焊接质量控制措施表
- 格式:doc
- 大小:23.31 KB
- 文档页数:3
1 / 3
1 焊接质量控制措施表
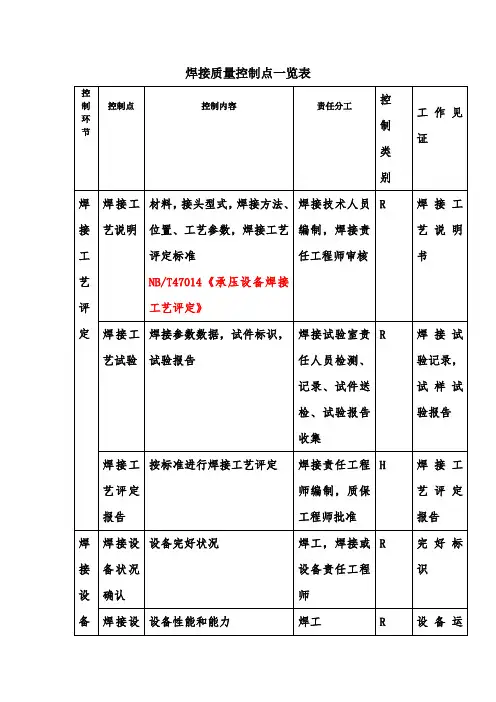
序号 质量控制类目 控制内容及控制方法 质量标准或检验项目
1 焊接人员 1.上岗焊工均持有劳动部门颁发的安全上岗操作证, 并从事证书规定范围的焊接操作;
焊工资格证
2.持证焊工按焊接种类和不同的焊接位置进行专项考试, 持颁发的合格证书并持证上岗;
焊工考试合格证
3.焊工杜绝疲劳作业, 若被发现焊接质量不稳定时, 即下岗培训、考试合格后再重新上岗;
2 焊接设备 1.保证各类电焊机、CO2流量计、烘焙箱等设备的计量指示准确, 保温筒保温性能良好;
设备检查记录 2.抽验焊接时的实际电压、电流、焊速等指标与设备上的指示是否一致, 督促检查、发现问题及时更换;
3.焊接设备搬运过程中注意保护好其附件。
3 焊接材料 1.焊接材料是根据焊接工艺评定试验结果确定,
所选定的焊接材料与所焊材质相匹配;
材质证明书;
2.进厂时有生产厂家的出厂质量证明书, 并按现行有关标准进行复验, 合格后入库使用;
复验报告;
3.焊接材料在专用库房内储存, 按规定烘焙、登记领用;
焊材烘焙记录;
4.手工定位焊时随身携带焊条保温筒, 不得敞口 2 / 3
序号 质量控制类目 控制内容及控制方法 质量标准或检验项目
使用;
5.保证CO2气体纯度不小于99.5%。
4 焊接工艺 1.焊接工艺依据焊接工艺评定试验结果制定, 焊接工艺评定试验在钢结构制作开工前进行;
焊接工艺评定报告;
2.大量采用CO2气体保护自动焊和半自动焊的焊接方法, 采用陶质衬垫单面焊双面成形工艺;
焊接规范;
3.严格控制焊接顺序、焊接方向和焊接规范; 焊接材料证明;
4.综合控制焊接变形。
5 焊接环境 1.在环境温度不低于5℃且相对湿度不高于80%的条件下进行施焊;及时采取防雨、防风、局部预热等方法; 环境温度、湿度记录 2.施焊前彻底清理待焊区的铁锈、氧化铁皮、油污、水份等杂质;
3.主要杆件均在组装后24小时内焊接。
6 焊接过程 1.焊接前彻底清理待焊区域的铁锈、氧化皮、油污、水份等杂质, 焊缝两侧且正反两面30~80mm范围内进行打磨见金属光泽;
工艺纪律检查及记录 2.环境温度低于5℃, 焊缝两侧各40~50mm范围内按规定预热;
3.板厚大于24mm构件的焊缝两侧50~80mm范围内预热80~120℃;
4.定位焊长度为50~100mm, 焊接质量均满足要求;
3 / 3
序号 质量控制类目 控制内容及控制方法 质量标准或检验项目
5.对接焊缝均装有引熄弧板, 埋弧焊引熄弧长度≥80mm, 焊后割掉引熄弧板, 不得敲掉, 并打磨光顺;
6.杜绝在母材上引弧, 若焊缝需要修补时, 补焊长度不小于50mm。
7 焊接检查 1.焊缝外观检查严格按招标文件中“技术规范”的质量标准执行; 质量检验记录
2.焊缝无损检验严格按招标文件之“技术规范”质量标准执行, 在外观检验合格后进行;
无损检测报告
3.检验前校对检验仪器的灵敏度, 保证仪器正常使用;
4.无损检测人员持有效的Ⅱ级以上合格证件, 经监理认可后上岗;
5.外观检验合格24小时后进行无损检测;厚度大于30mm的钢板焊接接头在施焊后48小时进行无损检测;
6.焊缝缺陷返修控制不超过两次。