;铸件设置在上模中;平稳填充;简单对称的设计系统;同一铸件使用相同的浇冒口;可能的话,在多个铸件上使用一个冒口;在分型面上给浇冒口系统留下足够的空间;具体设计如下:1.4阻流阀的作用定义:阻流阀是浇道系统中一块横截面积,它决定充型时间有两个正确的位置设置阻流阀,因此有两个基本的浇道系统:在简单的浇注系统中,1)阻流阀位于流道和浇口的连接处。
2)阻流阀位于直浇道与横浇道的连接处。
1.5 选择浇流系统类型在浇口-横浇道系统中,铸件分别被一个或多个阻流阀或浇口阻挡。
在直浇道-横浇道系统中,很可能几个铸件共用一个阻流阀。
使用直浇道-横浇道系统在一个模具里生产大量小型件,这是不切实际的对每个铸件分别设置阻流阀(阻流阀尺寸非常小),极大的依赖于模具技术及浇注温度大部分情况下是使用浇口-横浇道系统浇口-横浇道系统与直浇道-横浇道系统特点的结合形成混合系统。
这通常用在要求运输铁水到复杂的铸件型腔的流道系统中。
1.6摩擦并非直浇道顶部所有铁水的潜能都可以转换为铸造型腔中的机械能随着铁水与型腔内壁的撞击和铁水之间的撞击,一些潜能损失在摩擦上由于摩擦造成的损失,延长了模型填充时间,必须考虑何时计算阻流阀截面积和浇铸时间。
选择fr,摩擦损失因子,作为能量损失的估计值对于薄壁平板:fr—0.2对于厚重立方体:fr---0.81.7浇铸时间尽可能快的符合人们的能力及生产例程推荐的浇注时间:非常近似的指导,铸件质量+冒口质量1.8阻流阀的横截面积对总的浇铸质量选择最快的实际浇铸时间(t,sec.)选择合适的fr值确定总的浇铸体积/阻气阀(V)V是所有铸件及冒口,特定阻流阀的下游之和体积=质量/密度液态铸铁,密度=0.25磅/立方英尺或0.007KG/cm3Determine effective ferrostatic head in sprue (H.)确定铸件在上模中的高度(b.)根据Torricelli,铁水在阻流阀的流速当铸件完全处在下模,当铸件完全位于上模,当铸件位于上模和下模中,可以从下面的图谱中,选择合适的Ac图谱数据基于平均上模高度(依铸造不同而变化)。
熔模铸件冒口当量热节设计法熔模铸件的冒口是指连接熔化金属与铸件之间的通道,其作用是让金属在冷却过程中有足够的时间与铸型材料交换热量,以防止铸件出现缩孔、气孔等缺陷。
当然,冒口还可以作为铸件的入口,使金属液顺利流入铸型中。
因此,冒口设计的好坏对铸件的成形质量起着至关重要的作用。
熔模铸件冒口当量热节设计法是一种常用的冒口设计方法,其核心思想是建立一个等效的热节模型,通过计算这个模型的最小截面积来确定冒口的设计尺寸。
具体步骤如下:
1. 确定铸件的凝固收缩量和引起收缩的金属液量。
2. 根据铸件的几何形状和大小,确定冒口底部的面积。
3. 假设冒口底部的面积上方的金属液在冷却过程中达到了和凝固铸件相同的温度,建立等效热节模型。
4. 根据等效热节模型计算出最小截面积,即为合理的冒口设计尺寸。
5. 检查冒口的位置和形状是否合适,需满足金属液能够顺利流入铸型而不引起攻角、涡流等不良现象。
总之,熔模铸件冒口当量热节设计法是一种基于热力学原理的设计方法,可以有效避免因冒口设计不当而导致的铸件缺陷问题。

铸造中铸件需要使用多大直径的冒口补缩怎么计算?铸造生产当中,冒口的设计直接关系着铸件的成品率与质量。
因此,许多铸造厂都非常重视铸件冒口的设计。
所谓冒口,顾名思义就是铁水浇注时冒上来的口,有两个主要作用,一是浇注完成后热液补缩,二是注汤时,型腔内快速排出气体。
排气作用就不说了,就说补缩,铁水在液态向固态凝固时,铸铁的铁水有个特性,先共晶,再共析,共晶过程也是膨胀的过程,共析是收缩的过程,铁水的缩性又与化学成分,冷却速度,型核分布,熔炉速度,熔炼温度,镇静时间,浇注温度有关,难以一言蔽之,铁水熔炼不控制好,就算有最好的计算结论,都是白搭。
老实说,想简单的述说清楚冒口设计的问题,很难,这个问题不是我不回答,而是我每次想回答时,都发现自己要罗列一大堆数据公式,才能把这个问题讲清楚。
这个问题看似简单,基本上等同于简述铸造工艺学。
这太费时间和精力,读者也未几能有耐心看完那样叙述。
然而,如读者真想把冒口设计的基础理论弄明白,系统的学习《铸造工艺学》是必须做的事情。
咱们今天,就只能简要的讲述一下冒口设计的基本要素。
冒口设计要根据不同的材料,不同尺寸,不同形状,不同材质的特性进行设计。
首先,铸造工艺不一样,由此引申出的各类冒口的类型也是不一样的,因而冒口尺寸计算的方法也是不一样的。
简单以材料分类,铸钢件采用的冒口计算方法有模数法,三次方程法,补缩液量法,比例法。
铸铁件因凝固方式特殊(受冶金质量和冷却速度影响),大多靠经验辅以模数法和比例法。
今天,只简单说说铸钢,公式就先都不写了。
第一,模数法模数指的是铸件被补缩部位的体积与散热表面积的比值称为模数。
模数基本等同于铸件的凝固时间,也就是说不同形状大小的铸件,只要模数相同,我们就认为他们的凝固时间几乎相等。
当我们使用模数法时,基本遵循两条原则。
1.冒口的模数需大于铸件被补缩区域的模数。
2.冒口必须有足够的金属溶液补充铸件收缩部分的体积收缩。
第二,三次方程法三次方程法是模数法的延伸,主要用于计算机辅助设计中。
铸铁件浇冒口系统的设计与应用
首先,浇冒口系统是指在铸铁件的铸造过程中,为了保证熔化
金属顺利注入模具而设置的出口通道。
浇冒口系统的设计必须考虑
到熔化金属的流动性、凝固过程中的收缩等因素,以确保最终铸件
的质量和完整性。
在浇冒口系统的设计中,首先需要考虑到铸件的形状和尺寸,
以确定最佳的浇注方式和位置。
其次,还需要考虑到熔化金属的流
动路径和速度,以避免气孔和夹杂物的产生。
此外,还需要考虑到
浇口的大小和形状,以确保熔化金属能够顺利注入模具,并在凝固
过程中得到充分的供应。
在实际应用中,合理设计的浇冒口系统可以有效地提高铸铁件
的质量和生产效率。
通过优化浇冒口系统的设计,可以减少铸件内
部的缺陷,提高其力学性能和表面质量,从而降低后续加工的成本
和工时。
此外,合理设计的浇冒口系统还可以减少熔化金属的浪费,提高生产的资源利用率。
总之,铸铁件浇冒口系统的设计与应用对于铸造工艺的成功至
关重要。
通过科学合理的设计和精心的应用,可以有效地提高铸铁件的质量和生产效率,从而为工业生产带来更大的价值和效益。