美制挤压丝锥底孔
- 格式:xls
- 大小:15.00 KB
- 文档页数:2

挤压丝锥攻牙的底孔确定
挤压丝锥一般要求材料加工时的延伸率>10%。
底孔应按体积不变原则选择,所以不同的直径、螺距、牙型角、齿顶齿底削平高度甚至螺纹公差都会对底孔选择有影响。
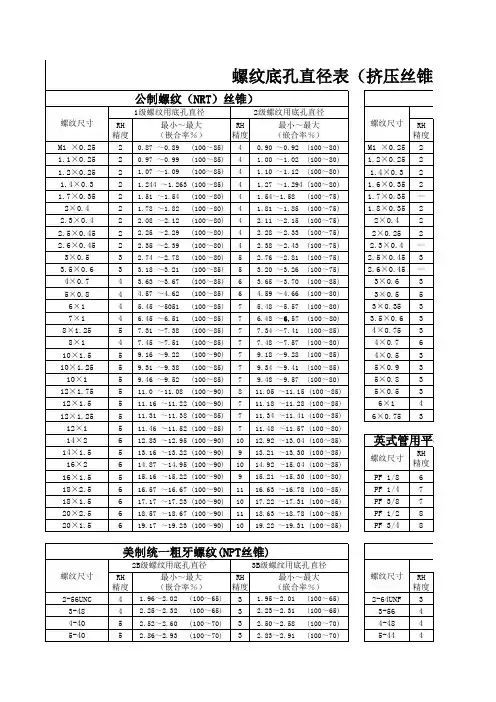
下面是ISO米制普通螺纹粗牙,6H公差:
M1.6底孔:1.45±0.02;
M2 底孔:1.80±0.02;
M2.5底孔:2.30±0.02;
M3 底孔:2.75±0.03;
M4 底孔:3.65±0.03;
M5 底孔:4.60±0.03;
M6 底孔:5.55±0.04;
M8 底孔:7.40±0.04;
M10 底孔:9.30±0.05;
M12 底孔:11.10±0.05;
M14 底孔:13.10±0.05;
M16 底孔:15.10±0.05;
M18 底孔:16.90±0.05;
M20 底孔:18.90±0.05;
M22 底孔:20.90±0.05;
M24 底孔:22.65±0.05;
M27 底孔:25.65±0.05
如果正确加工,挤压攻丝的牙型与普通攻丝的牙型没有什么区别,但两者的组织不同。
挤压成型的纤维是连续的,而普通切削丝锥则切断了纤维。
如果牙型高度不足,挤压丝锥极易造成顶部Y形。
挤压丝锥底孔直径一览表-资料类1、协议目的本协议旨在提供挤压丝锥底孔直径的详细信息,以便相关方在使用挤压丝锥时能够准确选择合适的底孔直径,确保加工质量和效率。
11 适用范围本协议适用于各类金属材料的挤压丝锥加工。
111 不适用情况对于特殊材料、特殊工艺或非常规的挤压丝锥应用,本协议可能不适用,需另行评估。
2、挤压丝锥规格与底孔直径关系21 常见挤压丝锥规格列出常见的挤压丝锥规格,如 M2、M3、M4 等。
211 每种规格对应的底孔直径详细说明每种规格的挤压丝锥所对应的底孔直径数值。
22 不同材料的影响221 软质材料如铝、铜等软质材料,其底孔直径的调整范围和特点。
222 硬质材料如钢、不锈钢等硬质材料,底孔直径的差异和注意事项。
23 精度要求的考量231 高精度需求对于精度要求较高的场合,底孔直径的选择原则和控制方法。
232 一般精度要求在一般精度要求下,底孔直径的常规选择。
3、底孔直径的测量与检验31 测量工具与方法介绍适用的测量工具,如卡尺、千分尺等,并说明正确的测量方法。
311 测量误差控制分析测量过程中可能产生的误差来源,并提出控制误差的措施。
32 检验标准与频率确定底孔直径的检验标准,包括公差范围等。
321 检验的频率设定根据生产规模和质量要求,设定合理的检验频率。
4、数据来源与可靠性41 实验数据说明部分数据来源于实验测试的条件和过程。
411 实际应用验证介绍数据在实际生产应用中的验证情况。
42 行业标准参考提及参考的相关行业标准和规范。
5、协议的更新与维护51 更新条件明确在何种情况下需要对协议中的底孔直径数据进行更新。
511 通知机制确定更新后的通知方式,以确保相关方能够及时获取最新信息。
52 维护责任指定负责协议维护和更新的责任方。
6、争议解决与解释权61 争议解决途径若在底孔直径选择和应用方面出现争议,提供解决争议的途径和方法。
611 第三方仲裁说明在必要时可引入第三方仲裁的情况。