基于MELSECNET_10网络与现场总线的整车组装生产线控制系统
- 格式:pdf
- 大小:439.83 KB
- 文档页数:4

工控商务网:烟草机械打叶复烤烟草文章来自:工控网【应用领域】:烟草机械打叶复烤烟草【关键词【:电机三菱plc流量计直流调速一、概述广东梅州烟叶复烤厂6000kg/h打叶线电控及上位管控系统是国内第一家应用日本三菱技术开发设计具有国内先进水平的现代化生产线。
它采用了三菱公司的四种网络技术,包括以太网、Melsecnet/10网(PCtoPC)、Melsecnet/10网(远程I/O)及CC-Link现场总线技术,并同时采用三菱的PLC、变频器及触摸屏(GOT)产品。
该生产线于去年8月份开始正式生产,12月份通过广东省烟草公司预验收,被国家烟草专卖局定为打叶线的样板线。
二、控制对象及控制要求该生产线分为预处理段、打叶风分段及风送除尘段三部分。
打叶线全线完成烟叶筛砂润叶、选叶、打叶、叶梗分离、复烤叶片的上料。
预处理段控制范围从辅叶解把台、喂料机至打叶机组刮板喂料机前双向皮带输送机为止。
计有切断解把机1台、喂料机2台、热风润叶机2台、仓式跟踪喂料机1台、选叶机2台、金属检出设备1套、电子皮带秤1台,以及相应的辅连设备。
全段控制电机66台,控制功率68kw,其中变频控制电机9台,双向电机6台,控制柜编号D11。
打叶风控制范围从打叶机组刮板喂料机至烤片段除麻丝机前为止。
计有刮板喂料机1台、调节喂料机1台、打叶机4台、逆流式风分机10台,以及相应的辅连设备。
全段控制电机147台。
控制功率1042kw。
其中变频控制电机47台,软启动器控制电机22台。
控制柜编号:D21、D22、D23、D24、D25。
风送除尘段控制范围控制除尘房所有除尘系统。
计有除尘器4台,控制电机10台,控制功率190kw。
其中软启动器控制电机4台。
控制柜编号:D71。
根据客户的要求,所有电控柜组均集中放置在电控室内,在预处理段、打叶风分段、风送除尘段及电控室内设置本地操作站,实现工况显示、现场操作和故障诊断等功能。
在风分器出口侧,设置触摸屏,使操作者可根据工艺指标方便及时地调整风机转速。

我国将全面应用现场总线仪表及控制系统
佚名
【期刊名称】《自动化技术与应用》
【年(卷),期】2005(24)8
【摘要】7月20日从有关部门获悉,根据《工业自动化领域科技发展规划》分阶段实施方案,到2020年,我国将在工业过程控制全面应用现场总线仪表及控制系统,并在占领国内大部分市场的基础上,开拓海外市场。
《规划》显示,未来5年将是现场总线仪表及控制系统应用示范、技术完善、实现国产化的阶段,到2015年,这一系统将推广应用并形成产品系列。
【总页数】1页(Pi0007-i0007)
【关键词】中国;现场总线仪表;控制系统;工业过程控制
【正文语种】中文
【中图分类】TP273
【相关文献】
1.国产Profibus现场总线控制系统在火电厂的全面应用 [J], 崔逸群;李昱;颜渝坪;汪涛
2.浅谈我国自动化仪表与控制系统的应用及发展对策研究 [J], 朱思行
3.现场总线控制系统在铅锌冶炼行业智能仪表管理中的应用 [J], 彭俊超;徐安江
4.FF现场总线智能仪表在焦炉控制系统中的应用 [J], 张建华;于海斌;战明;马钢因版权原因,仅展示原文概要,查看原文内容请购买。
基于DEVICENET现场总线的总装生产控制系统发表时间:2008-10-31T14:41:29.950Z 来源:《中小企业管理与科技》作者:覃卫华[导读] 摘要:DEVICENET现场总线是由罗克韦尔自动化公司推出的一种开放、可靠、高效设备层控制网络,由于这种网络具有智能检测,维护简便,抗干扰能力强,节省建设成本等特点已广泛应用于各个领域,现已成为国际现场总线标准和中国国家现场工业总线标准。
摘要:DEVICENET现场总线是由罗克韦尔自动化公司推出的一种开放、可靠、高效设备层控制网络,由于这种网络具有智能检测,维护简便,抗干扰能力强,节省建设成本等特点已广泛应用于各个领域,现已成为国际现场总线标准和中国国家现场工业总线标准。
关键词:DEVICENET 汽车总装生产线 PLC控制系统 1引言长丰汽车集团各车间生产线的自动化控制系统是基于美国ROCKWELL公司的PLC控制系统、相关软件和的电气平台实现的,通过ROCKWELL公司的产品来实现本公司的自动化控制系统以达到提高生产线的安全性、稳定性并提高生产效率的目的。
本文介绍DEVICENET在长丰汽车集团长沙基地总装生产线的应用。
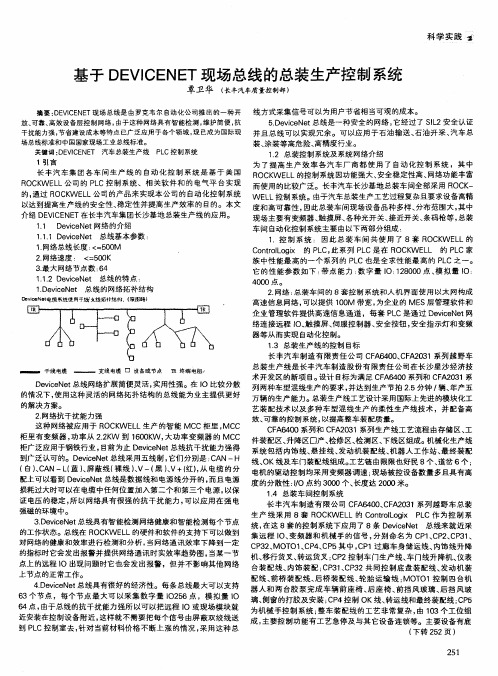
1.1 DeviceNet网络的介绍1.1.1 DeviceNet 总线基本参数:1.网络总线长度:<=500M2.网络速度: <=500K3.最大网络节点数:641.1.2 DeviceNet 总线的特点:1.DeviceNet 总线的网络拓补结构DeviceNet总线网络扩展简便灵活,实用性强。
在IO比较分散的情况下,使用这种灵活的网络拓扑结构的总线能为业主提供更好的解决方案。
2.网络抗干扰能力强这种网络被应用于ROCKWELL生产的智能MCC柜里,MCC柜里有变频器,功率从2.2KW到1600KW,大功率变频器的MCC柜广泛应用于钢铁行业,目前为止DeviceNet总线抗干扰能力强得到广泛认可的。
DeviceNet总线采用五线制,它们分别是:CAN-H(白)、CAN-L(蓝)、屏蔽线(裸线)、V-(黑)、V+(红),从电缆的分配上可以看到DeviceNet总线是数据线和电源线分开的,而且电源损耗过大时可以在电缆中任何位置加入第二个和第三个电源,以保证电压的稳定,所以网络具有很强的抗干扰能力,可以应用在强电强磁的环境中。
2010年第3期河南建材基于现场总线技术的DCS在水泥熟料生产线中的应用郑恒丽,李林树河南建筑材料设计院有限责任公司(450002)摘要:DCS(集散控制系统)技术以其集中管理、分散控制的结构特点和功能完善、使用方便等优点,在水泥行业,尤其是大、中型水泥生产线上获得了广泛的应用。
在此基础之上,充分发挥了现场总线技术及DCS技术两者优势,以系统集成为手段,给出一套基于Profibus现场总线协议的水泥熟料的生产线的集散控制系统(DCS),实现了对水泥熟料生产的集中管理和分散控制。
关键词:AC800M;OPC Server;IFIX;现场总线;监控管理1项目简介宛北县方城水泥有限公司1000t/d干法水泥熟料生产线项目,是我公司设计调试的一条日产1000吨的干法水泥熟料生产线。
整套项目主机设备引进世界先进水泥设备供应商的设备和技术,项目配套引进的DCS控制系统选用的是瑞典ABB Indus—trial IT控制系统,控制器为AC800M过程控制器,该系统是面向工厂自动化的新一代开放式DCS系统,全面支持现场总线技术,系统采用全局数据库技术,实现全局一体化编程。
系统通信为标准以太网,系统结构具有较强伸缩能力,系统编程采用国际化标准IEC61131—3。
现场控制站采用ABB S800智能l/O卡件,通过Profibus DP和Profibus PA协议与现场总线仪表设备进行数据通信。
2控制系统总体方案设计根据方城水泥厂的实际情况,系统硬件规划采用的是ABB Industrial IT系统,实现石灰石矿山、原料调配、原料粉磨、废气处理、生料均化及生料入窑、熟料烧成和熟料入库、熟料输送这一段工艺流程的过程自动化控制。
该系统的硬件结构按照功能自上而下分为现场层和控制管理层。
2.1现场控制层现场控制层的作用是对现场的l/O信号进行采集、运算和逻辑顺控处理,通过现场控制层网络将相关数据送入控制处理机,实现过程控制和顺序、逻辑控制。
集散控制系统现场总线控制系统PLC控制系统DCS:集散控制系统,是以计算机为核心的分布式控制系统。
FCS:是现场总线控制系统,是各个控制器或智能设备以总线方式互联,能互操作,系统的控制功能彻底分散到各个现场设备上了。
PLC:是以PLC为控制核心的系统。
PLC、DCS、FCS三大控制系统的基本特点目前,在连续型流程生产自动控制(PA)或习惯称之谓工业过程控制中,有三大控制系统,即PLC、DCS和FCS。
它们各自的基本特点如下:1 PLC(1)从开关量控制发展到顺序控制、运送处理,是从下往上的。
(2)连续PID控制等多功能,PID在中断站中。
(3)可用一台PC机为主站,多台同型PLC为从站。
(4)也可一台PLC为主站,多台同型PLC为从站,构成PLC 网络。
这比用PC机作主站方便之处是:有用户编程时,不必知道通信协议,只要按说明书格式写就行。
(5)PLC网格既可作为独立DCS/TDCS,也可作为DCS/TDCS 的子系统。
(6)大系统同DCS/TDCS,如TDC3000、CENTUMCS、WDPFI、MOD300。
(7)PLC网络如Siemens公司的SINEC—L1、SINEC—H1、S4、S5、S6、S7等,GE公司的GENET、三菱公司的MELSEC—NET、MELSEC—NET/MINI。
(8)主要用于工业过程中的顺序控制,新型PLC也兼有闭环控制功能。
(9)制造商:GOULD(美)、AB(美)、GE(美)、OMRON (日)、MITSUBISHI(日)、Siemens(德)等。
2 DCS或TDCS(1)分散控制系统DCS与集散控制系统TDCS是集4C (Communication,Computer,Control、CRT)技术于一身的监控技术。
(2)从上到下的树状拓扑大系统,其中通信(Communication)是关键。
(3)PID在中断站中,中断站联接计算机与现场仪器仪表与控制装置。
(4)是树状拓扑和并行连续的链路结构,也有大量电缆从中继站并行到现场仪器仪表。
基于DeviceNet现场总线的电动执行器控制系统开发
孙宇;李肇果;谢强;邢春香;夏继强
【期刊名称】《自动化与仪器仪表》
【年(卷),期】2008()3
【摘要】介绍了具有DeviceNet现场总线通信接口的电动执行器的开发过程。
保留了原有电动执行器现场控制功能,增加了DeviceNet远程控制和故障信号的采集。
给出了软硬件实现方案和程序流程图,并详细讨论了DeviceNet对象模型的建立和在Keil C中对象化的实现方法。
该电动执行器支持组态软件的接入并实现与其他DeviceNet现场总线产品的互连、互操作。
【总页数】4页(P42-44)
【关键词】现场总线;DeviceNet;电动执行器
【作者】孙宇;李肇果;谢强;邢春香;夏继强
【作者单位】北京航空航天大学机械工程及自动化学院;重庆工业自动化仪表研究
所
【正文语种】中文
【中图分类】TP273
【相关文献】
1.电动阀门执行器现场总线控制系统及应用 [J], 李卫成
2.基于DeviceNet现场总线的电动阀门控制器 [J], 夏继强;孙朋;卢明臻;邢春香
3.基于DeviceNet现场总线的主从站式多轴电机控制系统研究 [J], 吴郑思;吴亦锋
4.基于DeviceNet现场总线的电动机群控系统 [J], 郝晓弘;高鹏飞;毛蕴娟
5.带DeviceNet现场总线的IntelliCENTER智能型电动机控制中心 [J], 顾俊因版权原因,仅展示原文概要,查看原文内容请购买。