金属切削加工的基础知识
- 格式:doc
- 大小:87.50 KB
- 文档页数:4
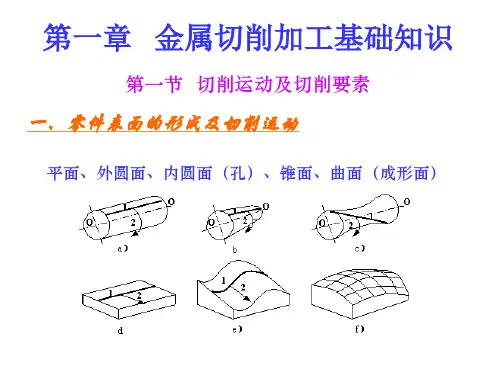
金属切削的基础知识概述简介金属切削是一种通过削剪和切割金属材料的方法,是制造业中常见的一项工艺。
基于材料的性质和切削工具的性能,金属切削可以实现高精度和高效率的加工。
本文将介绍金属切削的基本原理、切削工具、切削过程中的参数和常见的切削方式。
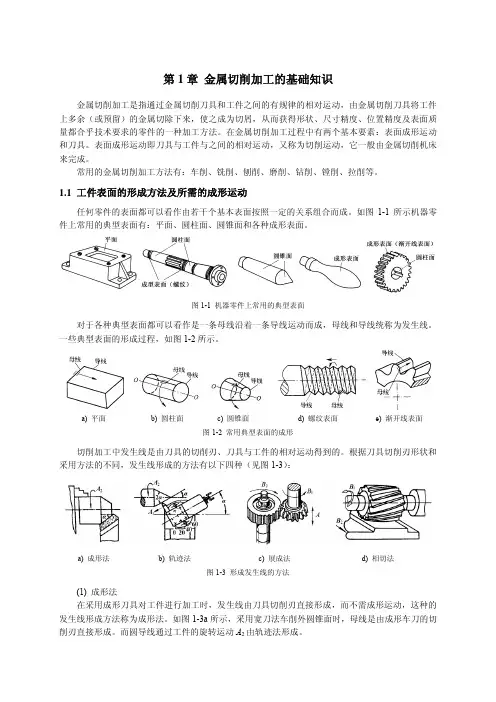
基本原理金属切削的基本原理是通过切削工具对金属材料进行削剪,从而使金属材料形成所需的形状和尺寸。
切削工具通常是由刀具和刀具架组成。
刀具用于切削金属材料,而刀具架则用于固定刀具并提供切削力。
切削过程中,刀具和工件之间形成了切削区域。
刀具通过在切削区域施加切削力,将金属材料削去。
这种削去的过程称为切削,并产生了削屑。
削屑是通过切削工具对金属材料进行切割而产生的废料。
切削工具金属切削中常用的切削工具有刀具、铣刀和钻头等。
下面简单介绍几种常见的切削工具:1. 刀具刀具是用于切削金属材料的基本工具。
刀具通常包括刀片和刀柄两部分。
刀片是用来切削金属材料的零件,而刀柄则用于固定刀片和提供切削力。
常见的刀具类型包括车刀、铣刀、刨刀和麻花钻等。
不同的刀具适用于不同的切削任务和金属材料。
2. 铣刀铣刀是一种旋转切削工具,用于将金属材料进行铣削。
铣刀通常由刀柄和多个刀片组成。
刀柄用于固定刀片,而刀片通过旋转进行切削。
铣刀常用于对金属材料进行复杂的零件加工,如开槽、螺纹加工和表面光洁度要求较高的加工。
3. 钻头钻头是一种专门用于钻孔的切削工具。
钻头通常由刀片和刀杆组成。
刀片被用于切削金属材料,并通过刀杆进行固定。
钻头适用于对金属材料进行孔加工,如钻孔和锪孔等。
切削过程中的参数切削过程中有几个重要的参数需要考虑,包括切削速度、进给速度和切削深度。
1. 切削速度切削速度是指切削工具在单位时间内切削的线速度。
切削速度的选择与金属材料的性质和切削工具的性能有关。
切削速度过高容易引起切削工具的损坏,而切削速度过低则会降低加工效率。
因此,在切削过程中需要选择适当的切削速度,以确保切削质量和切削效率。
金属切削的基础知识金属切削是一种通过切削工具在金属工件上施加力量,使其产生剪切应力,从而剥离所需形状的金属层的加工方法。
它是目前最常用和广泛应用的金属加工方式之一。
以下是金属切削的基础知识:1. 切削工具:切削工具通常由硬质材料制成,如高速钢、硬质合金等。
常见的切削工具包括刀片、钻头、铣刀等。
刀具的选择根据加工材料、加工形状和加工质量要求等因素进行。
2. 切削速度:切削速度是指在单位时间内切削刀具工作部分对工件的相对运动速度。
它是影响切削加工效果和刀具寿命的重要因素。
通常以米每分钟(m/min)作为单位。
3. 进给速度:进给速度是指切削刀具沿工件表面移动的速度。
它决定了每分钟进给长度。
进给速度的选择需要考虑切削深度、加工精度和刀具强度等因素。
4. 切削深度:切削深度是指切削刀具在每次切削中从工件表面剥离金属的厚度。
切削深度越大,切削力也会增加,刀具磨损加剧。
因此,切削深度的选择要根据材料性质、刀具强度和加工要求等综合考虑。
5. 切削力:切削力是指在切削过程中作用在切削刀具上的力。
它是切削加工过程中的重要力学参数,会影响刀具的磨损和加工精度。
切削力的大小与切削厚度、切削速度、切削角度和材料硬度等因素密切相关。
6. 刀具磨损:切削刀具在切削过程中会不可避免地发生磨损。
刀具磨损会使切削力增加、切削质量下降,并且降低了刀具的寿命。
因此,定期更换和修磨切削刀具是保证加工质量和生产效率的重要措施。
7. 切削液:切削液是指在金属切削过程中加入的一种液体。
它主要用于降低切削温度、润滑切削表面、冲洗切削区域,以减少金属切削时产生的摩擦和热量。
良好的切削液选择能够有效地提高加工质量和刀具寿命。
金属切削是工业生产中广泛应用的加工方式之一,掌握金属切削的基础知识对于提高加工质量、降低生产成本具有重要意义。
因此,对于从事金属加工的工作者来说,了解切削工具、切削速度、进给速度、切削深度、切削力、刀具磨损以及切削液等基础知识是十分必要的。
第7章金属切削加工基础知识一、判断题1.切削运动中,主运动通常只有一个,进给运动的数目可以有一个或几个。
()2.车削外圆时,进给运动是刀具的横向运动。
()3.当切削刃安装高于工件的中心时,其实际工作前角会变小。
()4.在基面内测量的角度是刃倾角。
()5.在主切削平面内测量的角度是主偏角。
()6.刃倾角的正负影响切屑的排出方向。
当刃倾角为正时,切屑流向已加工表面。
()7.一般来说, 刀具材料的硬度越高,耐磨性越好。
()8.背吃刀量对刀具寿命影响最大,进给量次之,切削速度最小。
()9.工件材料的硬度和强度越高,切削力越大,切削加工性就越差。
()10.低碳钢硬度低,切削加工性最好,中碳钢次之,高碳钢最难切削。
()11.切削层公称厚度(简称切削厚度)BdhD:是垂直于工件过渡表面测量的切削层横截面尺寸。
( )12.耐热性和化学稳定性是衡量刀具切削性能的主要指标。
( )13.在同样切削条件下,硬质合金刀具(韧性差,怕冲击振动)的前角应比高速钢的大些。
( )14.当以很大的刀具前角、很大的进给量和很高的切削速度切削钢等塑性金属时形成的是节状切屑。
( )15.背切削力Fp也称为切向力。
( )16.积屑瘤使刀具的实际前角增大,并使切削轻快省力,所以对精加工有利。
( )17.切削用量中,切削速度对刀具寿命影响最大,进给量次之,背吃刀量影响最小。
( )18.刀具寿命是指刀具从开始切削到完全报废实际切削时间的总和。
( )19.当用较低的切削速度,切削中等硬度的塑性材料时,常形成崩碎切屑。
( )20.精车加工塑性金属时为避免积屑瘤的产生,常采用高速或低速切削。
( )二、填空1、切削运动包括运动和运动两种,其中运动是切削运动中速度最高、消耗功率最多的运动。
2、切削用量三要素是指、和。
3、外圆车刀的切削部分由面刃和尖组成。
4. 金属切削过程的实质,是被切削金属连续受到刀具的和,产生和,最终使被切削金属与母体分离形成切屑的过程。
第二节金属切削加工的基础知识
教学目标:
1.熟悉切削加工的概念、分类、特点及应用。
2.理解切削运动的概念及其分类。
3.掌握切削用量的概念及其应用。
教学重点:切削运动的概念及其应用。
教学难点:切削用量的选择方法及依据。
教学过程:
一、复习与导入
上节课我们学习了金属材料,介绍了碳素钢、合金钢等材料,不同金属材料的性能差别很大;那么这些金属如何进行加工呢?围绕着这个问题,这节课我们来学习金属切削加工的基础知识。
二、新课讲授
1.切削加工概述
金属切削加工就是利用刀具和工件之间的相对(切削)运动,从毛坯或半
成品上切去多余的金属材料,从而获得具有一定加工质量的零件的过程。
(1)切削加工的分类
金属切削加工方式很多,一般可分为车削加工、铣削加工、钻削加工、镗
削加工、刨削加工、磨削加工、齿轮加工及钳工等。
(2)切削加工的特点及应用
工件精度高、生产率高及适应性好,凡是要求具有一定几何尺寸精度和表
面粗糙度的零件,通常都采用切削加工方法来完成。
2.切削运动和切削用量
(1)切削运动
切削加工时,为了获得各种形状的零件,刀具与工件必须具有一定的相对运动,即切削运动,切削运动按其所起的作用可分为主运动和进给运动。
①主运动
由机床或人力提供的运动,它是刀具与工件之间产生主要的相对运动。
在切削运动中,主运动的速度最高,消耗功率最大。
如车削时,主运动是工件的回转运动,如下图所示。
车削运动和工件上的表面
②进给运动
使被切金属层不断地投入切削的运动称为进给运动,是刀具与工件间产生的附加相对运动。
如车削外圆时,进给运动是刀具的纵向运动;车削端面时,进给
运动是刀具的横向运动。
主运动的运动形式可以是旋转运动,也可以是直线运动;主运动可以由工件
完成,也可以由刀具完成;主运动和进给运动可以同时进行,也可以间歇进行;
主运动通常只有一个,而进给运动可以有一个或几个。
(2)切削用量
切削用量是用来表示切削加工中主运动和进给运动参数的数量。
切削用
量包括切削速度、进给量、背吃刀量三个要素。
① 切削速度v c
在切削加工时,切削刃选定点相对于工件主运动的瞬时速度称为切削速度,
它表示在单位时间内工件和刀具沿主运动方向相对移动的距离,单位为m/min 或
m/s 。
主运动为旋转运动时,切削速度v c 计算公式为:
式中:d -工件直径(mm );
n -工件或刀具每分(秒)钟转数(r/min 或r/s)。
② 进给量f
进给量是刀具在进给运动方向上相对工件的位移量,可用刀具或工件每转或
每行程的位移量来表示或度量。
车削时进给量的单位是mm/r ,即工件每转一圈,
刀具沿进给运动方向移动的距离。
单位时间的进给量,称为进给速度,它是切削刃选定点相对于工件进给运
)
/min /(1000s m m n
d v c 或⋅⋅=π
动的瞬时速度。
车削时的进给速度v f 计算公式为:
③背吃刀量(切削深度)a p
背吃刀量a p 是指主刀刃工作长度(在基面上的投影)沿垂直于进给运动方向上的投影值。
对于外圆车削,背吃刀量
a p 等于工件已加工表面和待加工表面之间的垂直距离,单位为mm 。
即:
式中:d w -待加工表面直径;
d m -已加工表面直径。
举例:
三、 小结
四、 作业
请讲述切削三要素的选用原则及对工件加工质量的影响。
)/min /(s mm mm f n v f 或⋅=2
m w p d d a -=。