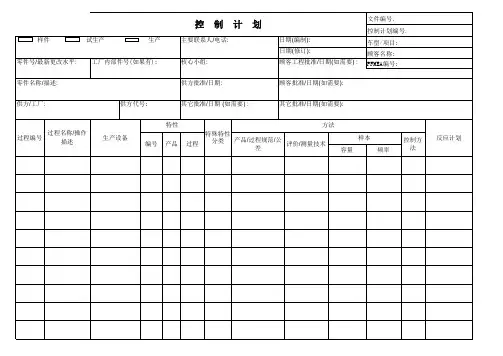
控制计划表格模板
- 格式:xls
- 大小:85.50 KB
- 文档页数:2
所谓的光辉岁月,并不是以后,闪耀的日子,而是无人问津时,你对梦想的偏执。
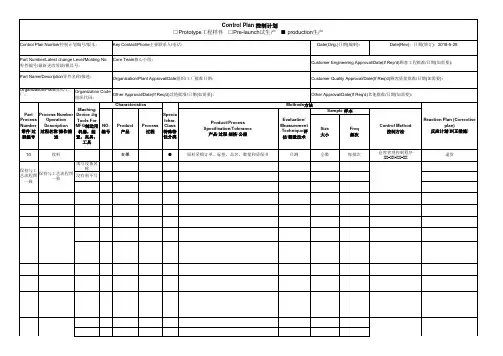
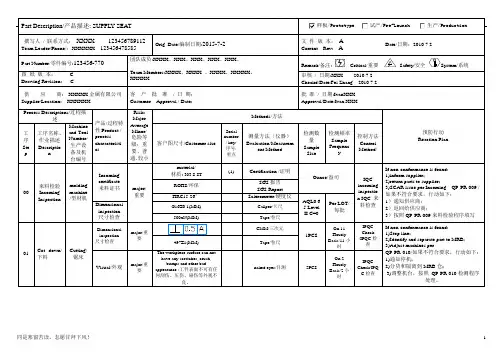
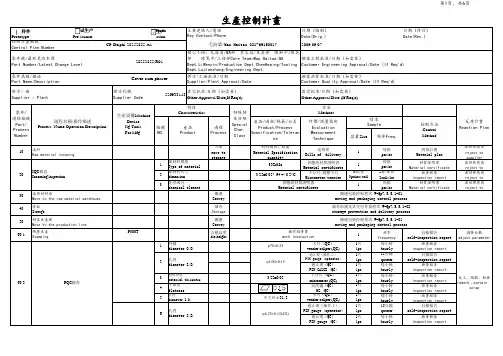
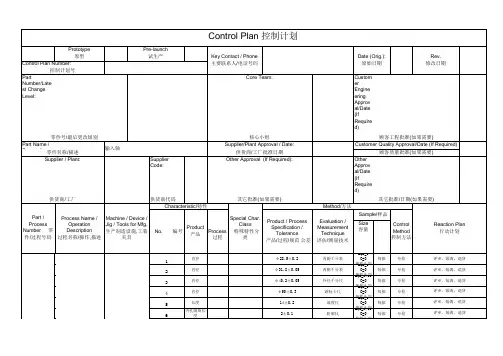
Part Description/产品描述: SUPPL Y SEAT 样板/Prototype试产/Pre-Launch生产/Production撰写人/ 联系方式:XXXX123456789112 Team Leader/Phone/:XXXXXX 123456478585Orig. Date/编制日期:2015-7-2文件版本:ACurrent Rev: ADate/日期:2010.7.2Part Number/零件编号:123456-770团队成员:XXXX、XXX、XXX、XXX、XXX、Team Members:XXXX、XXXX 、XXXX、XXXXX、XXXXX Remark/备注: Critical/重要Safety/安全System/系统图纸版本: C Drawing Revision: C 审核/ 日期:XXX 2010.7.2 Checkd/Date:Fei Zhang 2010.7.2供应商: XXXXX金属有限公司Supplier/Location: XXXXXX 客户批准/ 日期:Customer Approval / Date:批准/ 日期:IvanXXXApproval/Date:Ivan XXXProcess Descriptions/过程描述产品/过程特性Product /processcharacteristicsRisk:MajorAverageMinor/危险等级:重要、普通、较小Methods/方法预防行动Reaction Plan工序Ste p 工序名称、作业描述DescriptionMachineand ToolNumber/生产设备及机台编号客户图尺寸/Customer sizeSerialnumber/ key/序号/重点测量方法(仪器)Evaluation/Measurement Method检测数量SampleSize检测频率SampleFrequency控制方法ControlMethod/00 来料检验IncomingInspectionmoldingmachine/型材机Incomingcertificate来料证书major/重要material/材质: 303 S.ST(1) Certification./证明Ounce/盎司IQCincominginspection IQC 来料检查If non-conformance is found:1)inform supplier;2)return parts to supplier;3)SCAR issue per Incoming QP-PR-009 /如果不符合要求,行动如下:1)通知供应商;2)返回给供应商;3)按照QP-PR-009来料检验程序填写ROHS/环保SGS报告SGS ReportHRC15-26°Sclerometer/硬度仪AQL0.65 LevelII C=0Per LOT/每批Dimensionalinspection尺寸检查Ø16±0.1(MM) Caliper/卡尺500xN(MM)Tape/卷尺01 Cut down/下料Cutting/锯床Dimensionalinspection尺寸检查major/重要CMM/三次元1PCSOn 11HourlyBasis/11小时IPQCCheck/IPQC检查If non-conformance is found:1)Stop line;2)Identify and separate part to MRB;3)Adjust machines perQP-PR-010/如果不符合要求,行动如下:1)通知停机;2)分货和隔离到MRB仓;3)调整机台,按照QP-PR-010检测程序处理。
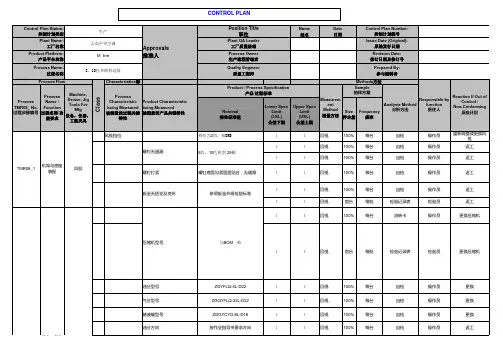
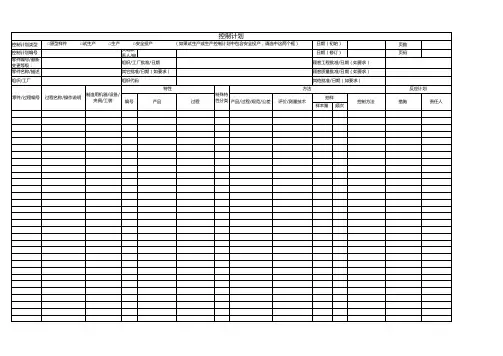
Name 姓名Characteristics 特性Methods 方法Nominal特性标准值Lower SpecLimit (LSL)公差下限Upper SpecLimit (USL)公差上限Size 样本量Frequency频率风批档位档位为2挡,按OMS //目视100%每台自检操作员//目视100%每台自检操作员//目视100%每台自检操作员螺钉打紧螺钉底面与紧固面贴合,无缝隙//目视100%每台自检操作员//目视100%每台自检操作员//目视首台每批检验记录表检验员//目视100%每台流转卡操作员//目视首台每批检验记录表检验员油分型号ZGYFLQ-4L-D22//目视100%每台自检操作员气分型号ZGQYFLQ-22L-D22//目视100%每台自检操作员储液罐型号ZGGYCYG-8L-D16//目视100%每台自检操作员压缩机型号机架与底座装配TMR08_1风批Analysis Method分析方法螺钉无遗漏Measurement Method 测量方法Sample 抽样方案Product Characteristic being Measured被测量的产品关键特性Product / Process Specification产品/过程标准ProcessCharacteristicbeing Measured 被测量的过程关键特性Process Name:过程名称8、10匹多联机总装Issue Date (Original):原始发行日期Revision Date:修订日期及修订号Plant QA Leader 工厂质量经理Date 日期Control Plan Number:控制计划编号Responsible byfunction 责任人Prepared By:参与编制者Control Plan Status:控制计划类别生产Approvals 批准人Position Title职位Plant Name:工厂名称志高中央空调Product Platform:产品平台名称M lineProcess Owner 生产流程管理者Quality Engineer 质量工程师Process FlowC l a s s钣金无括花及变形Process TMR08_ No.过程步骤编号ProcessName /Function过程名称/功能要求Machine,Device, JigTools ForMfg设备,仪器,工装夹具8匹、10匹机型 25颗参照钣金外观检验标准与BOM 一致CONTROL PLAN左右侧板。
CONTROL PLAN-控制计划SUPPLIER CODE:供应商代码:SIZE 数量/容量FREQUENCY频率EDX Tester EDX测试仪01-01-01ROHS/BCd∠100ppm Pb∠1000ppm Hg∠1000ppm Cr6+ ∠1000ppm. PBB∠1000 PBDE∠1000ppm.EDX Test50g Per Year SGS test reportIsolation/lable/Reject NG RM and feedbackvendors/01-02-01Apperance原料外观/B Sample样板Visual目视Per bag每包Per lot.每1次/批IQC Report进料检查记录表Isolation/lable/Reject NG RM and feedbackvendors/01-03-01Material type原料材质/B Silicone rubber硅胶TDS材质证明Per bag每包Per lot.每1次/批TDS材料物性表Isolation/lable/Reject NG RM and feedbackvendorsDurometer01-04-01Material hardness原料硬度/B40+/-5Test量测1 PCS1件Per lot.每1次/批TDS材料物性表Isolation/lable/Reject NG RM and feedbackvendorsPantone Card色卡01-05-01Color原料颜色/B Orange 021U021U橙色Visual目视First PCS首件检查Per lot.每1次/批Pantone Card色卡Mix Color Per配色控制文件编号02Stock in入库Fork lift叉车02-01-01Weight/Quantity重量/数量Stock in bill开入库单BPACKAGE WELL, NUMBER & WEIGHTMEET 包装完好且重量及数量符合要求VISUAL/WEIGHT目视/称重Per bag每包Per lot.每1次/批Stock in bill入库单Recheck quantity/NG report重新清点数量/开立异常单Scales天平03-01-01Weight配料比例Weight material下料AMix by OP按照生产流程单配比,流程单编号?SOP100%Per lot.每1次/批SOP文件编号?炼胶工艺卡STOP MACHINE AND ADJUST停机调修Open mill machine开炼机03-01-02Mixing炼胶Sheet out出片B2mm sheet out2mm厚胶片SOP流程单编号?SOP/VisualSOP/目视100%Per lot.每2次/批SOP文件编号?炼胶工艺卡STOP MACHINE AND ADJUST停机调修Scales天平04-01-01Apperance外观Put in material摆胶ANOTICE PUT METHOD(ONE CAVITY )注意摆胶方式(单个模穴摆放)Visual目视100%Per Sheet每片SOP文件编号?炼胶工艺卡04-02-01Temperature(˚C)模温数据100%Per lot.04-02-02Vulcanizing Time(S)硫化时间-秒数据100%Per lot.04-02-03Rubber Quantity-PCS胶条数量数据100%Per lot.04-02-04Cycle time(S)周期-秒数据100%Per lot.CONTROL PLAN NUMBER-控制计划编号:KEY CONTACT/PHONE-控制计划编制人员/电话:DATE-初始日期:DATE-修改日期:PART NUMBER/LATEST CHANGE LEVEL 零件号/最新变更等级:CORE TEAM:核心团队:CUSTOMER ENGINEERING APPROVAL/DATE(IF REQUEST):顾客工程批准/日期:Part Name/Description:零件名称/描述:Supplier/Plant Approval/Date:供应商/已批准工厂/日期:CUSTOMER QUALITY APPROVAL/DATE(IF REQUEST):顾客质量批准/日期:(STA工程师)SUPPLIER/PLANT:供应商/工厂:OTHER APPROVAL/DATE(IF REQUEST):其他批准/日期:(母公司工程人员)OTHER APPROVAL/DATE(IF REQUEST):其他批准/日期:PART/PROCESS NUMBER零件/过程编号PROCESS NAME/OPERATIONDESCRIPTION过程名称/操作描述MACHINE,DEVICE, JIG,TOOLS FOR MFG.机械、设备、夹具、工装CHARACTERISTICS特性SPECIAL CHAR.CLASS特殊特性分类REACTION PLAN反应计划No.编号Product产品Process过程PRODUCT/PROCESS SPECIFICATION/TOLERANCE产品/过程规范/公差EVALUATION /MEASUREMENTTECHNIQUE评估/测量技术SAMPLE抽样CONTROL METHOD控制方法METHODS方法01IQC Foam material 泡棉进料03Mixing 炼胶04Molding硫化成型STOP MACHINE AND ADJUST停机调修Lable/Scrap/Sorting标识/报废/返修Vulcanizingmachine / Scales /Durometer硫化机/电子称/硬度计Molding成型BMachine机器IPQC report/ hoursIPQC品质巡检记录文件编号PRO-LAUNCH 试生产PRODUCTION 量产PROTOTYPE 样件硫化成型停机调修Lable/Scrap/Sorting标识/报废/返修machine / Scales /Durometer硫化机/电子称/硬度计成型机器IPQC品质巡检记录文件编号出货。
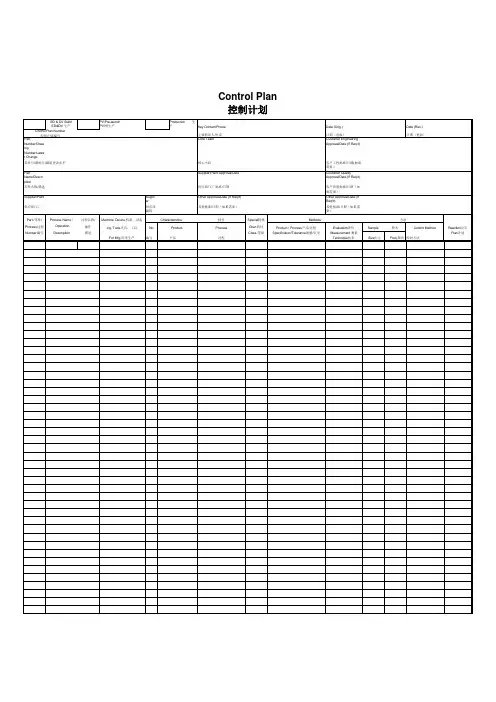
容量Size 频率Freq.入库move to storage材料规格、数量Material Specificationquantity送货单Bills of dilivery1每批per lot到货计划Material planA-1◇C≤0.15、Si≤0.05、Mn≤0.60、S≤0.035、P≤0.035化学成分分析Chemical elementanalysis1每批per lotA-2◇抗拉强度Tensile strength ≥305Mpa、屈服强度Yield strength≥175Mpa、断后伸长率Elongation≥29力学性能分析Mechanical propertiesanalysis1每批per lot2.5±0.20-25mm(0.001)外径千分尺outside micrometer3每批per lot1250(+10,0)2600(+40,0)0-3m(1)卷尺Tape measure3每批per lot存放Storage275±10-300mm(0.02)游标卡尺Calipers无毛刺No Burr目视Visual设备间隙Shears gap0.2(+0.05,0)目测设备间隙参数设定Visual equipment gapparameter settings1每班Every shift调整设备、上报Adjustment equipment ,reporting φ265±0.50-300mm(0.02)游标卡尺Calipers无毛刺No Burr目视Visualφ141.5(+1.0,0)0-150mm(0.02)游标卡尺Calipers50.5(+1.5,-1.0)0-300mm(0.02)高度尺Height Gages高度Height 首末检1件、巡检3件、自检3件first and endinspection1pcs,inspection3pcs,self-inspection 3pcs首末检1次、巡检每4小时、自检每1小时first and endinspection1,inspection every4hrs,self-inspectionevery hrs检验记录Inspectionrecord标识、隔离、检查模具Identification ,Separate ,Checkthe die供方/工厂Supplier/Plant:山东慧达汽车部件有限公司Shandong HuiDa Automotive Parts Co., Ltd.其它批准/日期(如需要)Other Approval/Date(If Req'd)标识、隔离、调整设备Identification ,Separate,Adjustment device 生产设备Machine.DeviceJig.ToolsFor Mfg.特性Characteristics零件名称/描述Part Name/Description 端盖HP HUB CAP,GREASE NON-VENTEDJY32-315/315T油压机Hydraulic Press直径Diameter40冲压拉深成形Punch供方/工厂批准/日期Supplier/Plant Approval/Date过程名称/操作描述Process Name/OperationDescriptionHD130-H002/拉深模Drawing Die条料宽度尺寸Material widthdimension其它批准/日期(如需要)Other Approval/Date (If Req'd)检验记录Inspectionrecord用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙供方代号Supplier Code零件号/最新更改水平Part Number/Latest Change LevelE32629-1、E32629-3零件/过程编号Part/ Process Number评价/测量技术EvaluationMeasurementTechnique样本Sample控制方法ControlMethod特殊特性分类SpecialChar.Class方法Methods标识、隔离、退货Identification ,Separate ,Reject产品标识和防护控制程序 HD/PF02-SP09Product identification and protection control program反应计划Reaction Plan 编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/Tolerance10原材料入厂检验Receiving Raw material and Inspection力学性能Mechanicalproperties原材料检验报告Raw materialsinspectionreport原材料长/宽尺寸Length/widthdimensions原材料检验记录Raw materialinspectionrecords化学成分chemical element原材料厚度尺寸thicknessdimension20剪板机下料Shears CuttingQC12Y-12*2500/液压剪板机Hydraulic shears外观Appearance首末检1件、巡检3件、自检3件first and endinspection1pcs,inspection3pcs,self-inspection 3pcs首末检1次、巡检每4小时、自检每1小时first and endinspection1,inspection every4hrs,self-inspectionevery hrs30冲压落料Punch首末检1件、巡检3件、自检3件first and endinspection1pcs,inspection3pcs,self-inspection 3pcs首末检1次、巡检每4小时、自检每1小时first and endinspection1,inspection every4hrs,self-inspectionevery hrs检验记录Inspectionrecord标识、隔离、检查模具Identification ,Separate ,Checkthe die外观AppearanceJA21-160/160T冲床PressesHD110-H009/落料模Blanking die直径Diameter容量Size频率Freq.供方/工厂Supplier/Plant:山东慧达汽车部件有限公司Shandong HuiDa Automotive Parts Co., Ltd.其它批准/日期(如需要)Other Approval/Date(If Req'd)生产设备Machine.Device Jig.Tools For Mfg.特性Characteristics 零件名称/描述Part Name/Description端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 过程名称/操作描述Process Name/OperationDescription其它批准/日期(如需要)Other Approval/Date (If Req'd)用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙供方代号Supplier Code零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3零件/过程编号Part/Process Number评价/测量技术Evaluation Measurement Technique样本Sample控制方法Control Method特殊特性分类SpecialChar.Class方法Methods反应计划Reaction Plan编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/Tolerance47±10-300mm(0.02)深度尺Depth Gages首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs首末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压力Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa目视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ142.5(+0.2,-0.3)0-150mm(0.02)游标卡尺Calipers 50.5(+1.5,-2.0)0-300mm(0.02)高度尺Height GagesA-3◇47±10-300mm(0.02)深度尺Depth Gages首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs首末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压力Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa目视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ214±0.50-300mm(0.02)游标卡尺Calipers6×φ8.7±0.250-150mm(0.02)游标卡尺Calipers A-4◇HDJ-H0001检具Gage首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrsφ205±0.750-300mm(0.02)游标卡尺Calipers 深度Depth检验记录Inspection record50整形ShapingJY32-315/315T油压机Hydraulic Press 直径Diameter 首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs 首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs 检验记录Inspection recordHD134-H014/整形模Shaping Die高度Height检验记录Inspection record标识、隔离、检查模具Identification ,Separate ,Checkthe die孔径diameter I.D.HD146-H011/切边冲孔模Trimming and Punching die位置度Location degreeJA21-160/160T冲床Presses深度Depth直径Diameter 检验记录Inspection record标识、隔离、检查模具Identification ,Separate ,Checkthe die40冲压拉深成形Punch冲压切边冲孔Trimming and PunchingJB21-160B-SM/160T冲床直径Diameter首末检1件、巡检3件、自检3件first and endinspection首末检1次、巡检每4小时、自检每1小时first and end inspection60首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection3pcs,self-inspection 3pcs首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs容量Size频率Freq.供方/工厂Supplier/Plant:山东慧达汽车部件有限公司Shandong HuiDa Automotive Parts Co., Ltd.其它批准/日期(如需要)Other Approval/Date(If Req'd)生产设备Machine.Device Jig.Tools For Mfg.特性Characteristics 零件名称/描述Part Name/Description端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 过程名称/操作描述Process Name/OperationDescription其它批准/日期(如需要)Other Approval/Date (If Req'd)用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙供方代号Supplier Code零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3零件/过程编号Part/Process Number评价/测量技术Evaluation Measurement Technique样本Sample控制方法Control Method特殊特性分类SpecialChar.Class方法Methods反应计划Reaction Plan编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/Tolerance10(+2,0)0-300mm(0.02)高度尺Height Gages85°±0.5°0-360°(2′)万能角度尺Universal angle rulerA-5◇首末检、巡检0-10mm(0.01)百分表/自检 0-1mm塞尺First and endinspection 0-10mm(0.01) Dialindicator/Self-inspection 0-1mmFeeler首末检1件、巡检5件(X-R图)、自检5件first and end inspection 1pcs,inspectio n 5pcs(X-R chart),self-inspection 5pcs末检1次、巡检每2小时、自检每1小时first and endinspection1,inspection every2hrs,self-inspection everyhrsφ4(+2,-1)0-150mm(0.02)游标卡尺Calipers 1±0.250-300mm(0.02)高度尺Height Gages90无油污No dirt 目测Visual全检Full inspection每批per lot检验记录Inspection record 标识、隔离、退货Identification ,Separate ,Reject喷塑气压Spray pressure0.4-0.5MPa喷塑电压Spray voltage 50-60KV烘烤温度Bakingtemperature 180-200℃烘烤时间Baking time30-40min 无漏喷No leakage jet目测Visual调整设备、上报Adjustment equipment ,reporting100喷塑SprayXNG-36-1B/粉末喷涂生产线Powder coating production lines目测Visual1产线外观Appearance全检Full inspectionper lot70冲压翻边成形FlangingJB21-160B-SM/160T冲床Presses件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs80冲压压字Pressure logoJA21-160/160T冲床Presses孔径diameter I.D.首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs标识、隔离、检查模具Identification ,Separate ,Checkthe die角度AngleHD124-H008/翻边模Flanging die平面度Flatness高度Height 标识、隔离、检查模具Identification ,Separate ,Checkthe dieHD150-H006/压字模Pressure logo die(E32629-3)HD150-H005/压字模Pressure logo die(E32629-1)高度Height检验记录Inspection record首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs检验记录Inspection record外观Appearance外协镀锌Outsourcing galvanized检验记录Inspection record每班Every shift检验记录Inspection record容量Size频率Freq.供方/工厂Supplier/Plant:山东慧达汽车部件有限公司Shandong HuiDa Automotive Parts Co., Ltd.其它批准/日期(如需要)Other Approval/Date(If Req'd)生产设备Machine.Device Jig.Tools For Mfg.特性Characteristics 零件名称/描述Part Name/Description端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 过程名称/操作描述Process Name/OperationDescription其它批准/日期(如需要)Other Approval/Date (If Req'd)用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙供方代号Supplier Code零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3零件/过程编号Part/Process Number评价/测量技术Evaluation Measurement Technique样本Sample控制方法Control Method特殊特性分类SpecialChar.Class方法Methods反应计划Reaction Plan编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/ToleranceA-5◇0.15mm塞尺(端盖平放在大理石台面,上面压5kg物体)/0.15mm feeler ( cover flat on the marble countertops, pressure5kg objects above )盐雾试验≥1000小时/Salt spray test≥1000hrs盐雾腐蚀试验机/Salt spray corrosiontest machine3每季度Each quarter 盐雾试验报告Salt spray testreport 110丝印完整Full screen目测Visual全检Full inspection每批per lot检验记录Inspection record标识、隔离、退货Identification ,Separate ,RejectA-3◇47±10-300mm(0.02)深度尺Depth Gages10A-4◇HDJ-H0001检具Gage 10A-5◇0.15mm塞尺(端盖平放在大理石台面,上面压5kg 物体)/0.15mm feeler (cover flat on the marble countertops,pressure 5kg objectsabove )10包装规范Packaging Specifications点数Counting 2箱2 box标识、隔离、返工Identification ,Separate ,Rework清晰Clear 目测Visual 包装规范Packaging Specifications 目测Visual 物资发货单Material Invoice点数Counting标识、隔离、返工Identification ,Separate ,Rework平面度Flatness防腐蚀性能Corrosion100喷塑SprayXNG-36-1B/粉末喷涂生产线Powder coating production lines全检Full inspection每批per lot外协丝印Outsourcing Screen外观Appearance 检验记录Inspection record深度Depth120抽检并包装Sampling inspection and packaging标识、隔离、处理Identification ,Separate ,Dealwith位置度Location degree平面度Flatness数量Quantity 每批per lot检验记录Inspection record标识Label标识、隔离、返工Identification ,Separate ,Rework包装Package 数量Quantity130入库&出货Warehousing & shipping全检Full inspection每批per lot 物资发货单Material Invoice。