(完整版)几种典型冲压模具结构
- 格式:docx
- 大小:127.17 KB
- 文档页数:8

冲压模具典型结构 Document number【AA80KGB-AA98YT-AAT8CB-2A6UT-A18GG】冲压模具典型结构第一类工艺零件,这类零件直接参与工艺过程的完成并和坯料有直接接触,包括有工作零件、定位零件、卸料与压料零件等;第二类结构零件,这类零件不直接参与完成工艺过程,也不和坯料有直接接触,只对模具完成工艺过程起保证作用,或对模具功能起完善作用,包括有导向零件、紧固零件、标准件及其它零件等,如表1.1.3所示。
应该指出,不是所有的冲模都必须具备上述六种零件,尤其是单工序模,但是工作零件和必要的固定零件等是不可缺少的。
制造技术模具制造技术现代化是模具工业发展的基础。
随着科学技术的发展,计算机技术、信息技术、自动化技术等先进技术正不断向传统制造技术渗透、交叉、融合,对其实施改造,形成先进制造技术。
目前又出现了在冲压模内攻牙技术,引导了不少冲压厂家为了降低成本,引起了一股抢购热潮。
模具先进制造技术的发展主要体现在:高速铣削加工,普通铣削加工采用低的进给速度和大的切削参数,而高速铣削加工则采用高的进给速度和小的切削参数,高速铣削加工相对于普通铣削加工具有如下特点: a.高效高速铣削的主轴转速一般为15000r/min~40000r/min,最高可达100000r/min。
在切削钢时,其切削速度约为400m/min,比传统的铣削加工高5~10倍;在加工模具型腔时与传统的加工方法(传统铣削、电火花成形加工等)相比其效率提高4~5倍。
b.高精度高速铣削加工精度一般为10μm,有的精度还要高。
c.高的表面质量由于高速铣削时工件温升小(约为3°C),故表面没有变质层及微裂纹,热变形也小。
最好的表面粗糙度Ra小于1μm,减少了后续磨削及抛光工作量。
d.可加工高硬材料可铣削50~54HRC的钢材,铣削的最高硬度可达60HRC。
鉴于高速加工具备上述优点,所以高速加工在模具制造中正得到广泛应用,并逐步替代部分磨削加工和电加工。
几种典型冲压模具结构设计的冷冲压模具的结构是否合理,是否好用,对能否生产出合格的工件,开发的新产品能否成功,是至关重要的。
一套模具,结构简单的不过几十个零部件组成。
但是,在刚开始设计时,是选何种模具结构形式,是选正装模具结构(即凹模安装在下模座上)呢?还是倒(反)装模具结构(即凸模安装在下模座上)?是选单工序模具结构呢?还是选复合模具结构?这是一个非常值得深入探讨的话题。
1 何时选用正装模具结构(由于加精度要求不高,生产批量不大的工件,在很多生产企业都普遍存在。
故只讨论无导向装置的单工序模)1.1 正装模具的结构特点正装模具的结构特点是凹模安装在下模座上。
故无论是工件的落料、冲孔,还是其它一些工序,工件或废料能非常方便的落入冲床工作台上的废料孔中。
因此在设计正装模具时,就不必考虑工件或废料的流向。
因而使设计出的模具结构非常简单,非常实用。
1.2 正装模具结构的优点(1)因模具结构简单,可缩短模具制造周期,有利于新产品的研制与开发。
(2)使用及维修都较方便。
(3)安装与调整凸、凹模间隙较方便(相对倒装模具而言)。
(4)模具制造成本低,有利于提高企业的经济效益。
(5)由于在整个拉伸过程中,始终存在着压边力,所以适用于非旋转体件的拉抻(参看五金科技,1997;6:42~44)。
1.3 正装模具结构的缺点(1)由于工件或废料在凹模孔内的积聚,增加了凹模孔内的小组涨力。
因此凹必须增加壁厚,以提高强度。
(2)由于工件或废料在凹模孔内的积聚,所以在一般情况下,凹模刃口就必须要加工落料斜度。
在有些情况下,还要加工凹模刃口的反面孔(出料孔)。
因而即延长了模具的制作周期,又啬了模具的加工费用。
1.4 正装模具结构的选用原则综上所述可知,我们在设计冲模时,应遵循的设计原则是:应优先选用正装模具结构。
只有在正装模具结构下能满足工件技术要求时,才可以考虑采用其它形式的模具结构。
2 何时选用倒(反)装模具结构2.1 倒装模具的结构特点倒装模具的结构特点是凸模安装在下模座上,故我们就必须采用弹压卸料装置将工件或废料从凸模上卸下。
冲压模具典型结构冲压模具是在冲压工艺中常用的一种工具,用于将金属板材、管材等材料进行冲压成型,具有形状复杂、精度高的特点。
它由很多零部件组合而成,下面将介绍几种常见的冲压模具结构。
1.简单模具结构简单模具结构主要由一对上下模具组成,上模具固定在冲床上,下模具通过底板固定。
上下模具如需相互配合,一般使用导柱进行定位,通过模板开孔来确定产品的形状。
这种结构适用于制作形状简单,精度要求不高的产品。
2.复杂模具结构复杂模具结构主要适用于形状复杂,精度要求较高的产品。
其结构相对较复杂,一般包括上下模具、模板、导柱、导柱套、导板等。
其中,导柱用于模具的定位,导柱套用于保护导柱。
3.多工位模具结构多工位模具结构在一个模具上设置了多个冲孔位,可以一次性完成多个工序,提高生产效率。
多工位模具一般由底板、导柱、上模板、中模板、下模板、拉杆等组成。
通过拉杆的上下运动,可以进行模具的开合操作。
4.滑模模具结构滑模模具结构适用于有槽孔、突出物等特殊形状的产品。
滑模模具有上模、滑模、下模三个部分。
滑模通过活塞或弹簧的作用可以上下滑动,以实现对工件的形状加工。
5.复合模具结构复合模具结构是指通过在单一模具上设置多个工位,可以同时进行多个冲孔或成型操作。
复合模具结构一般由固定模、动模、复制模等部分组成,通过复制模的移动来实现多工位的操作。
以上是常见的冲压模具典型结构,每种模具结构都根据不同的产品形状、要求和生产工艺来设计。
冲压模具作为冲压工艺中的重要工具,对于提高生产效率和产品质量有着重要的作用。
冲压模具典型结构(总4页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除冲压模具典型结构第一类工艺零件,这类零件直接参与工艺过程的完成并和坯料有直接接触,包括有工作零件、定位零件、卸料与压料零件等;第二类结构零件,这类零件不直接参与完成工艺过程,也不和坯料有直接接触,只对模具完成工艺过程起保证作用,或对模具功能起完善作用,包括有导向零件、紧固零件、标准件及其它零件等,如表所示。
应该指出,不是所有的冲模都必须具备上述六种零件,尤其是单工序模,但是工作零件和必要的固定零件等是不可缺少的。
制造技术模具制造技术现代化是模具工业发展的基础。
随着科学技术的发展,计算机技术、信息技术、自动化技术等先进技术正不断向传统制造技术渗透、交叉、融合,对其实施改造,形成先进制造技术。
目前又出现了在冲压模内攻牙技术,引导了不少冲压厂家为了降低成本,引起了一股抢购热潮。
模具先进制造技术的发展主要体现在:高速铣削加工,普通铣削加工采用低的进给速度和大的切削参数,而高速铣削加工则采用高的进给速度和小的切削参数,高速铣削加工相对于普通铣削加工具有如下特点: a.高效高速铣削的主轴转速一般为15000r/min~40000r/min,最高可达100000r/min。
在切削钢时,其切削速度约为400m/min,比传统的铣削加工高5~10倍;在加工模具型腔时与传统的加工方法(传统铣削、电火花成形加工等)相比其效率提高4~5倍。
b.高精度高速铣削加工精度一般为10μm,有的精度还要高。
c.高的表面质量由于高速铣削时工件温升小(约为3°C),故表面没有变质层及微裂纹,热变形也小。
最好的表面粗糙度Ra小于1μm,减少了后续磨削及抛光工作量。
d.可加工高硬材料可铣削50~54HRC的钢材,铣削的最高硬度可达60HRC。
鉴于高速加工具备上述优点,所以高速加工在模具制造中正得到广泛应用,并逐步替代部分磨削加工和电加工。

各种冲压模具结构形式与设计一般冲模的结构形式与设计凹模结构尺寸1.凹模厚度H和壁厚C 凹模厚度H可按下式计算:式中F——最大冲裁力〔N〕。
但H必须大于10mm,要是冲裁轮廓长度大于51mm,那么上式计算值再乘以系数1.1~1.4。
凹模壁厚按下式确定:C=〔1.5~2〕H 〔mm〕2.凹模刃口间最小壁厚一般可参照表1。
表1凹模刃口间最小壁厚〔mm〕冲件材料材料厚度 t≥1铝、紫铜(1.0~1.2)t 黄铜、低碳钢(1.2~1.5)t 硅钢、磷铜、中碳钢(2.0~2.5)t常用凸模形式简图特点适用范围典型圆凸模结构。
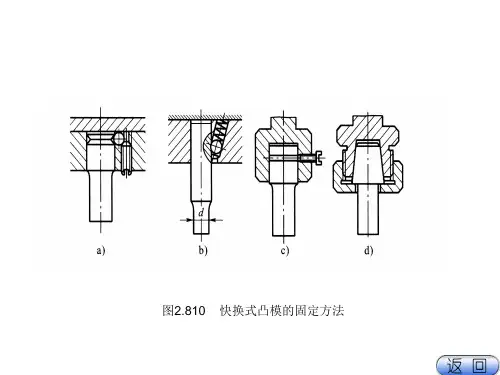
下端为工作局部,中间的圆柱局部用以与固定板配合〔安装〕,最上端的台肩承受向下拉的卸料力冲圆孔凸模,用以冲裁〔包括落料、冲孔〕直通式凸模,便于线切割加工,如凸模断面足够大,可直截了当用螺钉固定各种非圆形凸模用以冲裁〔包括落料、冲孔〕断面细弱的凸模,为了增加强度和刚度,上部放大凸模受力大,而凸模相对来讲强度、刚度薄弱凸模一端放长,在冲裁前,先伸进凹模支承,能承受侧向力单面冲压的凸模整体的凸模结构上部断面大,可直截了当与模座固定单面冲压的凸模凸模工作局部组合式节约宝贵的工具钢或硬质合金组合式凸模,工作局部轮廓完整,与基体套接定位圆凸模。
节约工作局部的宝贵材料冲裁凹模的刃壁形式简图特点适用范围刃壁带有歪度,冲件或废料不易滞留在刃孔内,因而减轻对刃壁的磨损,一次刃磨量较少。
刃口尺寸随刃磨变化凹模工作局部强度好α一般取5′~30′适用于冲件为任何外形、各种板厚的冲裁模〔但料太薄不宜采纳〕刃壁带有歪度,漏料畅通,但由于刃壁与漏料孔用台肩过渡,因此凹模工作局部强度较差适用于材料厚度小于3mm的冲裁模凹模厚度即有效刃壁高度。
刃壁带有歪度,冲件或废料不易滞留在刃孔内,因而刃壁磨损小,一次刃磨量少。
α一般取5′~15′适用于凹模较薄的小型薄料冲裁模刃壁无歪度,刃磨后尺寸不变。
凹模工作局部强度较好适用于周密冲裁模和把冲件或废料逆冲压方向推出的复合模刃壁无歪度,刃磨后刃口尺寸不变。
冲压磨具结构设计的六个常用模型一、箱式冲压磨具结构模型箱式冲压磨具是一种常用的结构模型,其采用箱式设计,可提供稳定的加工环境和高精度的加工效果。
该磨具结构主要由箱体、上下模座、上下模块和导向装置组成。
1. 箱体:箱体是冲压磨具的主体部分,一般采用高强度合金材料制成,具有较大的刚性和稳定性。
箱体内部设有加工腔室,用于安装上下模座和导向装置。
2. 上下模座:上下模座是安装模块的部件,通过螺栓等连接方式与箱体固定。
模座的设计要考虑模块的安装和拆卸便捷性,同时需要提供足够的支撑和保障模块的加工精度。
3. 上下模块:上下模块是冲压磨具中最关键的部分,直接与工件接触并完成加工过程。
上模块和下模块分别安装在上下模座上,通过导柱和导套的配合保证模块的准确定位。
4. 导向装置:导向装置主要用于引导上下模块的运动轨迹,保证加工过程中的平稳性和精度。
常见的导向装置包括导柱、导套、导轨等,其选择需要根据具体的工件形状和加工要求来确定。
二、加减料式冲压磨具结构模型加减料式冲压磨具是一种可实现加料和减料功能的结构模型,主要用于批量加工的情况。
该磨具结构采用分体设计,由进料装置、加工装置和出料装置组成。
1. 进料装置:进料装置用于将原材料导入加工装置,通常采用滚筒或皮带输送的形式。
进料装置的设计需要考虑料仓的容量、送料速度和送料的稳定性。
2. 加工装置:加工装置是冲压磨具的核心部分,用于对原材料进行冲压加工。
加工装置的结构模型可以根据具体工件的形状和加工要求来设计,常见的有单冲式、连冲式和摇臂式等。
3. 出料装置:出料装置用于将加工完成的工件排出磨具,通常采用滚筒或皮带输送的形式。
出料装置的设计需要考虑工件的排出速度和排出的稳定性。
三、调节式冲压磨具结构模型调节式冲压磨具是一种可以调节加工尺寸和加工角度的结构模型,主要用于需要灵活调整的加工场景。
该磨具结构由底座、调节装置和加工部分组成。
1. 底座:底座是调节式冲压磨具的支撑部分,一般采用铸铁或钢材制成,具有较好的稳定性和刚性。
几种典型冲压模具结构
设计的冷冲压模具的结构是否合理,是否好用,对能否生产出合格的工件,开发的新产品能否成功,是至关重要的一套模具,结构简单的不过几十个零部件组成。
但是,在刚开始设计时,是选何种模具结构形式,是选正装模具结构(即凹模安装在下模座上)呢?还是倒(反)装模具结构(即凸模安装在下模座上)?是选单工序模具结构呢?还是选复合模具结构?这是一个非常值得深入探讨的话题。
1何时选用正装模具结构(由于加精度要求不高,生产批量不大的工件,在很多生产企业都普遍存在。
故只讨论无导向装置的单工序模)
1.1正装模具的结构特点
正装模具的结构特点是凹模安装在下模座上。
故无论是工件的落料、冲孔,还是其它一些工序,工件或废料能非常方便的落入冲床工作台上的废料孔中。
因此在设计正装模具时,就不必考虑工件或废料的流向。
因而使设计出的模具结构非常简单,非常实用。
1.2正装模具结构的优点
(1)因模具结构简单,可缩短模具制造周期,有利于新产品的研制与开发。
(2)使用及维修都较方便。
(3)安装与调整凸、凹模间隙较方便(相对倒装模具而言)。
(4)模具制造成本低,有利于提高企业的经济效益。
5)由于在整个拉伸过程中,始终存在着压边力,所以适用于非旋转体件的拉抻(参看五金科技,
1997;6:42 〜44)。
1.3正装模具结构的缺点
(1)由于工件或废料在凹模孔内的积聚,增加了凹模孔内的小组涨力。
因此凹必须增加壁厚,以提高强度。
(2)由于工件或废料在凹模孔内的积聚,所以在一般情况下,凹模刃口就必须要加工落料斜度。
在有些情况下,还要加工凹模刃口的反面孔(出料孔)。
因而即延长了模具的制作周期,又啬了模具的加工费用。
1.4正装模具结构的选用原则综上所述可知,我们在设计冲模时,应遵循的设计原则是:应优先选用正装模具结构。
只有在正装模具结构下能满足工件技术要求时,才可以考虑采用其它形式的模具结构。
2何时选用倒(反)装模具结构
2.1倒装模具的结构特点倒装模具的结构特点是凸模安装在下模座上,故我们就必须采用弹压卸料装置将工件或废料从凸
模上卸下。
而
它的凹模是安装在模座上,因而就存在着如何将凹孔内的工件或废件从孔中排出的问题。
图 1 这套倒装模是利用冲床上的打料装置,通过打料杆9 将工件或废料打下,在打料杆9将工件或废料打下的一瞬间,利用压缩空气将工件或废料吹走,以免落到工件或坯料上,使模具损坏。
另外需注意的一点就是,当冲床滑块处于死点时,卸料圈 5 的上顶面,应比凸模高出约0.20〜0.30mm即必须将坯料压紧后,再进行冲裁。
以免坯料或工件在冲裁时移动,达不
6.凸模
7.工件
8.凹模9打料杆10.上模座
2.2倒装模具结构的优点
(1) 由于采用弹压卸料装置,使冲制出的工件平整,表面质量好
(2) 由于采用打料杆将工件或废料从凹模孔中打下,因而工件或废料不在凹模孔内积聚,可减少工件可废料对 孔的
到精度要求
3.卸料圈固定座
4.凸模座
5.卸料圈
1.上模座
2.顶杆
涨力。
从而可减少凹模的壁厚,使凹模的外形尺寸缩小,节约模具材料。
(3)由于工件或废料不在凹模孔内积聚,可减少工件或废料对模刃口的磨损,减少凹模的刃磨次数,从而提高了凹模的使用寿命。
(4)由于工件或废料不在凹模也内积聚,因此也就没有必要加工凹模的反面孔(出料孔)。
可缩短模具制作周期,降低模具加工费用。
(5)由于压边力只在平板坯料没有完全被拉入凹模前起作用,所以适用于旋转体体的拉伸。
如图 2 中的圆筒形件(参看五金科技,1997; 6: 42〜44)。
2.3 倒装模具结构的缺点
( 1 )模具结构较复杂(相对正装模具而言)。
( 2 )安装与调整凸凹模之间的间隙较困难(相对正装模而言)。
(3)工件或废料的排除麻烦(最好使用压缩空气将其吹走)。
2.4倒装模具结构的选用原则综上所述可知,只有当工件表面要求平整、外形轮廓较复杂、外形轮廓不对称、或坯料较薄时的冲裁,以及旋转体件拉伸时,才选用倒装模具结构。
3何时选用单工序模具结构
3.1单工序模具结构的特点
所谓单工序模具结构,就是在冲床的一次行程内,只能完成一道工序
3.2单工序模具结构的优点
(1)模具结构简单,制造周期短,加工成本低;
(2)模具通用性好,不受冲压件尺寸的限制即适合于中小型冲压的生产;也适合于一些外形尺寸较大、厚度较厚的冲压件的生产。
3.3单工序模具结构的缺点
(1)制件精度不高;
(2)生产效率低。
3.4单工序模具结构的选用原则
综上所述可知,对一些精度要求不高,生产批量不大的工件,采用单工序模具还是比较合适的。
尤其是现在我
们国家实行的是社会主义市场经济。
新产品的开发与研制对每个企业来说,都是至关重要的。
而对一些需要冲压生
产的新产品来说,就提出了一个要求:要求研制周期短,开发速度快,制造成本低。
因内有这样开发出的磨擦产品才能迅速占领市场。
而在这一点上,单工序模具就更能满足这一要求,所以就显得更实用一些。
4何时选用复合模具结构
4.1 复合模具结构的特点
所谓复合模具结构,就是在冲床的一次行程内,完成两道以上的冲压工序。
在完成这些工序过程中,冲件材料
无需进给移动。
图 2 就是一套落料、拉伸的圆筒形件的复合模具。
这套模具的工艺流程必须是先落料、后拉伸。
因
只有这样才不致于使圆筒形件拉裂。
为保证这一工艺流程的顺利进行,就必须使落料凹模2的高度hl,比拉伸凸模
4的高度h2,高出约1.2t〜1.5t(t为料厚)。
另外需注意的一点就是,当冲床滑块处于上死点时,压边圈3的上顶面,应比落料凹模2的高度hi,高出约0.20〜0.30mm即必须将坯料压紧,再进行冲裁。
在整个冲压过程中,压边圈3起的作用是,在冲裁开始时,先将坯料压紧;而当拉伸完成后,又将工件6从拉伸凸模4下顶出。
即一个零部件在一套模具中起到两种作用。
另外打料板8 在这套复合模中起到的作用,与《对几种拉伸模具结构的探讨》)刊登在《五金科技》,1997; 6: 42〜44)这篇文章中论述的打料板7起的作用是一致的,所以就不再赘述了。
总之,出发点只有一个,即为了使设计出的模具结构简单、实用,就应最大限度的发挥每一个零部件的功能。
田阖笔吒壬案耳bit匣土〉
1.下模座
2.落料凹模
3.压边圈
4.拉伸凸模
5.凸凹模
6.工件
7.卸料板
8.打料板9上模座10.顶杆
4.2复合模具结构的优点
(1)制件精度高。
由于是在冲床的一次行程内,完成数道冲压工序。
因而不存在累积定位误差。
使冲出的制件内外形相对位置及各件的尺寸一致性非常好,制件平直。
适宜冲制薄料和脆性或软质材料。
(2)生产效率高
3)模具结构紧凑,面积较小。
4.3复合模具结构的缺点
(1)凸凹模璧厚不能太薄(外形与内形、内形与内形),以免影响强度。
(2)凸凹模刃磨有时不方便。
尤其是在凸凹模即冲裁,又成形的情况时。
如图 2 中的凸凹模5(如生产批量大,条件许可时,可将凸凹模刃口部分和盛开部分分开设计)。
4.4复合模具结构的选用原则
综上所述可知,只有当制件精度要求高,生产批量大,表面要求平整时,才选用复合模具结构。