同步电动机励磁系统常见故障分析
- 格式:doc
- 大小:39.00 KB
- 文档页数:5
高压防爆同步电动机转子励磁绕组的故障处理
1. 高压防爆同步电动机转子励磁绕组故障的分类
(1) 绝缘故障:转子绝缘的老化、损坏,或绝缘层反馈给空开绝缘,从而引起短
路电流。
(2) 漏电故障:转矩构件和搜索传感器出现绝缘故障,接地线或屏蔽层出现缺口,燃烧热源产生的热量等,都会引起漏电故障。
(3) 电路故障:主要是因调节系统电路缺陷引起的,如调节电阻滑片未调到零位置,调节电阻被焊接位置出现短路,继电器接头等。
2. 高压防爆同步电动机转子励磁绕组故障处理
(1) 绝缘故障:应采取更为彻底的爆破处理,检查底座绝缘电气,使金属与金属
之间避免熔接,更换热敏保险丝,确保用电设备的安全。
(2) 漏电故障:应检查甚至更换检漏管,清理接地线的接头,不留空洞。
(3) 电路故障:检查调节电阻滑片或继电器接头,有必要时,应更换新电阻器或
继电器接头。
3. 高压防爆同步电动机转子励磁绕组故障处理措施
(1) 更换热敏保险丝:将电机的热敏保险丝定期更换,以减少缺陷发生的可能性。
(2) 清洁接线母:应定期检查电机接线母,清除油渍、灰尘等积聚物,以减少电
机绕组的损坏。
(3)更换调节系统的元件:如调节电阻滑片、继电器等,定期检查和更换他们,
确保调节系统能正常工作并减少出现故障的可能性。
4. 总结
高压防爆同步电动机转子励磁绕组故障处理要根据不同的故障类型,从绝缘故障、漏电故障和电路故障出发,采取适当措施,如更换热敏保险丝、清洁接线母、更
换调节系统的元件等,从而保证电机的正常运行,延长其使用寿命。

同步电动机励磁系统故障排查及处理作者:***来源:《机电信息》2020年第15期摘要:对同步电动机励磁系统原理和常见故障分析及处理进行了叙述,并指出了励磁系统运行维护应注意的事项。
关键词:同步电动机;励磁;故障0 引言励磁系统是同步电动机的重要组成部分,其对于同步电动机的运行起着极其重要的作用。
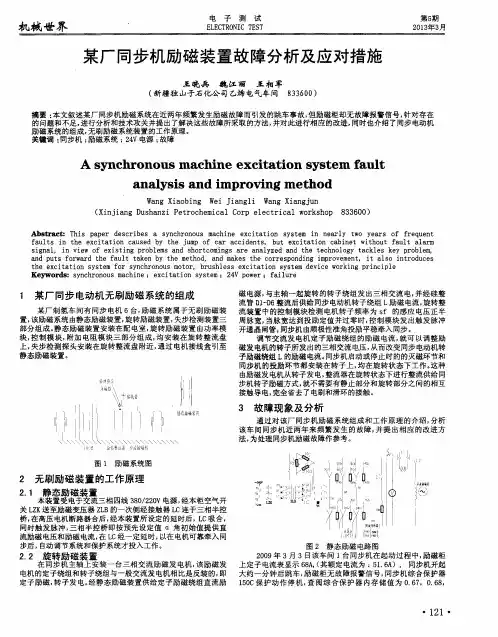
某石化企业加氢装置现有7台大型压缩机组,配套的同步电动机均选用了WKLF-400系列微机控制无刷同步电动机励磁系统。
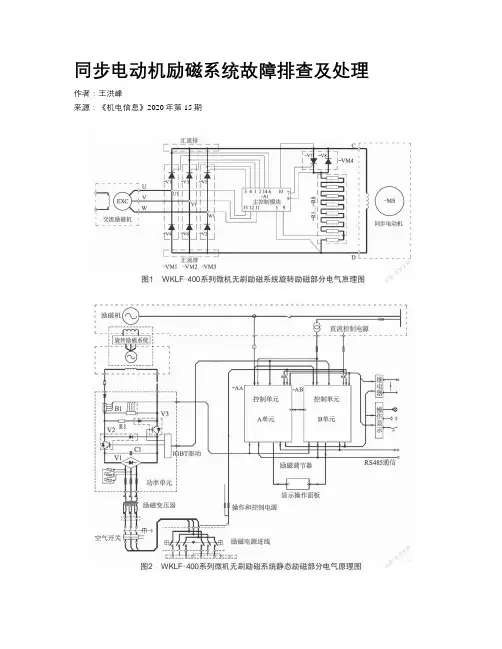
1 同步电动机励磁系统工作原理整套励磁系统由旋转励磁和静态励磁两部分组成。
旋转励磁部分安装在主电机轴上,每套旋转励磁包括1个控制模块、3个整流模块、1个启动模块和8个电阻模块,其电气原理图如图1所示。
静态励磁部分主要是由励磁调节器、励磁变压器、功率单元、电源系统和测量元件、显示面板组成的静态励磁柜,安装在非防爆场所。
其核心控制单元为微机控制同步电动机励磁调节器,具有双套调节器自动跟踪和故障自动切换(调节器双冗余)的技术性能。
静态励磁装置的功率单元采用IGBT斩波方式,并配置有IGBT控制电阻灭磁电路。
其电气原理图如图2所示。
2 静态励磁系统故障排查及处理2.1 案例分析(1)故障现象:2013-03-08T07:59,新氢压缩机108-K-101B电机开关故障跳闸,现场6 kV开关柜综保显示“过负荷反时限跳闸”,动作电流为580 A(额定电流290 A,保护定值348 A);励磁柜控制面板“励磁故障”指示灯亮,故障录波显示电机定子电流增至580 A,延时65 s 后跳闸,跳闸前电机电流呈现周期性波动波形。
(2)故障排查处理:检查同步电动机和励磁输出电缆的绝缘电阻均合格;对6 kV馈电柜模拟“过电流保护动作”试验,动作情况与故障录波一致;检查励磁柜励磁回路接线,发现励磁正极输出接线端子有松动现象,同时全面检查和紧固励磁回路接线;对励磁系统进行调试试验、检查均正常;检查励磁机本体及本体接线端子正常。
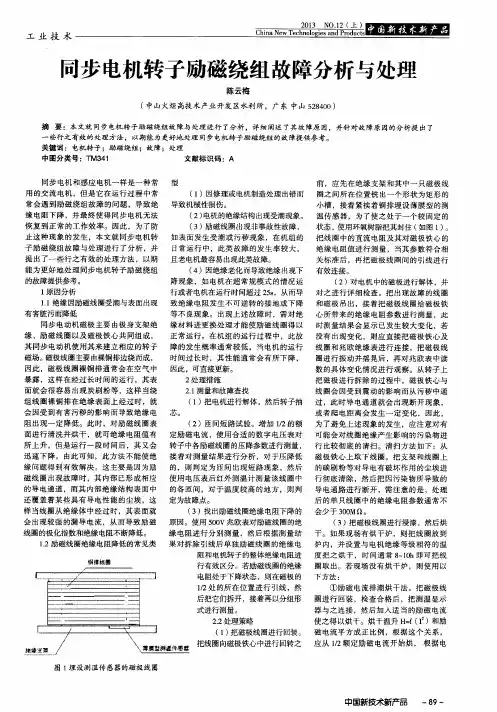
高级技师专业论文论文题目:同步电动机常见故障的原因分析与维修姓名:张军单位:山东晋煤明水化工有限公司职业名称:维修电工同步电动机常见故障的原因分析与维修张军(山东晋煤明水化工集团有限公司明泉化肥厂,济南,250200)内容摘要:本文阐述同步电动机在运行过程中频繁损坏的原因不仅在电动机本身及设备原因,励磁控制柜技术性能太差也是造成同步机频繁损坏的主要原因之一。
关键词:同步电动机;故障;维修引言:同步电动机,由于其具有一系列优点,特别是能向电网发送无功功率,支持电网电压,已在各行各业得到广泛应用。
但是,长期以来在运行过程中,发生同步电动机及其励磁装置损坏的事故屡见不鲜。
特别是一些连续性生产的企业,由于同步电动机的频繁损坏,直接影响生产的安全、连续及稳定进行,严重影响企业的经济效益,成为一个十分棘手的问题。
本文综合多年来我厂同步机出现的各类故障及与同行业相关部门沟通、交流,将同步机常见的故障原因及维修方法总结如下:一、同步电动机运行中出现的主要故障现象同步电动机的损坏现象主要表现在:(1)定子绕组端部绑扎线崩断,绝缘蹭坏,连接处开焊;(2) 定子线圈在槽口处及线圈跨接部位断裂,进而引起接地、短路;(3) 转子励磁绕组线圈串联接头处产生裂纹,开焊,局部过热烤焦绝缘;(4)转子磁级的燕尾楔松动,退出;(5)转子线圈绝缘损伤;(6)起动绕组笼条短路环焊接处开焊,甚至笼条断裂;(7)电刷滑环松动;(8)风叶裂断;(9)定子铁芯松动,运行中噪声增大等故障。
按照设计理论计算同步机定、转子线圈的使用寿命应在20年左右,而在我们生产运行过程中由于电机所带的负载及线圈温升等主要技术指标均在额定指标以下,并且现在电机定子线圈的绝缘等级均采用F极绝缘,因此,电机的正常使用寿命还应更长些。
但据相关维修企业统计,部分损坏的同步电动机,运行时间大多在10年以下,有的仅运行2~3年;有的电动机刚大修好,投入运行不到半年又再次严重损坏。
同步电动机励磁欠励都有哪些原因能造成在调整励磁装置时,如果只有励磁电压而无电流指示,可对励磁电压进行调节。
若励磁电压平滑可调,再进行灭磁检测。
若电压能回零,可以断定故障原因时励磁输出回路开路。
是什么原因造成励磁输出回路开路呢?( 1 ) 电刷在集电环上长期摩擦使其磨短,引起接触不良。
若弹簧压力不够,电刷和集电环之间就会产生火花或电弧,电刷被烧得更短,从而造成断路。
就会出现只有励磁电压而无励磁电流的现象。
( 2 ) 转子励磁绕组的连接部位开焊,造成励磁输出回路开路。
( 3 ) 电刷的压力弹簧因长期使用而老化疲劳损伤,使电刷与集电环脱离开励磁输出回路。
( 4 ) 直流励磁电流表损坏。
调整励磁装置时,只有励磁电流指示,并能调节其电流的大小,而无励磁电压指示,则说明励磁装置其它部分正常,只是励磁输出和灭磁电路中有问题。
该故障的原因主要有:( 1 ) 励磁电压表内部出现断路。
需检修或更换直流电压表。
( 2 ) 连接电压表的导线开路。
需检查连线处,并找出开路点焊接牢固。
( 3 ) 灭磁电阻内部断路。
需检查电阻丝或连接部位,找出断线点接牢。
( 4 ) 灭磁晶闸管误导通,使接在其两端的励磁电压表形成短路而无指示。
此时,灭磁电阻严重发热甚至烧红。
出现这种情况,必须按前述方法重新调整灭磁插件中电位器1 W 、2 W 。
若调整电位器1 W 或2 W 也无济于事,可将灭磁插件抽出,此时,电压表应有电压指示。
如果仍无电压指示,则说明灭磁晶闸管或灭磁二极管击穿,可将管拆下来进行测定。
如果抽出灭磁插件后有电压指示,则说明插件中的电阻或稳压管损坏,应检查更换再进行灭磁插件的调试整定。
( 5 ) 灭磁线断路。
再调整励磁电压和电流的过程中,需检测灭磁环节的工作状态。
如果灭磁线断路,按下灭磁检测按钮C N 时,灭磁晶闸管因有维持电流而又无反向电流,不能及时关断,总是处于导通状况,故无励磁电压指示。
( 6 ) 半控桥励磁装置中,电压击穿保险器J B O 击穿将励磁电压表短路。
同步电动机常见故障分析及处理一、不能启动或转速较低1、断路器故障,合不上闸。
对合闸电源和合闸回路故障进行分析处理。
2、继电器误动作。
继电器振动或整定值小,校验继电器。
3、定子绕组或主线路有一相断路。
断电检查测量定子绕组和主线路,找出断路点并进行修复。
4、负载过重或所拖动的机械存在故障。
检查电动机负载和所拖动的机械情况。
二、启动后不同步1、电网电压低。
检查电网电压。
2、断路器接励磁装置的辅助接点闭合不良。
断电检查测量并修复断路器辅助接点。
3、转子回路接触不良或开路。
测量转子回路电阻应符合要求,进行紧固检查。
4、无刷励磁系统故障,硅管损坏无输出。
更换硅管。
三、运行过程中失步1、电网电压低,失步整定可控硅装置失控。
检查可控硅失步保护装置。
2、励磁电压降低。
停机检查励磁装置。
3、机械负荷过重。
停机检查机械负荷。
四、空气隙内出现火花冒烟1、轴中心不正或轴瓦磨损使定子和转子相擦。
停机检查定子和转子之间的气隙并根据情况进行相应修复。
2、转子断条或短路环脱焊。
停机找出断路点或接触不良部位重新焊接。
3、定子绕组匝间短路或相间短路;转子线圈断线或接地。
抽芯检查更换故障线圈。
五、运行中过热1、过负荷减少机械负荷,使定子电流不超过额定值,监视系统电压、电流、功率因数,及时调整。
2、定子铁芯硅钢片之间绝缘不良或有毛刺。
停机检修定子铁芯。
3、定子绕组有短路或接地故障。
找出故障线圈,进行修复或更换。
4、环境温度过高,电机通风不良。
检查风道是否畅通,风扇是否完好,旋转方向是否正确。
5、水冷却器没水或水量很小。
检查水冷却系统是否正常。
六、事故停车1、电缆或电缆头接线故障。
找出故障点进行检修。
2、定子绕组相间短路或接地。
查找短路或接地点,处理故障线圈,耐压合格。
3、电流互感器二次回路故障。
检查电流互感器二次回路,处理断线或接触不良,校验电流互感器伏安特性曲线。
4、继电器误动作。
重新校核继电器整定值和调整继电器。
5、电机抱轴或所拖动机械卡死。
同步电动机励磁系统维护及故障处理同步电动机作为大型机组的主电机应用越来越广泛,和异步电动机相比,其组成结构和控制系统比较复杂,文章就同步电动机的励磁系统的正常维护和故障处理进行探讨。
标签:同步电动机;励磁系统;维护;故障处理1 前言同步电动机具有转速恒定、功率因数可调、抗过载能力强以及转矩受电源电压影响较小等优点,尤其是应用无刷励磁技术的同步电动机取消了滑环、碳刷,无火花产生,广泛应用在石油、化工等易然易爆的场所。
基于上述优点,在聚烯烃造粒机组和空分厂压缩机等大型机组越来越多的采用同步电动机拖动。
同步电动机按照结构形式可以分为旋转电枢式和旋转磁极式同步电动机,旋转磁极式按照磁极的结构不同又分为凸极式和隐极式。
对于高速旋转的同步电机,在转子结构上采用隐极式;对于低速旋转的电机,由于圆周速度较低,离心力较小,采用制造简单、励磁绕组集中安放的凸极式结构。
本文主要针对某厂采用的西门子无刷励磁凸极式高压同步电动机励磁系统的工作原理、系统维护及故障处理进行探讨。
2 同步电动机励磁系统工作原理同步电动机的励磁系统可以分为励磁控制盘和旋转励磁机两部分。
其中励磁控制盘负责检测同步电动机的运行状态和控制旋转励磁机的辅助励磁电流,进而控制转子电流和转子电磁力矩;旋转励磁部分负责控制同步电动机转子的励磁电流和限流电阻的投退等。
待电机以异步电动机形式啟动稳定后,励磁柜的PLC接到电动机速度传感器传来转速n>96%nN和由电流变送器传来的电流信号I1%QN,则证明电机已经进入同步状态。
2秒钟之后,辅助励磁的控制方式由原来的固定励磁转换为在励磁柜上PLC内设置的cos ∮控制模式控制。
3 同步电动机励磁系统维护步骤同步电动机励磁系统维护可以分为两部分,励磁柜维护和旋转励磁部分维护。
3.1 励磁柜维护励磁柜维护包括检查柜面指示仪表、信号灯具应完好无损、工作正常。
接线端子紧固检查,接地情况检查,整流变压器、同步变压器、各稳压电源变压器、电抗器等检查是否有过热变色。
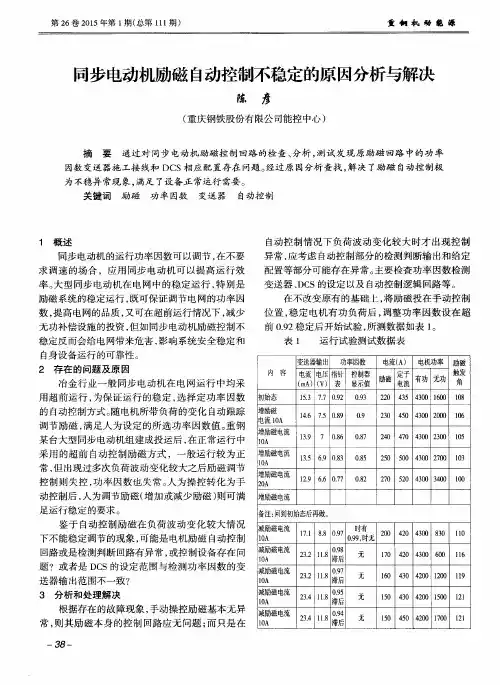
同步电动机励磁常见故障分析作者:陈俊惠来源:《中国科技纵横》2014年第18期【摘要】本文结合KGLF-2C型全数字同步电动机励磁装置,对其在同步电动机运行中常见及可能出现故障的分析。
【关键词】同步电动机励磁故障1引言邯钢西区炼铁厂300m2烧结机四台主抽风机均采用6500KW同步电动机,励磁为武汉科技大学KGLF-2C型全数字同步电动机励磁装置。
近六年多来,运行基本稳定,但也曾经出现一些故障,对烧结生产造成严重影响,下面对这些年出现的故障做一简要分析,并将其它可能出现的励磁故障做个总结,以便更好的为烧结生产服务。
2常见故障2.1失磁现象:励磁电压下降为零或者接近零,励磁电流也接近于零,而定子电流升高,灭磁电阻发热,同时励磁装置报失磁故障,使得运行柜跳闸。
在检查中发现可灭磁、线路、二极管、灭磁电阻等均无异常励磁电压电流趋势图形如下:邯钢西区烧结为湿法脱硫,因脱硫除雾器遮板或脱硫塔的鼓泡管堵塞,造成烧结机出口处为正压,使得主抽风机房内产生白色的含有铁、钾、镁等导电粉尘,再加上旁边渗油,导致灰尘极易粘住,使得碳刷短路,造成失磁故障停车。
擦拭前测试对地摇绝缘为80MΩ,擦拭后为无穷大,可见粉尘对同步电动机的危害。
通过这一事故案例,我厂在碳刷后方加一大功率风扇吹扫,并每次在设备定修时做清扫,清洁工作,而后通过加强脱硫操作及设备堵塞的处理,防止灰尘出现,保持现场环境清洁。
碳刷滑环图如下:失磁主要原因:(1)转子开路(2)转子回路短路(3)励磁系统同步电压信号消失(4)可控硅脉冲信号消失(5)检测元件损坏(6)灭磁开关误分2.2电源掉相查看励磁柜电源掉相或者快熔保护。
2.3快熔熔断检查励磁电源接口处的快速熔断器。
2.4励磁欠磁(1)碳刷接触不良或者刷握弹簧压力不够;(2)转子励磁绕组的连接部位开焊,造成励磁输出回路开路;(3)线路故障;(4)灭磁电路故障,如电阻断路,晶闸管导通;(5)检测元件故障。
2.5电机失步励磁电压或者供电电压降低,检测是否励磁电压给定过低,检测元件是否故障,供电电压是否过低,如低及时向上级供电单位反映。
同步电动机励磁系统常见故障分析作者:陆业志本文结合KGLF11型励磁装置,对其在运行中的常见故障进行分析。
1 常见故障分析(1)开机时调节6W,励磁电流电压无输出。
原因分析:励磁电流电压无输出,肯定是晶闸管无触发脉冲信号,而六组脉冲电路同时无触发脉冲很可能是移相插件接触不良,或者同步电源变压器4T损坏,造成没有移相给定电压加到六组脉冲电路的1V1基极回路上,从而六组脉冲电路无脉冲输出导致晶闸管不导通。
(2)励磁电压高而励磁电流偏低。
原因分析:这是个别触发脉冲消失或是个别晶闸管损坏的缘故。
个别触发脉冲消失可能是脉冲插件接触不良。
另外图1中三极管1V1、单极晶体管2VU及小晶闸管9VT损坏,或者是电容2C严重漏电或开路。
如果主回路中晶闸管1VT~6VT中有某一个开路或是触发极失灵,同样会导致输出励磁电流偏低的现象。
(3)合励磁电路主开关时,励磁电流即有输出。
原因分析:这是由于图1所示脉冲电路中的三极管1V1集电极-发射极之间漏电,即使移相电路还未送来正确的控制电压,也会导致1C充电到2VU导通的程度。
2VU即输出触发使小晶闸管9VT导通,2C经9VT放电而发出脉冲令1VT、3VT、6VT之一触发导通,使转子励磁电路中流过直流电流。
(4)同步电动机起动时,励磁不能自行投入。
原因分析:励磁不能自行投入。
肯定是自动投励通道电路中断或工作不正常,因此可能是投励插件与插座间接触不良,或是图2所示投励电路中的三极管3V1、单结晶体管4VU工作不正常,电容5C漏电、电位器W′损坏。
另外是移相插件同样有接触不良现象,或者是图3所示移相电路的小晶闸管10VT损坏等等。
(5)运行过程中励磁电流电压上下波动。
原因分析:引起励磁电流电压输出不稳的原因很多,主要有1)脉冲插件可能存在接触不良,造成个别触发脉冲时有时无。
2)图1所示脉冲电路的电位器4W松动,使三极管1V1电流负反馈发生变化,造成放大器工作点不稳定,从而影响晶闸管主回路输出的稳定性。
另外,如果电容2C漏电或单结晶体管2VU及三极管1V1性能不良,也会引起触发脉冲相位移动。
3)图3所示移相电路的电位器6W松动或接触不良,将会使移相控制电压Ed间歇性消失,引起励磁电流电压输出大幅度波动。
另外,如果稳压管7VS、8VS损坏,都会使Ey随电网电压波动而波动,使Ed输出波动,造成晶闸管主回路直流输出不稳。
(6)励磁装置输出电压调不到零位。
原因分析:图3所示移相电路中电阻18R虚焊,阻值增大或减少,会引起Ed-Ec≠0,使励磁输出电压无法调到零位。
总之,同步电动机晶闸管励磁装置的故障虽然多种多样,但大致可分为励磁不稳、励磁大幅度下降甚至失电压。
这些故障大部分是由于插件引起的。
2 日常维修中注意事项(1)由于励磁装置采用强迫风冷,电柜内灰尘必须经常清除,以防止灰尘积附过多造成短路。
清扫灰尘一般采用吸尘或吹拭的方法,而对吹不掉的附着物可用干净的油刷扫去,但切勿碰坏元件、线路或使元件互碰。
清尘工作一般由上而下进行。
(2)插件松动会严重影响励磁装置的正常工作,处理方法是:一般可在励磁装置通电预试时用手轻敲插件拉手,一旦插件有松动,必然会引起输出上下波动。
如果是元件虚焊引起的松动,当然要加焊牢固。
而对于插件插座引起的松动,我们可以在插件的插入部分铜箔上拉一层薄锡,这样既可防止铜箔氧化,又可增加插件与插座接触的紧固程度。
(3)对于元件损坏的更换,新元件原则上要符合原设计的元件参数要求。
但对于某些元件,如电容元件,可用电容容量相同而耐压高一些的电容更换,又如稳压二极管,亦可用功率稍大而稳压值相同的稳压二极管更换。
这样可降低元件的损坏频率,减少故障的出现。
(4)对于难以判断的故障,我们采用示波器来检查各脉冲波形与直流输出情况。
这样可较为准确地检查出故障部位。
另外,我们还可以采用同规格插件替换验证的检查方法进行检修。
同步发电机是电力系统以及工业生产中的重要元件其励磁装置的性能直接影响同步发电机运行的可靠性和稳定性目前国内生产的同步电动机励磁装置大多数采用模拟控制电路这种控制电路存在硬件多控制板数量多接线复杂可靠性差等缺点对于现场人员使用和维护都造成了一定困难微机控制技术的发展为解决以上问题提供了技术支持我公司从80 年代起研制并生产了大量的微机控制整流设备特别是在晶闸管的控制技术上有比较丰富的经验针对励磁装置中存在的一些问题我公司采取微机控制技术并且吸取了现有励磁设备的精华其中包括1972 年原机械工业部电器工业管理局的统一设计的技术关键和同步发电机失步保护和带载自动再整步技术精华研制出了新型微机控制同步发电机晶闸管励磁装置该装置具有控制集成度高控制精度高运行可靠性高稳定性好现场使用和维护方便等优点微机控制同步发电机励磁装置分为HRKLF11 和HRKLF12 两个系列11系列供拖动非冲击性负载的同步发电机恒定励磁用12 系列供有冲击性负载的同步发电机按负荷自动调节励磁维持无功电流恒定之用该装置均具有失步保护和带载自动再整步功能适用于200-10000KW 同步发电机配套1 控制电路采用MCS-89C51 系列单片微机控制控制板集成度高,软件中有丰富的设备自检功能2 具有良好的失步保护功能和带载自动再整步功能3 全压起动时起动至亚同步转速顺极性投入励磁使电机牵入同步运行4 同步发电机起动和停车时自动灭磁以免感应过电压击穿设备5 可手动调节励磁电流电压进行功率因数调整6 本设备所带放电电阻RF 阻值为所配用的同步发电机转子励磁绕组直流电阻的10 倍其长期允许电流为同步发电机额定励磁电流的按负荷自动调整励磁基本保持同步发电机无功电流恒定2 具有零励磁保护功能本装置的主电路包括整流变压器三相半控整流桥阻容灭磁环节和起动环节等控制电路主要由单片机MCS-8751 励磁电流调节器电流给定与反馈环节投全压和投励环节失步检测环节强励环节无功补偿环节微机触发环节和自检环节等组成以上控制电路主要集成到一块控制板上具有同步发电机的起动正常励磁失步检测和保护强励自动关桥以及无功补偿等功能下面分别介绍各部分组成和原理1 三相半控整流电路整流变压器将交流380V 电源电压降至励磁所需的电压其二次输出线电压为U21每个主桥晶闸管及整流二极管在一个电周期360 度内轮流导通120 度晶闸管由其相应的触发插件提供的触发脉冲开通整流二极管为自然换流整流桥直流输出电压为Ud 1.35 U21(1+cos )/2式中U21 整流变压器二次侧线电压V晶闸管的控制角Ud 0.3-1.2UfeUfe 电机额定满载励磁电压2 阻容灭磁环节阻容灭磁的任务是关断主桥晶闸管停止主桥向电机输出励磁电压和电流输出励磁电压和电流采用阻容灭磁不仅灭磁速度快而且关桥可靠下列情况下阻容灭磁动作1 电机发生带励失励失步时阻容灭磁动作关断主桥使电机转入异步运行失步源消失后实现带载自动再整步2 当电机发生断电失步时阻容灭磁动作关断主桥电机励磁绕组储存的磁场能量经附加电阻RF 及电容C10 和C11 衰减当励磁电流lf 由额定值Ife 衰减到0.368Ife 时实现断电失步再整步3 当电机正常或事故停机时阻容灭磁动作关断主桥避免在下一次开机时因主桥未关断而误投励电容C10 由交流26OV 电源经单相全波整流充电至34OV 左右当灭磁插件发出灭磁脉冲后灭磁晶闸管KP4 开通C10 上予充电压反向加于主桥两端为保证主桥可靠关断CM1 容量的选择应保证施加反压的时间大于主桥晶闸管的热态关断时间在施加反压的同时C10 经电机励磁绕组向C11 放电当Vc10 Vc11 时流过KP4 的电流近似为零KP4 自动关断3 起动环节主要技术要求l 在电机投励前的整个异步起动过程中当励磁绕组有正向感应电压时起动晶闸管 KP5 应可靠开通以便附加电阻 RF 在有正负半周感应电压时均能接入励磁绕组使电机获得良好的对称起动特性而投入正常励磁后KP5应可靠关断并转入高开通值高开通值应保证电机在正常励磁强励及灭磁时不误开通以避免长期接入附加电阻而烧毁在电机励磁绕组出现过电压时KP5 应开通对励磁绕组起过电压保护作用2 起动控制回路中的R21 选择满足高开通值外并应满足正常运行时的热稳定要求工作原理在电机半压起动油开关闭合后J1-2 闭合此时WHK2 4 闭合在未投励时此时R21 与R22 并联并联后阻值较低R23//RW21 回路可分得较高电压因R21 阻值较高R23//RW21 分得电压就低KP5 就需在较高主桥电压下开通改变R21 R22阻值可获得所需的KP5 高低开通值4 励磁电流调节器电流调节器由运算放大器U302B 组成的比例积分放大器和二极管限幅环节组成电流给定由电位器POT 构成电流反馈由ID 输入电流调节器的输出值经过电阻R235 和R236 分压后送给模数转换器A/D0804 经过转换后的数字量输入到微机去控制晶闸管的触发角为了把电流限制在某个最大允许值电流调节器具有限流功能即电流截止功能调节电位器RW35 可以调节限流值调节电位器RW37 R334 和C311 可以改变电流调节环的比例积分参数调节环的输出电压与移相角之间存在着非线性关系为了使得操作人员调节方便使励磁电压或电流能够线性跟踪电位器的给定变化在单片机控制程序中设置了非线性校正环节5 投全压和投励环节同步发电机在整个起动过程中其转子感应交变电压的频率是随着转子的加速而变化的转速越高感应交变电压的频率就越低电机刚起动瞬间转子感应电压频率与定子回路频率f1 相同为50HZ 而达到任一转差S 时的转子感应电压频率f 为 f=fl S=50S当同步发电机加速至同步转速的90 时转差s 0.1 投入全压当同步发电机加速至亚同步时同步转速的95 转差S 0.05 顺极性投励此时转子感应电压频率为f=50 0.05=2.5 周一个周期时间为T l/f=l/2.5 0.4 秒电机进入亚同步转速时投励环节接收到频率为2.5Hz 的转子感应电压信号后顺极性感应电流方向与励磁电流方向相同发出脉冲去触发主回路晶闸管从而投入励磁将同步发电机牵入同步运行6 触发脉冲形成与放大环节触发脉冲的形成与放大电路的原理为由单片机P1 口发出120 度电角度方波送入与门74LS08 的一个输入端与门另一端输入高频的脉冲列FO 其输出端即输出120 度的宽脉冲列然后经过上拉电阻加以放大输出此信号接入脉冲变压器的原边脉冲变压器的副边接入晶闸管的门极和阴极7 强励环节当定子回路三相交流电压降至某一百分比如80 时进行突出强励强励时间为10 秒8 无功补偿环节仅HRKLF12 型用拖动冲击负载的同步发电机当负载增加仍为恒定励磁时其输出无功电流减少超过额定负载时减少得更为严重甚至变为从电网吸取感性无功电流这不利于电机运行和电网电压的稳定冲击负载的大型同步电动机对电网影响大需要按照电机负载的大小自动调节励磁HRKLF12 型设备用无功补偿插件检测同步发电机定子回路有功电流信号用来在负载增加时实现自动增磁使冲击负载的同步发电机以输出较稳定的无功电流运行此环节由二极管开关式相敏桥和双T 滤波器组成9 装置运行状况检测与显示该装置具有微机自动检测功能且有数字显示各种状态在设备启动和运行过程中微机能自动检测设备状况当有故障出现时会自动停机且显示表示故障种类代码如快熔熔断器熔断后显示7 数字显示如表5.1 所示。