转子动平衡原理图解
- 格式:pdf
- 大小:225.10 KB
- 文档页数:10

风机转子动平衡——两点平衡计算法原理。
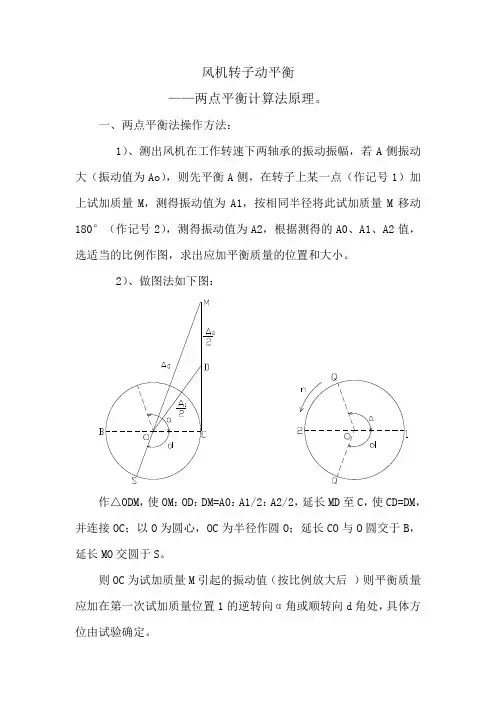
一、两点平衡法操作方法:1)、测出风机在工作转速下两轴承的振动振幅,若A侧振动大(振动值为Ao),则先平衡A侧,在转子上某一点(作记号1)加上试加质量M,测得振动值为A1,按相同半径将此试加质量M移动180°(作记号2),测得振动值为A2,根据测得的A0、A1、A2值,选适当的比例作图,求出应加平衡质量的位置和大小。
2)、做图法如下图:作△ODM,使OM:OD:DM=A0:A1/2:A2/2,延长MD至C,使CD=DM,并连接OC;以O为圆心,OC为半径作圆O;延长CO与O圆交于B,延长MO交圆于S。
则OC为试加质量M引起的振动值(按比例放大后)则平衡质量应加在第一次试加质量位置1的逆转向α角或顺转向d角处,具体方位由试验确定。
二、两点平衡计算法:1、具体操作同上。
2、计算原理如下:1)、根据平行四边形法则做矢量图如下:2)、求出试重块M应产生的振幅在三角形oca中Cosα=(A²+X²-C²)/2AX在三角形0ab中cos(л-α)=(A²+X² -B²)/2AX 因为:cosα+cos(л-α)=0得:(A²+X²-C²)/2AX +(A²+X² -B²)/2AX=0(2A²+2X²-C² -B²)/2AX=02A²/2AX+2X²/2AX-C²/2AX -B²/2AX=02X²/2AX=C²/2AX +B²/2AX-2A²/2AX2X²/2AX=(C² +B²-2A²)/2AX2X²=C² +B²-2A²X²=(C² +B²-2A²)/2X=√[(C² +B²-2A²)/2]3)、求得试重块M应产生的振幅后。

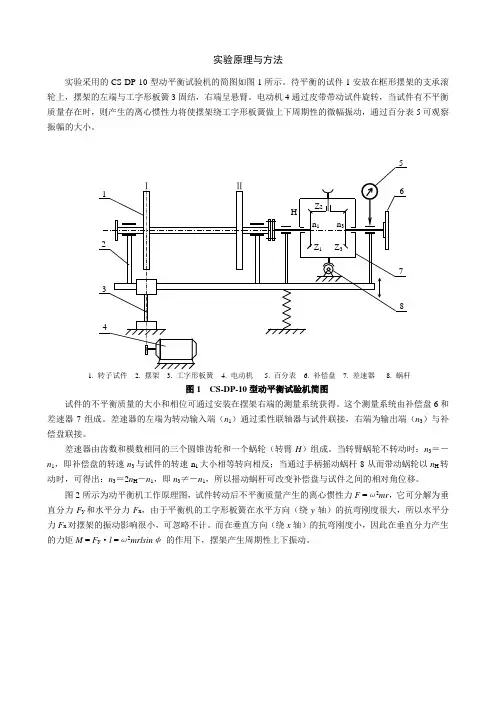
实验原理与方法实验采用的CS-DP-10型动平衡试验机的简图如图1所示。
待平衡的试件1安放在框形摆架的支承滚轮上,摆架的左端与工字形板簧3固结,右端呈悬臂。
电动机4通过皮带带动试件旋转,当试件有不平衡质量存在时,则产生的离心惯性力将使摆架绕工字形板簧做上下周期性的微幅振动,通过百分表5可观察振幅的大小。
1. 转子试件2. 摆架3. 工字形板簧4. 电动机5. 百分表6. 补偿盘7. 差速器8. 蜗杆图1 CS-DP-10型动平衡试验机简图试件的不平衡质量的大小和相位可通过安装在摆架右端的测量系统获得。
这个测量系统由补偿盘6和差速器7组成。
差速器的左端为转动输入端(n1)通过柔性联轴器与试件联接,右端为输出端(n3)与补偿盘联接。
差速器由齿数和模数相同的三个圆锥齿轮和一个蜗轮(转臂H)组成。
当转臂蜗轮不转动时:n3=-n1,即补偿盘的转速n3与试件的转速n1大小相等转向相反;当通过手柄摇动蜗杆8从而带动蜗轮以n H转动时,可得出:n3=2n H-n1,即n3≠-n1,所以摇动蜗杆可改变补偿盘与试件之间的相对角位移。
图2所示为动平衡机工作原理图,试件转动后不平衡质量产生的离心惯性力F =ω2mr,它可分解为垂直分力F y和水平分力F x,由于平衡机的工字形板簧在水平方向(绕y轴)的抗弯刚度很大,所以水平分力F x对摆架的振动影响很小,可忽略不计。
而在垂直方向(绕x轴)的抗弯刚度小,因此在垂直分力产生的力矩M = F y·l =ω2mrlsinφ的作用下,摆架产生周期性上下振动。
1图2 动平衡机工作原理图由动平衡原理可知,任一转子上诸多不平衡质量,都可以用分别处于两个任选平面Ⅰ、Ⅱ内,回转半径分别为r Ⅰ、r Ⅱ,相位角分别为θⅠ、θⅡ,的两个不平衡质量来等效。
只要这两个不平衡质量得到平衡,则该转子即达到动平衡。
找出这两个不平衡质量并相应的加上平衡质量(或减去不平衡质量)就是本试验要解决的问题。
现场动平衡原理§-1基本概念1、单面平衡一般来说,当转子直径比其长度大7〜10倍时,通常将其当作单面转子对待。
在这种情况下,为使偏离轴心的转子质心恢复到轴心位置,只需在质心所处直径的反向任意位置上安放一个同等力矩的校正质量即可。
这个过程称之为“单面平衡”。
2、双面平衡对于直径小于长度7〜10倍的转子,通常将其当作双面转子对待。
在双面转子上,若有两块相等的质量配置在轴线两端且轴心对称的位置上,此时转子不存在质心偏离转轴问题,即静态平衡。
然而,一旦转动起来,这两块质量各自产生的离心力构成一个力偶,惯性轴与转动轴不再重合,导致轴承受到猛烈振动;或者惯性轴与转动轴相倾斜,并且两块质量也不对称,造成质心偏离轴线,这是双面转子实际中存在的最为普遍的不平衡。
这种不平衡必须通过转动时的振动测量并且至少在两个平面上安放校正质量才能消除。
这个过程称为“双面平衡”。
§-2平衡校正原理为了确定待平衡转子校正质量的大小和位置,现场动平衡情况下,利用安放试探质量的方法,临时性地改变转子的质量分布,测量由此引起的振动幅值和相位的变化,由试探质量的影响效果确定出真正需要的校正质量的大小和安放位置。
轴承上任意一点都以与转速相同的频率,周期性地经历转子不平衡产生的离心力。
所以,在振动信号频谱上,不平衡表现在转动频率处振动信号增大。
一般在转子轴承外壳上安置一个振动传感器,测量不平衡引起的振动。
转频处的振动信号正比于不平衡质量产生的作用力。
为了测量相位及转频,还要使用转速传感器。
本仪器使用激光光电转速传感器,以反光条位置作为振动信号相位参考点,从而确定出转子的不平衡角度。
综上所述,利用不平衡振动的幅值和相位可分别确定平衡校正力矩和相对于试重质心位置的校正角度。
校正半径选定后,即可依校正力矩和角度计算出校正质量的大小和安置位置。
§-3平衡步骤1、平衡前提(1)确定转子为刚性转子(2)确定转子存在不平衡故障不平衡属于低频故障,当5Hz〜1KHz的通频振动(位移峰峰值或速度有效值)较正常值有明显增大时,说明设备有低频类故障在发展。

转子动平衡原理方法和标准一、转子动平衡原理方法转子动平衡是指通过调整转子的质量分布,使转子在高速旋转时减小振动,提高转子的平衡性能。
转子动平衡原理方法主要包括静平衡法和动平衡法。
1. 静平衡法静平衡法是通过在转子上加质量来实现平衡,常用的方法有单面加质法和双面加质法。
单面加质法是在转子的一个平面上加质量,通过调整质量的位置和大小,使得转子在该平面上平衡;双面加质法是在转子的两个平面上分别加质量,通过调整两个质量的位置和大小,使得转子在两个平面上平衡。
2. 动平衡法动平衡法是通过在转子上进行试验,测量振动信号,然后根据振动信号的特征和数学模型,计算出需要调整的质量和位置,实现转子的平衡。
常用的方法有单面试重法、双面试重法和切除法。
单面试重法是在转子的一个平面上试重,通过试重的位置和大小,调整质量的分布,使得转子在该平面上平衡;双面试重法是在转子的两个平面上分别进行试重,通过试重的位置和大小,调整两个质量的分布,使得转子在两个平面上平衡;切除法是根据振动信号的特征,确定需要切除的质量位置,然后进行切除,实现转子的平衡。
二、转子动平衡标准转子动平衡的标准主要包括国际标准和国内标准。
国际标准主要有ISO1940《机械振动-旋转机械的平衡要求》和ISO2953《机械振动-旋转机械的平衡试验方法》。
ISO1940主要规定了旋转机械的平衡质量和平衡级别的要求,根据转子的质量和转速确定平衡质量的上限和平衡级别的要求;ISO2953主要规定了旋转机械的平衡试验的方法和要求,包括试重法和试切法的试验步骤和计算方法。
国内标准主要有GB/T 25709-2010《转子的平衡质量和平衡级别》和GB/T 3323-2005《旋转机械平衡试验方法》。
GB/T 25709-2010与ISO1940类似,主要规定了旋转机械的平衡质量和平衡级别的要求;GB/T 3323-2005与ISO2953类似,主要规定了旋转机械的平衡试验的方法和要求。
转子动平衡原理引言:转子是机械设备中常见的旋转部件,其平衡性对于设备的正常运行至关重要。
转子动平衡是指通过调整转子的质量分布,使其在旋转时不产生过大的振动。
本文将介绍转子动平衡的原理及其应用。
一、转子动平衡的原理1. 转子的不平衡转子在加工、装配、使用过程中,由于制造和安装的误差,会导致质量分布不均匀,产生不平衡。
这种不平衡会引起转子在旋转时产生振动,降低设备的工作效率,甚至损坏设备。
2. 转子动平衡的目标转子动平衡的目标是使转子的质量分布均匀,使得转子在旋转时不产生振动。
通过调整转子的质量分布,使得转子的重心与转轴的轴线重合,达到动平衡的状态。
3. 转子动平衡的原理转子动平衡的原理基于质量守恒和力矩平衡原理。
具体步骤如下:(1)确定转子的不平衡量通过测量转子在旋转时产生的振动,可以得到转子的不平衡量。
常用的测量方法有静态平衡和动态平衡。
(2)确定不平衡质量的位置根据转子的振动情况和测量数据,可以确定不平衡质量的位置。
一般来说,不平衡质量的位置与振动最大的位置相对应。
(3)调整转子的质量分布根据不平衡质量的位置,可以通过增加或减少质量来调整转子的质量分布。
常用的方法有在转子上加重或去重,或者在转子上粘贴平衡块等。
(4)检验转子的平衡性调整完转子的质量分布后,需要再次测量转子的振动情况,以验证转子是否达到了动平衡的状态。
如果振动仍然超过允许范围,则需要进一步调整。
二、转子动平衡的应用1. 旋转机械设备转子动平衡广泛应用于各种旋转机械设备,如发电机、风力发电机组、汽车发动机等。
通过进行转子动平衡,可以提高设备的工作效率,延长设备的使用寿命。
2. 航空航天领域在航空航天领域,转子动平衡更加重要。
转子的不平衡会导致飞机或火箭在高速飞行时产生振动,影响飞行的安全性和稳定性。
因此,对于飞机或火箭的发动机和旋翼等转子部件,需要进行精密的动平衡调整。
3. 制造业在制造业中,转子动平衡也是一个重要的工艺环节。
例如,汽车制造中的发动机转子、空调制造中的风扇转子等,都需要进行动平衡调整,以保证产品的品质和性能。
转子动平衡及操作技术一. 转子动平衡..(一).有关基本概念1.转子机器中绕轴线旋转的零部件,称为机器的转子.2.平衡转子旋转与不旋转时对轴承只有静压力的转子.3.不平衡转子如果转子在旋转时对轴承除有静压力外,附加有动压力,则称之为不平衡的转子不平衡是一个旋转体的质量轴线(惯量轴线)与实际的旋转轴线不重合。
其单位为不平衡的质量与该质量中心至实际旋转轴线的距离的乘积,以gmm计量。
不平衡有3种表现形式。
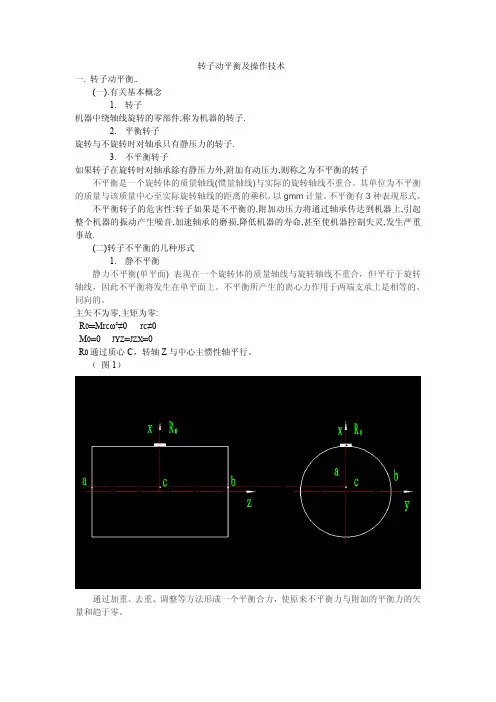
不平衡转子的危害性:转子如果是不平衡的,附加动压力将通过轴承传达到机器上,引起整个机器的振动产生噪音,加速轴承的磨损,降低机器的寿命,甚至使机器控制失灵,发生严重事故.(二)转子不平衡的几种形式1.静不平衡静力不平衡(单平面) 表现在一个旋转体的质量轴线与旋转轴线不重合,但平行于旋转轴线,因此不平衡将发生在单平面上。
不平衡所产生的离心力作用于两端支承上是相等的、同向的。
主矢不为零,主矩为零:R0═Mrcω²≠0 rc≠0M0═0JYZ═JZX═0R0通过质心C,转轴Z与中心主惯性轴平行。
(图1)通过加重、去重、调整等方法形成一个平衡合力,使原来不平衡力与附加的平衡力的矢量和趋于零。
主矢和主矩均不为零,但相互垂直R0═Mrcω²≠0M0═0JYZ═JZX═0R0不通过质心C,转轴Z与中心主惯性轴相交于某一点。
(图2)3.偶不平衡偶力不平衡表现在一个旋转体的质量轴线与旋转轴线不重合,但相交于旋转体重心,不平衡所产生的离心力作用于两端支承是相等而180°反向的。
主矢为零,主矩不为零R0═0 rc═0M0≠0JXZ≠0 JYZ≠0(图3)通过加重、去重、调整等方法形成一个平衡合力,使原来不平衡力与附加的平衡力的矢量和趋于零。
动力不平衡(双平面) 表现在一个旋转体的质量轴线与旋转轴线不重合,而且既不平行也不相交,因此不平衡将发生在两个平面上,可以认为动力不平衡是静力不平衡和偶力不平衡的组合,不平衡所产生的离心力作用于两端支承,既不相等且向量角度也不相同。
转子的动平衡的原理和应用1. 转子动平衡的原理转子的动平衡是指在旋转过程中保持转子的质量分布均匀,使得转子在高速运行时减小振动,提高设备的工作效率和稳定性。
转子动平衡的原理主要有以下几点:•转子质量中心计算:转子动平衡的第一步是计算转子的质量中心位置。
质量中心即转子的重心位置,通过计算转子各个部分的质量和其相对应的坐标位置,可以确定转子的质量中心位置。
•质量不平衡计算:转子动平衡的主要目的是消除质量不平衡。
质量不平衡是指转子在旋转过程中的质量分布不均匀,造成转子产生振动。
质量不平衡可以通过计算转子各个部分的质量和距离质量中心的距离,然后将质量不平衡量化表示出来。
•平衡质量的确定:根据转子的质量不平衡量,确定平衡质量大小和位置。
平衡质量可以通过在转子上添加或移除质量来实现。
通过平衡质量的添加或移除,可以使得转子达到平衡状态,减少振动,提高转子的工作效率。
2. 转子动平衡的应用2.1 机械设备领域在机械设备领域中,转子的动平衡应用非常广泛。
以下是一些常见的应用场景:•发动机动平衡:发动机是一种高速旋转的设备,发动机的动平衡对于保证发动机的稳定运行非常关键。
通过对发动机转子进行动平衡可以降低发动机的振动和噪音,延长发动机的使用寿命。
•轴承动平衡:轴承在机械设备中承受着重要的转动负荷,如果轴承转子存在不平衡问题,会导致轴承的寿命缩短,同时也会增加机械设备的振动和噪音。
通过对轴承转子进行动平衡可以提高轴承的工作效率和稳定性。
2.2 汽车制造业在汽车制造业中,转子的动平衡也有着重要的应用:•发电机转子动平衡:汽车发电机是为汽车提供电力的重要设备,发电机转子的动平衡对汽车的电力供应稳定性和汽车的振动有着直接影响。
通过对发电机转子进行动平衡可以提高发电机的工作效率和稳定性。
•汽车轮胎动平衡:汽车行驶过程中,轮胎的动平衡是确保汽车正常行驶和提高乘坐舒适性的重要因素。
通过对轮胎的动平衡可以减少汽车在高速行驶过程中的抖动和噪音,保证汽车行驶的平稳性和安全性。
转子动平衡及操作技术一. 转子动平衡..(一).有关基本概念1.转子机器中绕轴线旋转的零部件,称为机器的转子.2.平衡转子旋转与不旋转时对轴承只有静压力的转子.3.不平衡转子如果转子在旋转时对轴承除有静压力外,附加有动压力,则称之为不平衡的转子不平衡是一个旋转体的质量轴线(惯量轴线)与实际的旋转轴线不重合。
其单位为不平衡的质量与该质量中心至实际旋转轴线的距离的乘积,以gmm计量。
不平衡有3种表现形式。
不平衡转子的危害性:转子如果是不平衡的,附加动压力将通过轴承传达到机器上,引起整个机器的振动产生噪音,加速轴承的磨损,降低机器的寿命,甚至使机器控制失灵,发生严重事故.(二)转子不平衡的几种形式1.静不平衡静力不平衡(单平面) 表现在一个旋转体的质量轴线与旋转轴线不重合,但平行于旋转轴线,因此不平衡将发生在单平面上。
不平衡所产生的离心力作用于两端支承上是相等的、同向的。
主矢不为零,主矩为零:R0═Mrcω²≠0 rc≠0M0═0JYZ═JZX═0R0通过质心C,转轴Z与中心主惯性轴平行。
(图1)通过加重、去重、调整等方法形成一个平衡合力,使原来不平衡力与附加的平衡力的矢量和趋于零。
主矢和主矩均不为零,但相互垂直R0═Mrcω²≠0M0═0JYZ═JZX═0R0不通过质心C,转轴Z与中心主惯性轴相交于某一点。
(图2)3.偶不平衡偶力不平衡表现在一个旋转体的质量轴线与旋转轴线不重合,但相交于旋转体重心,不平衡所产生的离心力作用于两端支承是相等而180°反向的。
主矢为零,主矩不为零R0═0 rc═0M0≠0JXZ≠0 JYZ≠0(图3)通过加重、去重、调整等方法形成一个平衡合力,使原来不平衡力与附加的平衡力的矢量和趋于零。
动力不平衡(双平面) 表现在一个旋转体的质量轴线与旋转轴线不重合,而且既不平行也不相交,因此不平衡将发生在两个平面上,可以认为动力不平衡是静力不平衡和偶力不平衡的组合,不平衡所产生的离心力作用于两端支承,既不相等且向量角度也不相同。
主矢和主矩均不为零且既不相交,又不平行。
R0═Mrcω²≠0 rc≠0 M0≠0JXZ≠0 JYZ≠0(图4)动平衡就是选择两个平衡操作面,通过加重、去重、调整等方法形成一个平衡合力和一个平衡合力矩,使原来不平衡力与附加的平衡力的矢量和趋于零,也使原来的不平衡力矩与附加的平衡力矩的合力矩趋于零。
5.选择静平衡或动平衡的一般原则当转子外径D与长度L满足D/L≧5时,不论其工作转速高低都只需进行静平衡(如果L/l>2时)当D≤I时,n>1000r/min必须进行动平衡.(特殊要求除外)(三)动平衡机的工作原理把刚性回转体安装在动平衡机的弹性支承上,使回转体转动.根椐支承的不同情况,(通过回转体的周期性机械振动信号变为电感信号)测量出支承的振动和支反力.用分离解算电路,计算出回转体的不平衡量,再对回转体进行加重或去重,直至平衡量达到要求.1.软支承动平衡机的分离解算原理刚性回转体动平衡时,任一校正面的不平衡量都会使左,右二支承同时产生振动, α设校正面I上的不平衡量m1r1在左,右支承处引起的振幅分别用αL1mr1和αR1mr1表示;校正面Ⅱ上的不平衡量m2r2在左,右支承处引起的振幅分别用αL2mr2和αR2mr2表示.其中为一组与回转体重量,支承位置,校正面位置及回转体惯性矩等有关的动力影响系数,在实际操作中,可由试验确定.则左,右支承的振幅Vl,VR与不平衡量m1r1,m2r2的关系为:V L═αL1m1r1+αL2m2r2V R=αR1m1r1+αR2m2r2以下两式可联立解出得: m1r1=αR2 V L/∆-αL2 V R/∆m2r2=αL1V R/∆-αR1 V L/∆式中:△=αL1 αR2-αL2αR1由算式可知:只要知道四个影响系数,就可以从测得的支承振幅VL和VR算出不平衡量m1r1和m2r2,在动平衡机实际操作中,无需算出四个动力影响系数,只需通过调整电位器W1,W2,W3,W4即可求出m1r1和m2r2(见DRZ—1A)动平衡机操作显示屏示意图.(图5)2.硬支承动平衡机的分离解算原理在硬支承动平衡机中,不平衡产生的离心力与支承振幅成正比,而且相位相同,因此,对于硬支承动平衡机是通过测量支承反力来确定二校正面上的不平衡量,若二校正面上的不平衡量产生的离心力为F L和F R,则左,右两支承的反力N L和N R,则左,右两支承的反力N L和N R.可由静力学的方法求出.硬支承平衡机的支承关系式如下:(1)F L=f L+1/B(Af L-Cf R)F R=f R-1/B(Af L-Cf R)(图6)(2)F L=f L+1/B(Af L+Cf R)F R=f R-1/B(Af L+Cf R)(图7)(3)F L=f L-1/B(Af L+Cf R)F R=f R+1/B(Af L+Cf R)(图8),(图9)(4) F L=f L+1/B(Af L -Cf R ) F R =f R +1/B(Af L -Cf R )(图10)图中的A,B,C为支承和校正面的位置尺寸.离心力FL和FR仅与支承反力NL和NR及尺寸A,B,C有关.不同的支承形式只改变支反力的运算符号,用传感器测出支反力NL,使用如软支承平衡机类似的分离解算电路,求出离心力FL和FR,再根椐回转体的工作角度ωω算出左,右校正面上的不平衡量FL/ω和FR/ω(1)~(4)为通常将不平衡量分解到两个校正面上进行平衡校正的方法,而对于直径比(L/D)较小的园盘形回转体,进行两面高精度平衡或检查其单面平衡后的精度,或对装配式回转体(如带叶片轴)进行边装配边平衡则可用静/偶平衡法.3.软支承动平衡机与硬支承动平衡机的比较:对比项目软支承平衡机硬支承平衡机不平衡的检测方式测幅型,通过传感器检测出与振幅成正比的不平衡量测力型,通过传感器检测出与离心力成正比的不平衡量支承刚度支承刚度低, 与转子实际的轴承条件不同支承刚度很高,接近于转子实际的轴承刚度,可使平衡工况与实际工况相近平衡转速平衡转速超过共振区启动时要求锁紧摆架平衡转速在共振点之前,无需锁紧装置,可做超速试验平衡机的调整方式需调整运转,操作次数多,不同类型的转子有各自的标准转子不需调整运转,在很短的时间内完成永久式调整平衡精度一般可达0.5μ(0.5g.mm/kg),以偏心距表示灵敏度时,与转子质量无关,但转子轻时由于寄生质量,使灵敏度下降一般可达1.0μ(1g.mm/kg)超精度型可达0.05μ,以偏心距表示灵敏度时,与转子质量成正比,与寄生质量无关适用范围宜用于高速中型,小型转子的平衡,大批生产的产品宜用于大,中型转子的平衡,单件或各种批量生产的产品安装地基受外界振动影响小,对安装地基要求不高受外界振动影响较大,以安装地基要求很高。
(隔振)(四)动平衡精度1.动平衡的定义不平衡的转子经过测量其不平衡量和不平衡相位,并加以校正以消除其不平衡量,使转子在旋转时,不致产生不平衡离心力的平衡工艺叫做动平衡.2.转子的平衡精度等级(1)通过实验(工作状态下),积累资料,对未做规定的某些特殊要求的转子订出可行的平衡精度规范(2)根据eω=G(递减的常数)分级。
① e=Upcr/m—转子单位质量的不平衡量,称不平衡率.对静平衡而而言:e—偏心距.② 为便于读数:G=eω/1000单位由原µ/s改为mm/s.③ 根据ISO1940标准,G的大小作为精度标号,等级之间公比为2.5,等级分为:G4000,G1600,G630,G250,G100,G40,G16,G6.3,G1,G0.4共11级.(2)ISO1940规定的符号Upcr—许用不平衡量(g.mm),Upcr=meperEpcr—许用不平衡率或转子偏心距(g.mm/kg或µ)U—不平衡量(g.mm)Us—静不平衡量(g.mm)Uc—偶不平衡量(g.mm)Umc—最大的偶不平衡量(g.mm²)UpcrⅠⅡ--分配到校正面I或Ⅱ的许用不平衡量(g.mm)U³pcrⅠ.Ⅱ按静不平衡量分配到I或Ⅱ的许用不平衡量(g.mm)UeperⅠ.Ⅱ--按偶不平衡量分配到校正面Ⅰ或Ⅱ的许用不平衡量(g.mm)mⅠ.Ⅱ--向校正面简化的转子当量质量mⅠ+mⅡ=m(kg)m—转子质量(kg)4..影响动平衡精度的因素要使转子的平衡精度很高(即剩余不平衡量很小)就要尽量排除影响不平衡精度的因素,其中传动方式和传动件的不平衡影响最大,其它如转子的轴颈精度,轴承的精度等亦应严格控制.二,动平衡操作技术由于做平衡试验的转子种类繁多,相应的平衡工艺方法,试验装置和校正方法也各不相同,应根据转子结构特点和平衡要求,选择合适的平衡方法,试验装置和校正方法.(一)校正面的选择平衡校正面必须选择垂直于转子轴线的平面.(1)对薄盘状转子(L/D≤5),因偶不平衡很小,一般只选择一个校正面,称为单面平衡或称静平衡.(2)对于长轴类转子(L/D>5),必需选择二个或二个以上校正面,称双面平衡或多面平衡亦称动平衡.(3)对于初始不平衡量很大,旋转时振动过大的转子,应先做单面静平衡,且校正面最好选择在重心所在的平面上,以防偶不平衡量增大;或选择在重心两侧的两个校正面上校正,或根据要求,选择在靠近重心的平面上校正,然后再做动平衡.(4)曲轴应在专门的曲轴动平衡机上平衡(二)校正方法转子的不平衡是因其中心主惯性轴与旋转轴线不重合而产生的.平衡就是改变转子的质量分布,使其中心主惯性轴与旋转轴线重合而达到平衡的目的.当测量出转子不平衡的量值或相位后,校正的方法有:(1)去重法—即在重的一方用钻孔,磨削,錾削,铣削和激光穿孔等方法去除一部分金属.(2)加重法--即在轻的一方用螺钉连接,铆接,焊接,喷镀金属等方法,加上一部分金属..(3)调整法—通过拧入或拧出螺钉以改变校正重量半径,或在槽内调整二个或二个以上配重块位置.(4)热补偿法—通过对转子局部加热来调整工件装配状态.(三)硬支承平衡机操作过程简述1.调整平衡机的两摆架位置,将转子两轴承档置于两支承滚轮中(或V型支承中)测量a,b,c轴向距离,选择校正半径R1,R2.2.选择相应的支承型式(必须与实际支承状况相符),选择平衡方式(动,静或静偶将所测的a,b,c,R1,R2,尺寸数据输入测试箱,输入平衡公差.3.选择合适的平衡转速(可开机测试,也可预设置).4.开机.测试Ⅰ,Ⅱ校正面上的不平衡量值.5.校正.根据测试箱显示的Ⅰ,Ⅱ校正面上的不平衡量及不平衡相位采用合适的方法校正.注:一般硬支承平衡机显示的不平衡量值均为校正半径r1,r2平面上的不平衡重量m,需求重径积G=mr.有些平衡机(如申克平衡机CAB590A或CAB690)编有重径积计算程序,则可不必再计算,只需打印出结果即可.(四)软支承平衡机的操作过程简述(参见图5)1.模拟平衡(调零,电器平衡).2.加试重,求出4个α值.a)左面r1处加试重5G:调整右面分离旋钮,使Ⅱ面光点为零,左面灵敏度旋钮放至10.(若为便于计算,可微动,至Ⅰ面刻度值A1为整数)b)右面r2处加试重5G:调整左面分离旋钮,使Ⅰ面光点为零,右灵敏度旋钮放至10.(或为便于计算,可微动,至Ⅱ面刻度值A2为整数)c)将试重加在左校正面r1处,重核Ⅰ面刻度值.3.计算Ⅰ,Ⅱ校正面灵敏度U1,U2.计算公式:U=5Gr/A式中U—机器灵敏度G—试重(等于工件允许的不平衡量)A─瓦特表所显示的刻度值注:双面校正时,符号下标分别代表1,2..4.记录机器灵敏度,面,量刻度值以备下次同类工件平衡时使用.上述操作过程中,:面分离旋钮即为W1,W2两电位器称为消除左右不平衡量相互影响的分离电路.(五)不同类型转子的动平衡注意事项1.滚动轴承转子的平衡装有滚动轴承的转子,平衡时最好带着滚动轴承一起平衡,从而消除滚动轴承的内环偏心引起的不平衡,带轴承的转子一般在V型支承上进行.2.无轴颈的转子的平衡无轴颈的转子必须在工艺轴上进行平衡.由于工艺轴本身的制造误差:径向和轴向跳动.工艺轴本身的不平衡以及转子配合时存在的径向间隙,使转子在平衡时会带来不可避免的误差.为了使工艺轴与零件的配合误差引起的不平衡量与无颈转子的不平衡量分开,在工艺轴上只检测转子的不平衡量,可采用180°转位的平衡方法.3.组装件的平衡由于组装件是由几个零件组合而成,如果不先对单个零件进行平衡,则:(1)组装件因不平衡量过大而无法平衡.(2)或虽然能平衡,使组装件达到规定的平衡精度,但在实际工作转速(4000~500000r/min)时,由于叶轮的不平衡力和力偶的影响,使轴局部弯曲产生振动而不能工作.所以,必须在低转速下(1~2000转/分)先对各零件进行单件平衡,平衡允许值可根据组装件不平衡允许值来分配。