低温材料09MnNiDR的焊接工艺
- 格式:doc
- 大小:37.00 KB
- 文档页数:5
2018年 第9期热加工W焊接与切割elding & Cutting2709MnNiDR 低温钢板主要应用于石油、化工低温设备中。
我单位承接了某大型乙二醇项目,其中包含的设备有:C O 2吸收塔、C O 2闪蒸塔、H 2S 吸收塔、再吸收塔等设备的制造。
为了研究其焊接工艺,我们选择δ=65mm 的母材进行试验,热处理状态为模拟热成形+正火(加速冷却)+回火+退火,为今后09MnNiDR 低温钢热成形封头的焊接提供了有力的技术支撑。
1. 09MnNiDR 低温钢的焊接性09MnNiDR 低温钢为铁素体+少量珠光体型低温用钢。
由于含碳量低,属于低合金结构钢,Mn 、Ni 为其主要合金。
Mn 主要是通过固溶强化来提高钢材的强度,而Ni 能改善铁素体的低温韧性,并具有明显降低冷脆转变温度的作用。
根据国际焊接学会(ⅡW )推荐的碳当量公式计算09MnNiDR 低温钢热成形焊接的工艺研究■ 李艳霞,刘亮摘要:针对09MnNiDR 低温钢热成形封头的焊接接头低温冲击不足的问题,通过焊接试验,完成了δ=65mm 母材的对接焊,经过多种形式的热处理,并对试板进行拉伸试验、冲击试验及弯曲试验等力学性能试验,试验结果均为合格。
为今后09MnNiDR 低温钢热成形封头的焊接提供了较为可靠的技术支撑。
关键词:热成形;焊接工艺;低温扫码了解更多CE=0.347%<0.45%,淬硬倾向小,不易形成冷裂纹,焊缝具有较好的塑性和韧性,通常无需预热。
当板厚超过一定的厚度、接头刚性拘束较大或碳当量偏高时,应考虑预热。
但预热温度不要过高,否则会使热影响区晶粒长大,并在晶界析出氧化物。
因此,焊接时应控制焊接热输入和层间温度,焊后还应进行消除应力的热处理。
09MnNiDR 钢板的供货状态为正火+回火,材料化学成分、力学性能如表1、表2所示。
2. 09MnNiDR 低温钢焊接工艺要点(1)选择合适的焊接材料,低温钢可采用焊条电弧焊、气体保护焊和埋弧焊等进行焊接。
09MnNiDR材料焊接和热处理工艺09MnNiDR是一种常用于低温压力容器的钢材,具有良好的低温韧性和耐腐蚀性能。
对于该材料的焊接和热处理工艺,主要包括焊接前准备工作、焊接工艺选择、焊后热处理等方面。
焊接前准备工作主要包括材料的检查和准备、准备焊接工具和设备以及环境条件的检查等。
检查材料主要是检查其外观和化学成分,确保其符合标准要求。
准备焊接工具和设备包括焊接机器、电极、气体、药剂等。
环境条件包括焊接场所的通风条件、温度湿度等,以确保焊接过程的安全性和质量。
焊接工艺选择是根据实际的焊接要求和条件选择合适的焊接方法和参数。
对于09MnNiDR材料,通常采用埋弧焊、氩弧焊和手工电弧焊。
埋弧焊适用于厚板和大口径管道的自动焊接;氩弧焊适用于薄板和小口径管道的手动焊接;手工电弧焊是一种常用的焊接方法,适用于各种规格的焊接。
焊接过程中需要注意的问题有焊接参数、焊缝准备及焊缝形状、焊接顺序和焊接方法等。
焊接参数主要包括焊接电流、电压、焊接速度等,要根据焊接材料的特性和焊接件的要求来选择。
焊缝准备包括清理焊接表面、角度、间隙等,以确保焊接的质量。
焊缝形状主要包括V型、U型、X型等,根据实际情况选择。
焊接顺序和焊接方法根据具体情况选择,一般是从上至下、从内至外进行焊接。
焊后热处理是指对焊接件进行退火或正火处理,目的是使焊接接头的组织和性能得到恢复和改善。
焊后热处理的方法有退火、正火、淬火等。
退火是指将焊接件加热至一定温度,保温一段时间后缓慢冷却至室温,以改变焊接接头的组织和性能。
正火是指将焊接件加热至一定温度,保温一段时间后快速冷却至室温,以增加焊接接头的强度和硬度。
淬火是指将焊接件加热至一定温度,保温一段时间后通过快速冷却(通常是油冷或水冷)来使钢材获得高硬度和高强度。
总之,09MnNiDR材料的焊接和热处理工艺是一个复杂的过程,需要进行细致的准备工作和合理的选择。
通过正确的焊接参数和焊接方法,以及合适的热处理方式,可以保证焊接接头的质量和性能,提高材料的使用寿命和安全性。
低温钢09MnNiDR焊接工艺评定试验摘要:通过对低温钢材料09MnNiDR的焊接性分析以及焊接工艺评定,找到了控制低温材料焊接接头低温韧性的方法。
关键词:低温钢;接头韧性;工艺试验前言材料科学的发展促进了国内外石化技术和装备的进步,大型、低温、深冷压力容器在石化和化工装备行业得到越来越广泛的应用。
低温材料的焊接加工技术也成为石化行业装备制造的重要课题。
2014年8月,一重集团苏州重工为江苏某化工企业制造的乙烯气化装置,用到了低温材料09MnNiDR钢板,由于公司在低温材料焊接方面积累的经验较少,所以工艺人员在查阅相关资料和同行经验的基础上,拟定出了焊接工艺规程进行工艺评定。
1.焊接性分析09MnNiDR钢为铁素体+少量珠光体型低温钢,GB3531-2008规定其在-70℃冲击吸收能量(KV2/J)大于或等于34J,其含碳量低,主要合金元素为Mn、Ni。
Mn主要用来通过固溶强化提高钢的强度,Ni能改善铁素体的低温韧性,并能显著降低钢的冷脆转变温度。
09MnNiDR钢焊接接头最难保证的是焊缝和热影响区组织的低温韧性,如果焊接工艺参数选择的不合理或者焊材等别的焊接主要因素不匹配,就会出现焊接气孔、夹渣等缺陷,焊接接头的低温韧性则很难达到要求。
2.焊接工艺评定试验工艺评定试验按照NB/T47014-2011的有关规定进行。
着重进行焊接接头焊缝区和热影响区抗低温冲击试验。
所选试验母材的规格和力学性能见表1。
2.1 焊接方法的确定根据公司产品的结构特点,结合公司设备、焊接人员具体情况综合考虑,我们决定做两种焊接方法的工艺评定。
分别是钨极氩弧焊(焊态)、钨极氩弧焊(消应力热处理)、焊条电弧焊(焊态)、焊条电弧焊(消应力热处理)。
焊四块试板进行力学性能检测。
2.2 焊材的选用根据NB/T47015-2011的推荐和查阅焊接手册,手工氩弧焊选用纯度为99.99%的氩气保护,焊丝选用ER55-Ni3,规格为∮2.0.手工焊条电弧焊选用牌号为W707Ni,规格为∮3.2和∮4两种规格。
分离器09MnNiDR低温钢焊接技术摘要:分离器 09MnNiDR低温钢焊接中,保证设备主材焊接接头低温冲击韧性符合技术要求至关重要,通过对其进行焊接工艺评定,找到了影响低温冲击功的主因,提出了焊接这种低温钢分离器的合适工艺方法。
关键词:低温钢;冲击韧性;焊接工艺;评定试验1.前言岳阳某公司委托制造的分离器,设备主材选用09MnNiDR 低温钢,其设计技术参数如附表1。
因是首次承制这种低温钢容器,对我们最大的挑战是如何解决好焊接接头的低温冲击韧性(或低温冲击功)。
通过分析研究这种低温钢的力学和工艺性能特性后,我们制订了详细的焊接工艺方案,经过多次反复试验与测试,最终取得了焊接接头低温冲击功达标之目的,有力保证了分离器产品的焊制质量和交付期。
我们为解决09MnNiDR低温钢焊接接头低温冲击功达标采取了如下工艺步骤:首先,拟定试板焊接需要的预焊接工艺规程(即pWPS);第二步,安排合格焊工按pWPS焊接试板;第三步,根据NB/T47014-2011标准要求,制备需要的试样(注:试样取样数量依据试验项目而定);第四步,对试样进行力学和弯曲性能试验与检验;第五步,对试验与检验结果进行综合评价;第六步,结论。
本文结合此次成功焊制09MnNiDR材质分离器,简述实现这种低温钢焊接接头冲击韧性达到设计要求的焊接工艺方法,供同行分享、借鉴。
2 设备结构与技术参数2.1 分离器的结构简图见图1,其技术参数见附表12.2 分离器主材化学成分与力学性能分离器选用的主材牌号为低温钢09MnNiDR,其化学成分见附表2,力学性能见附表33 焊接工艺评定试验3.1 焊接工艺评定试验标准及焊接方法1)焊接工艺评定标准:NB/T47014-2011《承压设备焊接工艺评定》、NB/T47015-2011《压力容器焊接规程》、NB/T47016-2011《承压设备产品焊接试件的力学性能》;2)焊接方法:分离器的纵环焊缝采用双面埋弧自动焊,人孔、接管与筒体、法兰的组焊缝采用手工焊条电弧焊;重点对分离器主要受压部件的A、B类焊接接头焊缝金属和热影响区的低温韧性进行焊接工艺评定。
中板09MnNiDR钢焊接工艺性能试验摘要通过对09MnNiDR钢进行焊接工艺性能试验,来获取满足-70℃的低温冲击韧性的要求。
并提出解决09MnNiDR焊接过程中影响其低温冲击韧性的因素及采取的工艺措施。
关键词 09MnNiDR;焊接工艺性能试验;-70℃冲击韧性1 前言去年以来我公司陆续接到09MnNiDR钢制低温设备订单,基本属于二类压力容器。
其设计温度为-70℃,厚度16~32mm。
09MnNiDR属于低温压力容器用钢板,其最低工作温度可达-70℃。
按GB3531-2008《低温压力容器用低合金钢板》和2012年7月11日发布的1号修改单中要求:熔敷金属和热影响区各取三件V型冲击试样,在-70℃下平均冲击吸收功要求达到34J,且每组三件试样中只允许有一件试样可低于34J,但不得低于24J。
考虑到设备的结构因素,为提高生产效率决定采用以埋弧机械化焊为主的焊接方法。
但是埋弧焊的焊接热输入大,会使焊缝低温冲击韧性降低,这对于09MnNiDR低温钢的焊接是不利的,因此必须选用合理的焊丝、焊剂匹配,以提高焊接接头的低温韧性。
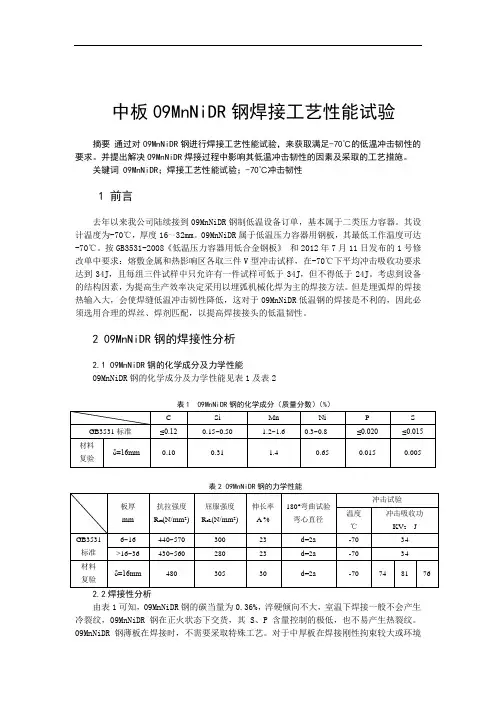
2 09MnNiDR钢的焊接性分析2.1 09MnNiDR钢的化学成分及力学性能09MnNiDR钢的化学成分及力学性能见表1及表2表1 09MnNiDR钢的化学成分(质量分数)(%)表2 09MnNiDR钢的力学性能2.2焊接性分析由表1可知,09MnNiDR钢的碳当量为0.36%,淬硬倾向不大,室温下焊接一般不会产生冷裂纹,09MnNiDR钢在正火状态下交货,其S、P含量控制的极低,也不易产生热裂纹。
09MnNiDR钢薄板在焊接时,不需要采取特殊工艺。
对于中厚板在焊接刚性拘束较大或环境温度过低时,在焊前应进行预热。
3 焊接工艺评定试验焊接工艺评定试验标准,按NB/T47014-2011《承压设备焊接工艺评定》的有关规定进行评定,焊接方法为SAW,主要对焊接接头的焊缝区和热影响区的低温冲击韧性进行评定试验。
09MnNiDR材料焊接和热处理工艺一、引言09MnNiDR是一种中厚板用接触热式压力容器钢板,被广泛应用于石化、化工、炼油等行业。
由于其在压力容器领域的重要地位和广泛应用,对于09MnNiDR的材料焊接和热处理工艺的研究十分重要。
本文将从材料特性、焊接方法、热处理工艺三个方面入手,对09MnNiDR的材料焊接和热处理工艺进行探讨。
二、09MnNiDR材料特性09MnNiDR属于双相钢,特点在于具有较高的韧性和屈服强度。
但由于其合金元素含量不高,易形成低温韧性饱和,因此需要通过控制焊接与热处理工艺来提高韧性。
三、09MnNiDR焊接方法目前09MnNiDR的焊接方法主要有手工焊、埋弧焊、气保焊、激光焊等。
其中,手工焊适用于小型压力容器焊接,埋弧焊可用于一定规模内的压力容器,气保焊适用于高方向性的压力容器。
激光焊由于其焊接速度快、热影响小等特点,逐渐被应用于高端压力容器的焊接中。
在进行焊接前,需要对接头进行斜口磨削和清洗,同时进行预热处理。
预热温度的选择应结合材料特性与环境条件进行,通常的预热温度为150~300℃。
焊接过程中,由于钢板中夹杂物的存在,容易出现焊接性疵缺陷,因此需要在焊接结束后进行焊缝检测和无损探伤。
四、09MnNiDR热处理工艺在焊接完成后,需要对焊接区域进行热处理,以提高韧性。
常见的热处理工艺有正火、淬火、回火等。
正火的工艺温度通常为700~800℃,在此温度下进行保温,有利于减少残余应力、提高韧性和强度。
淬火时温度通常为910~930℃,保持时间不宜过长。
回火时温度通常在500~680℃之间,可根据需要调节温度和时间。
在进行热处理时,应注意加热、保温和冷却的速度,避免出现热工失误导致材料的退火或过硬化。
五、结论通过对09MnNiDR材料的特性、焊接方法和热处理工艺的研究,可以最大化地发挥其在压力容器领域的应用效果。
需要注意的是,在进行焊接和热处理时,需要根据材料的特性和实际操作条件进行科学合理的选择,以确保焊接强度和韧性的稳定性。
09MnNiDR材料焊接和热处理工艺Abstract: The welding, heat treatment and thermoforming processes have been investigated for the 09MnNiDR steel in this studyThe main influence factors for the performance of welded joints and raw materials after thermoforming were summarizedAccordingly,reasonable welding, heat treatment and thermoforming processes were determined for this steel.0 前言09MnNiDR为铁素体+少量珠光体型低温用钢,可用于制备-45~-70 ℃低温压力容器。
Mn,Ni为其主要合金元素,Mn通过固溶强化来提高钢材的强度,而Ni能改善铁素体的低温韧性,并具有明显降低冷脆转变温度的作用。
目前,09MnNiDR钢主要应用于石油、化工设备的低温容器制造。
标准GB 3531―2014 《低温压力容器用钢板》中,将09MnNiDR 在-70 ℃低温冲击值提高到了60 J,同时硫含量降低至≤0.008%,相比于GB 3531―2008 《低温压力容器用低合金钢板》有较大的提高。
特别是对冲击值要求的提高,增大了其焊接和热成型的难度,之前的研究结果不一定适应于新标准的要求。
因此,文中从焊接材料的选型、焊接过程中规范的控制、焊后热处理温度及热成型温度的选择等方面开展试验研究。
1 焊接工艺研究1.1 母材要求标准规定09MnNiDR低温钢母材的合金成分及力学性能见表1及表2。
原材料供货状态为正火状态,正火温度为910 ℃。
1.2 焊材选型1.2.1 试验条件根据母材性能,焊条电弧焊选择了3种焊材,分别是焊条M1 ,焊条M2,焊条M3。