等臂杠杆夹具设计
- 格式:docx
- 大小:440.84 KB
- 文档页数:16
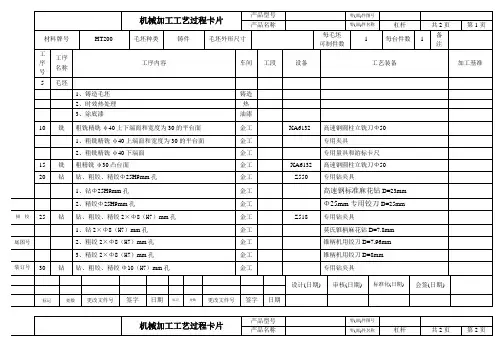
全国首批国家示范性高等职业院校毕业论文等臂杠杆夹具的设计设计题目:等臂杠杆零件的机械加工工艺规程之夹具的设计学生:冷洪亮学号: ************班级: 11数设301班指导教师:***重庆工业职业技术学院机械系2014年 3月 20日目录前言 (4)第一章定位方案的确定夹紧力相关计算定位误差分析 (5)1.1定位方案 (5)1.2夹紧力计算 (6)1.3定位分析 (7)1.4连接方案 (7)1.5夹具体 (8)第二章定位元件,夹紧元件,连接元件的确定 (9)2.1定位元件的确定 (9)2.2夹紧元件的确定 (13)2.3连接元件的确定 (15)参考文献 (16)夹具装配图夹具体见附件前言为了提高生产效率,保证加工质量,降低劳动强度,需设计专用夹具。
决定设计工序六的专用夹具。
为钻、粗、精铰2×Φ8(H7)小孔使尺寸达到Φ8(H7)而设计的。
本工序所加工的孔是位于Φ30凸台平面内,孔径不大,工件重量较轻、轮廓尺寸以及生产量不是很大等原因,本专用钻模用于钻杠杆臂的φ10钻削以及另一垂直方向φ13孔的钻加工。
由于加工精度不高,属于单工步工序应采用固定钻套。
由于φ10与φ13分布在不同表面且相互垂直,加工时由手工操作连同工件一起翻转,所以应采用翻转式钻模。
此种钻模在设计制造时应注意安装位置的平稳性及切屑的排出等问题. 本工序(φ8孔的钻、扩、铰)之前已加工完各平面且φ30内孔,提供了本工序的加工定位基准。
为此根据加工要求确定定位方案为完全定位夹紧机构采用螺旋夹紧机构,简单可靠本工序采用立钻Z5025机床,刀具为标准麻花钻。
机床与刀具均为通用型号,故夹具设计应使其适应机床与刀具,由于是小批量生产,夹具的结构力求简单方便,利于操作,易于制造。
夹具体及其夹具装备图见附图。
第一章定位方案的确定夹紧力相关计算定位误差分析1.1定位方案本钻模定位属于组合定位:φ22圆柱孔用于短销定位,限制两个自由度,端平面(φ42-φ22环形面)定位,限制三个自由度,形成了短销加宽环形平面组合,共限制五个自由度。
另用一个防转定位销定位,限制一个定位度。
防转定位销定在工件的另一端厚10mm,φ10的侧面(见左视图)位置,可防止工件转动。
对于一孔一端面的定位基准我们设计了定位柱。
定位柱的结构分三段:安装部分:φ42 下端面往下φ16安装柱,安装螺纹M12。
(加垫圈、锁紧螺母)是用来定位柱安装在钻模体上的。
定位部分:φ42上端面加上往上φ22定位颈。
(长度较短,与φ22长25 通孔是间隙配合,作定位时属短销定位。
)形成短销加宽环形面的组合定位夹紧部分:定位部分再往上的一段螺纹M 10、(加外六角夹紧螺母M10 和开口垫圈φ10 )用来夹紧工件。
辅助支承辅助支撑:采用的是螺旋辅助支承,本夹具夹紧力作用点远离切削力,为了提高工件装夹刚性和稳定性,宜在工件定位后,在φ10下方增设螺旋辅助支撑(用M22螺纹拧在夹具体上)。
他不起定位作用,是在定位夹紧后,调高与工件接触,为了让开钻头,并有利排削。
支撑制成中空通孔φ11,(比φ10大)。
高度调好后由M22锁紧螺母锁紧。
一般情况下同一批零件辅助支承不进行调整。
零件换批后要进行调整。
(1)选择带台阶面的定位销,作为以φ25H9孔及其端面的定位元件。
定位副配合取。
(2)选择可调支承钉为φ8(H7)孔外缘毛坯一侧防转定位面的定位元件,用锁紧螺母将其锁紧,防止在加工孔时出现扭转,限制工件六个自由度。
为增加刚性,在φ8(H7)的端面增设一螺旋辅助支承,辅助支承与工件接触后,用螺母将其锁紧。
1.2夹紧力计算及确定螺杆直径参考文献(机械加工工艺手册),因夹具的的夹紧力与切削力方向相反,实际所需夹紧力F与切削力F之间的关系为:夹F=KF,式中的K为安全系数。
由参考文献得,当夹紧力与切夹削力方向相反时,取K=3。
=KF=1279×3N=3837N,由前面的计算可知F=1279N。
所以,F夹由此可以知道,选择一个M30的螺旋辅助支承。
一是为了承受切削力的冲击,二是为了防止工件在加工时变形,因为钻φ8(H7)孔时,工件为悬臂。
1.3 定位误差计算(1)加工φ8H7时孔距尺寸84±0.2mm的定位误差计算,由于基准重合,故:0.015+0.2=0.215mm,0.015-0.2=-0.185mm,上下偏差为:0.215-(-0.185)=0.4mm,符合尺寸要求。
而基准位移误差为定位孔(φ25H9 )与定位销的最大间隙,故:定位销取直径为φ25H9,尽量减少位移误差。
故:25-25=0,上偏差:0.052-0.052=0mm,下偏差:0-0=0mm。
其基准也符合设计要求。
由此可知此定位方案能满足尺寸84±0.2mm的定位要求。
(2)加工φ8H7孔时轴线平行度0.15mm 的定位误差计算,由于基准重合,故:0.015+0.015=0.03mm而基准位移误差是定位孔φ25H9与定位面间的垂直度误差。
故:0.052+0.052mm=0.104mm所以有:0.03+0.104mm=0.134mm此方案能满足平行度0.15mm的定位要求。
1.4连接方案定位元件与夹具体的连接:本课程设计的定位元件有支撑钉、长带螺纹轴、可调带孔支撑。
支撑钉可根据所选的型号,选择恰当的螺钉与夹具体相连。
长带螺纹轴可根据所绘零件图制作,要求与零件Φ25mm孔内圆柱面呈间隙配合。
可调带孔支撑按所绘零件图对已有可调支撑适当加工,以满足加工要求,即,其内孔直径略大于8mm。
夹具体与机床的连接:本课程设计的夹具体通过用螺栓紧固在钻床上的T形槽中,并用定位元件来确定夹具体与钻床的相对位置,其中定位键和夹具体是紧配合,和T形槽是松配合。
1.5夹具体夹具体是夹具的基础件,用于支承和连接和连接夹具的各种元件和装置,并与机床有关零件部分连接,使之组成一个整体。
夹具体分为铸造夹具体、型材夹具体和焊接夹具体与锻造夹具体。
焊接夹具体由钢板、型材焊接而成。
这种夹具体制造方便,其热应力大、易变力,需要经过退火处理才能保证其尺寸稳定性。
考虑本课程设计工件的尺寸、外形等实际情况,选用铸造夹具体,其材料为HT200,以确保其抗振性和稳定性。
第二章连接元件,夹紧元件,定位元件的确定2.1定位元件的确定由以上对定位方案的分析,选用支撑钉和长定位轴来消除了X 方向转动、Y方向上的平动和转动以及Z方向的平动。
根据零件的具体形状和尺寸,选用如图所示轴体:按要求加工,与零件Φ25mm孔内圆柱面呈间隙配合。
并加工如下图所示可调带孔支撑钉:要求其内孔直径略大于8mm。
同时选用JB/T8029.1-1999中A型支撑钉,如图所示即可满足消除X 方向平动和Z方向的转动的要求。
此外还要定位钻孔位置,查表JB/T8018.2-1999,根据零件的尺寸选择B型钻模板,包含两个沉头孔和两个定位销。
所以钻套处有两个钻套--钻套Φ8和Φ8H7。
此钻模板长为155mm,宽为100mm,厚度为15mm。
由此钻模板简图如下:2.2夹紧元件的确定由上分析可知,夹紧元件是活动的带缺口的垫圈,根据工件的形状和尺寸,查表JB/T8018.4-1999,选择A型带缺口的垫圈,材料:20钢。
其半径为15 mm,缺口宽为11mm,厚度为7mm,夹紧时在螺母的作用下,垫圈作用于Φ40圆柱上表面,完成夹紧,其缺口便于拆换。
其简图如下:本课程设计对定位和导向装置的确定就是对对到装置的确定。
钻床中的对刀装置设计即对钻套的设计。
对钻套是确定钻套相对于工件的位置和方向的装置,装置分为两种。
有圆柱形钻套,可直接嵌入钻模;还有T形钻套,方便拆换即加工精度更高。
对本课程设计来说,要加工的工序为钻、扩、铰孔,所以选择T形钻套。
查阅表格,选择钻套GB/T2240-80和GB/T2240-22,钻孔时用GB/T2240-80,扩、铰孔时用GB/T2240-22.其简图如下:2.3连接元件的确定可调有孔支撑钉与夹具体的连接:由上可知JB/8029.1-1999,A型可调有孔支撑钉上有螺纹,其尺寸为M22.5mm,据此可以查阅《机械设计课程设计手册》,选择开槽盘头螺钉,GB/T67-2000,螺纹规格为M22.5mm,螺距P=1.5m,长L 取35mm。
可调支撑钉与夹具体的连接:由上可知GB6184-86,B型可调支撑钉,其尺寸为M10mm,另有两个锁紧螺母,其尺寸为M10mm,极限偏差极限为H7,据此查表可知,选择的连接元件是开槽盘头螺钉,GB/T119.1-2000的圆柱销,公称直径d=8mm,长度L取20mm.钻模板与夹具体的连接:由上可知JB/T8018.4-1999,钻模板有沉头孔通过的螺钉和夹具体连接,查阅手册,选取开槽盘头螺钉GB/T6 -2000,螺纹规格为M8,螺距为1.25mm,长取25mm。
参考文献1 邹青. 机械制造技术基础课程设计指导课程[M] .北京:机械工业出版社,2011,第二版2 邹青. 04机械制造技术基础[M] .北京:机械工业出版社,2004,第二版3 冯辛安. 机械制造装备设计[M] .北京:机械工业出版社,20034 李益民. 机械制造工艺设计简明手册[M].北京:机械工业出版社,20035 艾兴,肖诗刚. 切削用量简明手册[M].北京:机械工业出版社,20036 王昆,何小柏. 机械设计课程设计[M].北京:高等教育出版社,20087 李新城. 材料成形学[M].北京:机械工业出版社,19988 王光斗,王春福. 机床夹具设计手册[M].上海:上海科学技术出版社,20009 邱宣怀. 机械设计[M].北京:高等教育出版社,2002。