控制计划测量系统专用表格
- 格式:xls
- 大小:1.56 MB
- 文档页数:1
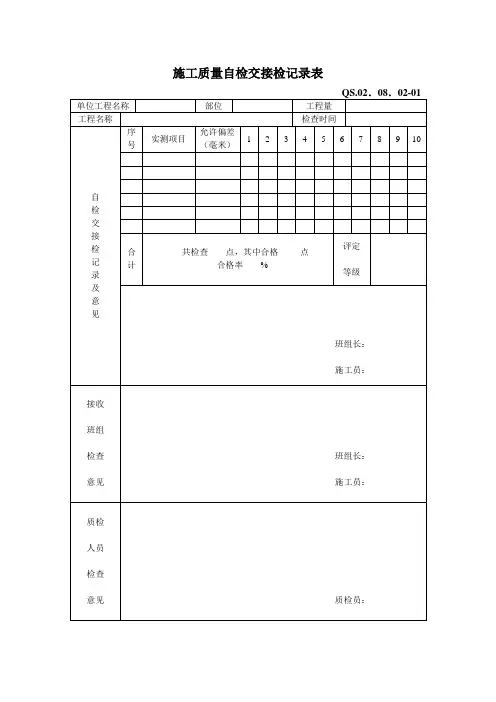
施工质量自检交接检记录表
隐蔽工程质量检查记录
预检工程检查记录
QS.02.08.02-03
年月日
基础、主体工程验收记录表
分部工程质量等级统计汇总表
电梯安装工程验收书
建筑消防系统检验报告
批准:审核:校核:主检:
单位工程验收记录
试验委托单
委托单编号第-------号议定日期
取样日期
附注:1.本单一式三份填写盖章后交试验室登记。
2.委托单编号与议定日期由试验实填写。
委托单位委托经手人取样监督人
------------------工程(部门)试件取样台帐
单位:技术负责人:审核人:QS.02.08.02-10
------------------工程(部门)试件取样台帐
单位:技术负责人:审核人:
QS.02.08.02-10
报验申请单--------------------------。

附录 A测量不确定度评定记录编号:QJ/GY G11.033/01制表/日期:审核/日期:说明:本记录由测量过程管理部门的计量员填写,测量过程管理部门的负责人审核。
一式一份,保存在测量管理信息系统中,永久保存,归口部门:生产管理部。
信息系统不能录入时需要填写纸质记录,部门计量员和负责人分别在“制表/日期”和“审核/日期”处签名及填写日期后保存在测量过程管理部门。
(201 )测量管理体系监视计划QJ/GY G03.016/01说明:本记录由生产厂基建设备科负责人或技术中心品控管理室负责人编制,生产厂分管计量的副厂长或技术中心分管计量的领导审核。
一式一份,保存在测量管理信息系统中,永久保存,归口部门:生产管理部。
信息系统不能录入时需要填写纸质记录,相应人员分别在“编制/日期”和“审核/日期”处签名及填写日期,填写后保存在生产厂基建设备科或技术中心品控管理室。
测量管理体系监视实施计划编号:QJ/GY G03.016/02编制/日期:审核/日期:说明:本记录由生产厂基建设备科负责人或技术中心品控管理室负责人编制,生产厂分管计量的副厂长或技术中心分管计量的领导审核。
一式一份,保存在测量管理信息系统中,永久保存,归口部门:生产管理部。
信息系统不能录入时需要填写纸质记录,部门计量员和负责人分别在“编制/日期”和“审核/日期”处签名及填写日期后保存在生产厂基建设备科或技术中心品控管理室测量管理体系监视检查表受审核部门:编号:QJ/GYG03.016/03审核员:日期:说明:本记录由生产厂基建设备科计量管理员或技术中心计量管理员填写,生产厂基建设备科负责人或技术中心品控管理室负责人审核。
一式一份,保存在测量管理信息系统中,永久保存,归口部门:生产管理部。
信息系统不能录入时需要填写纸质记录,计量管理员和相应负责人分别在“编制/日期”和“审核/日期”处签名及填写日期后保存在生产厂基建设备科或技术中心品控管理室。
附录D测量管理体系监视报告编号:QJ/GY G03.016/04测量管理体系监视报告编制:审核:日期:日期:说明:本记录由生产厂基建设备科负责人或技术中心品控管理室负责人填写,生产厂分管计量的副厂长或技术中心分管计量的领导审核。
XXXXXXXX 有限公司控制计划编制指导书文件编号:版本:编制:审核:批准:XXXXX有限公司发布控制计划编制指导书1.目的针对产品制造过程,通过对其控制特性的过程监视和控制方法来最大限度地减少过程和产品变差;并随着测量系统和控制方法的评价和改进对其进行修订,使控制计划在整个产品制造过程中得到保持和使用,确保按顾客的要求制造出高质量的产品。
2.范围适用于公司内所有产品的质量控制策划。
3.定义3.1 样件控制计划在样件试制过程中,对将要涉及的产品尺寸测量、材料和性能/功能试验做出描述。
如顾客有要求时,APQP小组应编制样件控制计划;样件控制计划中的内容必须包括产品的全尺寸检验和功能/性能试验(破坏性试验除外),且必须100%的检查。
样件试制数量一般为2—5件。
3.2 试生产控制计划:在样件试制之后,大批量生产之前,对产品/过程特性所涉及尺寸测量、材料和性能/功能试验、过程控制、检验和试验的测量系统等做出描述。
试生产控制计划中的内容必须包括产品的尺寸检验和功能/性能试验(破坏性试验除外),试生产试作的数量一般为300—400件之间,除非顾客另有书面规定。
3.3 量产控制计划:在批量生产过程中,对产品/过程特性所涉及尺寸测量、材料和性能/功能试验、过程控制、检验和试验的测量系统做出书面描述。
量产控制计划中的内容必须包括产品尺寸检验和功能/性能试验(破坏性试验除外)、产品最终审核,且其检查的频率和容量可以以抽样的方式进行(生产控制计划中的全尺寸检验和功能/性能试验的检查频率和容量一般为每种产品每年至少一次和一件)。
4.职责和权限4.1 APQP小组负责制定样品、试生产和量产控制计划;4.2 APQP小组负责管理样品、试生产和量产控制计划。
5.程序5.1控制计划制定的时机5.1.1在样件试制之前,制定《样件试制控制计划》;5.1.2在试生产(小批量)生产之前,制定《试生产控制计划》;5.1.3在试生产结束后,批量生产前,APQP小组根据试生产的实际情况和生产经验,对试生产控制计划进行修订和扩展,形成量产控制计划。
测量系统分析(MSA)程序(IATF16949-2016/ISO9001-2015)1.0目的 :对所有量具、量测及试验设备实施统计分析, 藉以了解量具系统之准确度与精确度。
2.0范围 :所有控制计划(Control Plan)中包含的/或客户要求的各种量测系统均适用之。
3.0定义 :3.1MSA:量测系统分析3.2量具:是指任何用来获得测量结果的装置。
经常是用在工厂现场的装置,包括通/止规(go/nogodevice)。
3.3量测系统:是对测量单元进行量化或对被测的特性进行评估,其所使用的仪器或量具、标准、操作、方法、夹具、软件、人员、环境和假设的集合;也就是说,用来获得测量结果的整个过程。
3.4量具重复性(EV):一个评价人多次使用一件测量仪器,对同一零件的某一特性进行多次测量下的变差。
3.5量具再现性(AV):由不同的评价人使用相同的量具,测量一个零件的一个特性的测量平均值的变差。
3.6偏性:同一人使用同一量具在管制计划规划地点与在实验室量测同一产品之相同特性所得平均值与真值之间的差异。
3.7稳定性:指同一量具于不同时间量测同一零件之相同特性所得之变异。
3.8线性:指量具在预期内之偏性表现。
4.0权责:4.1量测系统测试的排定、数据分析、仪器操作人员的选择:品保部4.2测试执行:各相关单位4.3MSA操作人员的培训:品保部5.0执行方法5.1QA工程师人员依公司PCP文件建立《xx年MSA实施计划表》或客户要求,并依据计划表之排程进行对仪器做量测系统分析。
5.2取样方法:5.2.1计量型取样:从代表整个工作范围的过程中随机抽取10件样品,但所抽取的10件样品其数值必须涵盖该产品的公差带。
5.2.2计数型取样:取50PCS样品,其中包含临近值,不良品与合格品。
5.2.3.需要2或3个测量者随机抽取对每个产品各测量取一定数量样品.5.3计数型:5.3.1被评价的零件的选定随机抽取50个零件,把零件编号,由研究小组给出该50个零件的标准,必须含合格,不合格,模糊品,条件允许的情况下最好各占1/3。
Below are copies of Black & Decker's SQA-015 Forms. 下面是SQA-015的一些表格D
Just double click on the icon to open the file and save it in your computer.
只需双击即可打开,然后另存在你的电脑中SQA-015 Document Package Should Include The Following Documents:-
SQA-015送样文件包括以下内容
:-1
SQAF-016 - Cover Sheet 封面-
用编号为SQAF-016的表格2SQAF-017 - 100% Inspection Report
(Must measure 6 parts per cavity and number them)零件的全尺寸报告-用编号为
SQAF-017的表格,必须每个模穴测量6个零件的全部尺寸,并对此
6个零件进行编号以使样品与检验报告数据相一致3
Raw Material Certificate 零件的材质证明
4Gage R&R Report with Raw Data on All QCs 关键量具的GR&R 报告(用来测量QC 尺寸的量具),结果填写在SQAF-017表格上5
Cpk Report with Raw Data on All QCs - Cpk>=1.33QC 尺寸的工序能力分析报告,结果填写在SQAF-017表格上6
Function Test Report if Required on the drawing 如图纸有特殊测试要求,须附测试报告7
Process Flow Chart 工序流程图8
SQAF-018 - Quality Control Plan 质量控制计划-用编号为SQAF-018的表格9Process FMEA Report for Critical Part
对于关键零件须有过程FMEA 报告
10Marked up Black & Decker Drawing.
The numbers indicated on the drawing should match the numbering on SQAF-017.百得的图纸-每个尺寸要编号且与SQAF-017表格上的编号一一对应
Note:
注意:
1Please staple these documents together as above order and send to B&D. Thanks.请按照以上顺序装订所有文件
2All documents MUST be completed in English
所有文件必须用英文作成SQA-015。