典型冲压模具结构教材
- 格式:ppt
- 大小:5.40 MB
- 文档页数:30
《冲压模具基础》课程教学大纲课程编号:课程英文译名:课内总学时:72学时学分:4。
5学分课程类别:必修课开课对象:汽车制造与装配技术专业执笔人:编写日期:一、课程性质、目的和任务《冲压模具设计与制造》是汽车制造及汽车整形专业的一门主干专业技术课,它是一门将冲压成形加工原理、冲压设备、冲压工艺、冲模设计与冲模制造有机融合,综合性和实践性较强的课程。
其目的是使学生了解冲压变形规律,认识冲压成形工艺方法,冲压模具结构,冲压模具制造方法与手段,掌握冲压模具设计与计算方法,掌握冲压工艺与模具设计方法,冲压模具制造工艺方法,能进行中等冲压零件的冲压工艺编制,冲模设计与冲模制造工艺编制,并培养学生发现问题、分析问题和解决问题的能力,培养学生逻辑思维能力,为毕业设计及毕业以后从事专业工作打下必要的基础。
二、教学基本要求本课程是冲压模具设计与计算,冲压模具结构,模具制造工艺方法为重点。
学外本课程应达到以下基本要求:1、能应用冲压变形理论,分析中等复杂冲压件变形特点,制定合理冲压工艺规程的能力。
2、协调冲压设备与模具的关系,选择冲压设备的能力。
3、熟悉掌握冲模设计计算方法,具备中等复杂冲模结构选择和设计的能力,所设计的冲模应工作可行、操作方便、便于加工和装配,技术经济性好。
4、具备正确选择冲压模具加工方法,制定中等复杂冲模制造工艺和装配工艺的能力.5、初步具备进行多工位级进模设计和制造的能力。
6、初步具备进行分析和处理试模过程中产生的有关技术问题的能力。
三、教学内容及要求:第1章冲压模具设计与制造基础1.1 冲压成形与模具技术概述掌握冲压与冲模概念;冲压工序的分类;冲模的分类;冲模设计与制造的要求;了解冲压现状与发展方向。
1.2 冲压设备及选用了解常见冲压设备;掌握冲压设备的选用;模具的安装。
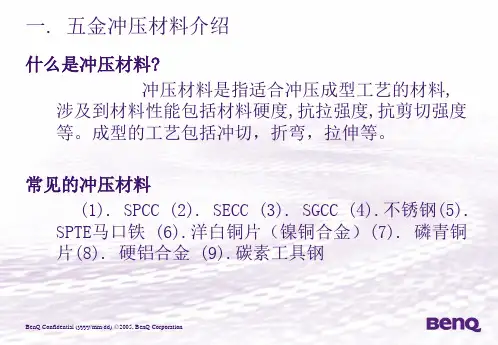
1.3 冲压变形理论基础掌握塑性变形的概念;理解塑性力学基础;掌握金属塑性变形的一些基本规律;冲压材料及其冲压成形性能.1.4 模具材料选用掌握冲压对模具材料的要求;冲模材料的选用原则;冲模常见材料及热处理要求。
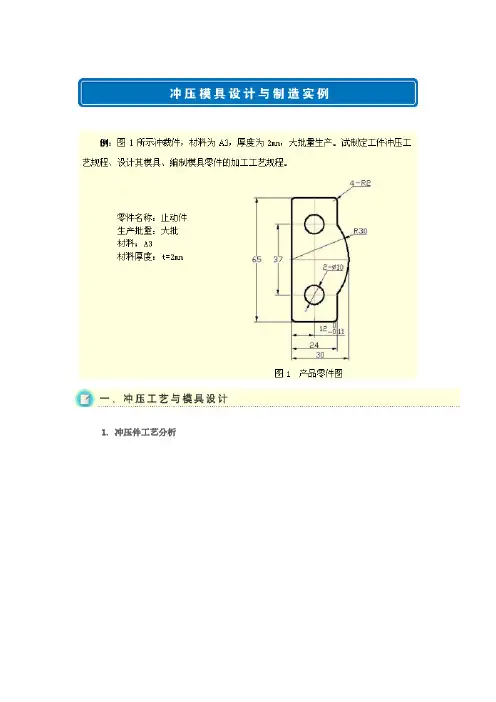
1. 冲压件工艺分析2. 工艺方案及模具结构类型3. 排样设计4.冲压力与压力中心计算5.工作零件刃口尺寸计算落料部分以落料凹模为基准计算 ,落料凸模按间隙值配制;冲孔部分以冲孔凸模为基准计算,冲孔凹模按间隙值配制。
既以落料凹模、冲孔凸模为基准,凸凹模按间隙值配制。
刃口尺寸计算见表1。
表 1 刃口尺寸计算6.工作零件结构尺寸7.其它模具零件结构尺寸根据倒装复合模形式特点: 凹模板尺寸并查标准JB/T-6743.1-94,确定其它模具模板尺寸列于表2:根据模具零件结构尺寸 ,查标准GB/T2855.5-90选取后侧导柱125×25标准模架一副。
8.冲床选用根据总冲压力 F总=352KN,模具闭合高度,冲床工作台面尺寸等,并结合现有设备,选用J23-63开式双柱可倾冲床,并在工作台面上备制垫块。
其主要工艺参数如下:公称压力: 630KN滑块行程: 130mm行程次数: 50 次∕分最大闭合高度: 360mm连杆调节长度: 80mm工作台尺寸(前后×左右):480mm × 710mm9.冲压工艺规程10.模具总装配图图 4 模具装配图11.模具零件图图 5 凸凹模图 6 冲孔凸模图 7 落料凹模板图 8 上模座板图 9 下模座板图 10 上垫板图 11 下垫板图 12 凸模固定板图 13 空心垫板图 14 推件块图 15 卸料板图 16 凸凹模固定板1. 主要模具零件加工工艺过程落料凹模加工工艺过程材料 :Gr12 硬度 : 60 ~ 64 HRC冲孔凸模加工工艺过程材料: T10A 硬度: 56 ~ 60HRC凸凹模加工工艺过程材料 :Gr12 硬度 : 60 ~ 64 HRC凸模固定板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC凸凹模固定板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC卸料板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC上垫板加工工艺过程材料 :T8A 硬度 : 54 ~ 58 HRC下垫板加工工艺过程材料 :T8A 硬度 : 54 ~ 58 HRC空心垫板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC上模座加工工艺过程材料 :HT200下模座加工工艺过程材料: HT200推件块加工工艺过程材料 :45# 硬度 : 24 — 28 HRC2. 加工过程:详见素材资源库中的视频。
目录:(一)设计要求 (3)(二)零件工艺性分析 (3)(三)冲裁工艺方案的确定 (4)(四)零件工艺计算1.冲裁件的排样设计与计算 (4)2.设计冲压力和压力中心 (5)3.设备选择 (5)(五)模具设计1.确定模具的结构形式 (5)2.凹凸模刃口尺寸计算 (6)(六)模具零部件结构的确定1.凹模设计 (7)2.卸料板的设计 (8)3.固定板的设计 (8)4.垫板的设计 (8)5.卸料装置中弹性元件的设计 (8)6.凸模设计 (9)7.凸凹模设计 (10)8.选择紧固件和定位零件 (10)9.选择模架及其它安装零件 (10)10.模柄的设计 (10)11.压力机的确定 (10)(七)参考文献 (11)(一)设计要求工件为前支架,材料为30钢,……………………(二) 零件工艺性分析:1.结构与尺寸分析:………………2.材料分析:30号钢为碳素结构钢,冲压性能良好,适合冲裁。
3.精度分析:参考书本P15,得出未标注公差,按IT10~14级精度计算,由于精度要求 ………………(三)冲裁工艺方案的确定零件为落料冲孔件,工序数较少可采用落料-冲孔复合模冲压以提高形位精度和尺寸精度,且生产效率高。
送料方式选手动送料,卸料方式选弹性卸料(四)零件工艺计算1、排样设计与计算(1)、分析零件形状,并考虑到定位方便,采用单行直排; (2)、.搭边值确定:查书本P23表2-9,a=3mm b=2.5mm (3)、条料宽度和导板间距的计算:①定位采用挡料销定位,无侧压装置,板料采用斜刃剪床裁剪 …………………… ②导板间距mm Z B A 02.102.104.382.02.38--=+=+=2.设计冲压力和压力中心冲压模具设计说明书………………3.设备选择根据总的冲压力,选择压力机型号为J23-40(开式双柱可倾式压力机),主要技术参数如下:标称压力 滑块行程 行程次数 最大闭合高度 闭合高度调节量 滑块中心到机身距离 工作台尺寸 前后 左右、工作台孔尺寸 模柄孔尺寸 直径 深度(五)模具设计1.模具结构选择落料—冲孔复合模可以采用正装和倒装两种形式。
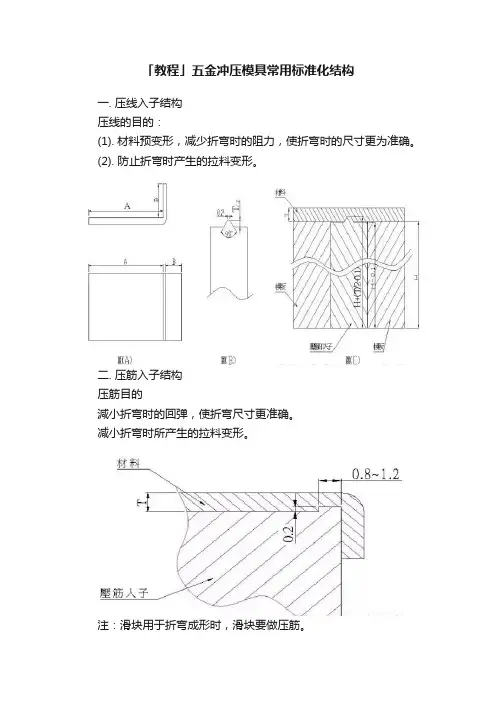
「教程」五金冲压模具常用标准化结构一. 压线入子结构压线的目的:(1). 材料预变形,减少折弯时的阻力,使折弯时的尺寸更为准确。
(2). 防止折弯时产生的拉料变形。
二. 压筋入子结构压筋目的減小折弯时的回弹,使折弯尺寸更准确。
减小折弯时所产生的拉料变形。
注:滑块用于折弯成形时,滑块要做压筋。
三. 压毛边入子(1)压毛边的形式內孔压毛边﹐产品周边压毛边。
(2)压毛边入子的加工方法先线割好入子外形﹐将入子放入模板入子孔內﹐下面垫高0.22mm﹐用Φ4球刀依入子周边加工﹐尺寸見下图示意。
(料厚为0.8T)四. 预剪结构连续模带料部分在最后一站剪切或剪断成形﹐产品要求外观或手可触摸处均无毛边﹐因此要求模具在剪切的前一站进行预剪(也称为预压毛边)。
设计时﹐先要判定毛边的方向﹐确定预剪在上模还是在下模﹐其结构及具体设计尺寸如下﹕五. 连剪带折弯结构作业说明:先剪后折刀口高度为一个料厚,斜1.5度,目的是减少冲头同切口之间的接触面,以便減少摩擦。
沖头切口底部直2mm,是为了保证刀口強度,防止崩刃。
沖头折弯边高度为1.5T,这样可保证先剪断后折边。
六. 顶料销设计标准1.选用原則(1).一般选用Φ8.0的LB型顶料销。
若位置不夠时可选用Φ6.0型的顶料销。
(2).当所需顶料力很大,位置又夠时可选用Φ10.0的顶料销.(3).顶料销长度的选择,应注意参考以下原则:a. 选用标准长度,并考虑可否不需要在模板上沉孔。
b. 顶出高度<=10mm时,一般选用φ8.0的顶料销﹔顶出高度>=10.0MM时,选择其它标准规格的顶料销.c. 避免开模时弹簧顶住模板台阶处的現象。
d. 铁氟龙材质LB型顶料销适用于铝材,铜材等材质。
规格为Φ8.0*25,Φ8.0*30,Φ8.0*35,Φ8.0*402.排布規則(1)抽孔,抽凸周围对称排配顶料销,也可采用內脱料的形式脱料。
(2)折弯时如使用顶料销脱料,在凸模上折弯边每隔20-30MM 排配一个顶料销,折弯拐角处一定要排配一个顶料销,顶料销四分点距折弯边2.5MM.(3)折单边时,折弯边顶料销按上述原則排配,非折弯边视大小均勻分布2-4个顶料销。