气保护药芯焊丝熔滴过渡的形式及特点
- 格式:pdf
- 大小:343.01 KB
- 文档页数:6
药芯焊丝气体保护焊使用药芯焊丝作为填充金属的各种电弧焊方法称为药芯焊丝电弧焊。
分类:1、药芯焊丝气体保护焊的原理及特点 (1).药芯焊丝气体保护焊的原理采用可熔化的药芯焊丝作电极及填充材料,在外加气体如CO2的保护下进行焊接的电弧焊方法。
这种焊接方法是一种气渣联合保护的方法。
(2)药芯焊丝气体保护焊的特点综合了焊条电弧焊和普通熔化极气体保护焊的优点。
①气渣联合保护,保护效果好,抗气孔能力强,成形美观,电弧稳定,飞溅少且颗粒细小。
①药芯焊丝气体保护电弧焊药芯焊丝CO 2气体保护电弧焊药芯焊丝熔化极惰性气体保护焊药芯焊丝混合气体保护焊②药芯焊丝埋弧焊 ③药芯焊丝自保护焊应用最多的是:药芯焊丝CO 2气体保护电弧焊②焊丝的熔敷速度快,明显高于焊条,略高于实芯焊丝,熔敷效率和生产率都较高,生产率比焊条电弧焊高3~4倍,经济效益显著。
③焊接各种钢材的适应性强。
④药粉改变了电弧特性,对焊接电源无特殊要求,交、直流,平缓外特性均可。
⑤缺点:焊丝制造过程复杂;送丝困难。
焊丝外表易锈蚀,药粉易受潮。
故焊前应对焊丝表面进行清理,并进行250~300℃的烘烤。
2、药芯焊丝及焊接工艺 (1)药芯焊丝的组成组成:由金属外皮(如08A )和芯部药粉组成。
截面形状有:E 形、O 形、梅花形、中间填丝形、T 形等。
药粉的成分与焊条的药皮类似,目前国产CO2气保焊药芯焊丝多为钛型药粉焊丝。
规格有2.0、2.4、2.8、3.2等几种。
(2)药芯焊丝的型号根据GB/T10045-2002《碳钢药芯焊丝》标准规定,碳钢药芯焊丝型号是根据熔敷金属力学性能、焊接位置及焊丝类别特点(如保护类型、电源类型及渣系特点等)进行划分的。
例如:E 50 1 T -1 M L表示保护气体为氩气含量为75%~80%的Ar 气+CO2混合气体表示焊丝类别特点:外加保护气,直流电源,焊丝接正极,用于单道焊和多道焊。
表示药芯焊丝表示焊丝熔敷金属V 形缺口冲击功在-40℃时不小于27J(3)药芯焊丝的牌号(字母及数字含义见(表4—13、14)字母钢类别字母钢类别L 结构钢用G 铬不锈钢R 低合金耐热钢A 奥氏体不锈钢D堆焊例如:编号 焊接时保护类型编号 焊接时保护类型 YJXX —1气体保护YJXX —3 气体保护、自保护两用YJXX —2 自保护 YJXX —4 其他保护形式 表4—13药芯焊丝类别表4—14药芯焊丝的保护类型表示保护形式。

芯焊丝编辑本词条缺少信息栏、名片图,补充相关内容使词条更完整,还能快速升级,赶紧来编辑吧!药芯焊丝也称为管状焊丝,可以通过调整药芯添加物的种类和比例,很方便地设计各种不同用途的焊接材料,因为它的合金成分可灵活方便的调整,所以药芯焊丝的许多品种是实心焊丝无法冶炼和轧制的。
目录1简介2分类▪耐磨系列▪碳钢和低合金系列3制备4特性5历史沿革6其它相关1简介编辑早在1950年代初气保护药芯焊丝便已开始开发问市,但至1957年才开始广为药芯焊丝图片商业上使用。
此种方法可说是取自埋弧焊与CO2焊接(指实心)的优点组合而成,焊剂包在焊丝内并藉外围CO2气体的保护可使焊接时产生较柔和且稳定的电弧以及低飞溅为其特点。
开发之初只有大丝径焊丝(2.0—4.0mm),用于重大工件的平焊与横焊。
直至1972年小丝径焊丝开始发展才大大的扩展了药芯焊丝使用的领域。
自保护药芯焊丝是在气保护药芯焊丝问市不久便被发展出来而且也很快的被工业界广为认同于特定的用途上。
两者最大的不同点在第二单元便已有所述明,本单元将做整体的探讨。
另据资料介绍:日本从1985年至今其焊条占整个焊材的比例从45%下降到20%;而药芯焊丝所占比例已达到近30%。
在美国焊条比例下降到不足40%,药芯焊丝则接近40%;西欧各国焊条约占30%,药芯焊丝约占20%。
由此可见。
药芯焊丝与手工焊条和氩弧焊丝相比有明显的优势,主要是把断续的焊接过程变为连续的生产方式,从而减少了焊接接头的数目,提高了焊缝质量,也提高了生产效率,节约了能源。
2分类编辑药芯焊丝又分为有缝和无缝药芯焊丝,无缝药芯焊丝的成品丝可进行镀铜处理,焊丝保管过程中的防潮性能以及焊接过程中的导电性均优于有缝药芯焊丝。
药芯焊丝按不同的情况有不同的分类方法。
按保护情况可分为气体保护(CO2、富Ar混合气体)和自保护以及埋弧堆焊三种。
按焊丝直径可分为细直径(2.0mm以下)和粗直径(2.0mm以上)。
按焊丝断面可分为简单断面和复杂断面。
co2气体保护焊熔滴过渡形式
CO2气体保护焊是一种常用的焊接方法,其作用是在焊接过程中用纯净的CO2气体环境保护焊接熔滴,从而确保焊缝的质量。
而CO2气
体保护焊的熔滴过渡形式是指焊丝在焊接过程中形成熔滴的过程和形
态变化。
首先,焊丝在通过焊枪进入焊接区域后,会被电弧加热并熔化。
当焊丝被完全熔化时,就会形成一个熔滴。
这个熔滴的形态会随着焊
接电流和电弧长度的变化而发生变化。
一般来说,焊接电流越大,电
弧长度越短,熔滴就会更大;反之,焊接电流越小,电弧长度越长,
熔滴就会更小。
其次,熔滴在焊丝末端形成后,会由重力和表面张力的作用下滴
落到焊接区域。
这个过程需要注意的是,熔滴滴落的速度和形态会受
到焊接电流和焊接速度的影响。
当焊接电流较大、焊接速度较快时,
熔滴滴落速度较快,形成的焊缝较宽;反之,焊接电流较小、焊接速
度较慢时,熔滴滴落速度较慢,形成的焊缝较窄。
最后,熔滴在滴落到焊接区域后,会迅速冷却凝固并形成焊缝。
这个过程是焊接过程中最关键的一步,关系到焊缝的质量。
如果熔滴
在滴落到焊接区域时没有受到适当的保护,会受到氧气的影响而产生
气孔等缺陷。
因此,通过CO2气体保护,可以避免氧气对焊缝的影响,确保焊缝的质量。
综上所述,CO2气体保护焊的熔滴过渡形式是一个动态的过程,其形态和滴落速度会受到焊接电流、电弧长度和焊接速度的影响。
在实际操作中,需要根据焊接要求和焊接工艺参数来调整这些因素,以获得良好的焊接效果。
只有掌握了CO2气体保护焊的熔滴过渡形式,才能实现焊缝的质量控制,提高焊接工艺的稳定性和可靠性。
co2气体保护药芯焊丝材料要求一、化学成分1.元素含量:CO2气体保护药芯焊丝应符合相关标准规定的元素含量要求。
具体来说,碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)等元素的含量应符合标准规定。
2.合金元素:根据焊接材料的不同,合金元素含量也会有所不同。
一般来说,CO2气体保护药芯焊丝中的合金元素含量应符合标准规定,以保证焊缝的力学性能和焊接质量。
二、力学性能1.抗拉强度:CO2气体保护药芯焊丝的抗拉强度应符合相关标准规定。
一般来说,抗拉强度越高,焊接接头的强度也会相应提高。
2.屈服点:CO2气体保护药芯焊丝的屈服点应不低于母材的屈服点,以保证焊接接头的塑性和韧性。
3.延伸率:CO2气体保护药芯焊丝的延伸率应不低于母材的延伸率,以保证焊接接头的塑性变形能力。
4.冲击韧性:对于有冲击韧性要求的焊接结构,CO2气体保护药芯焊丝的冲击韧性应符合相关标准规定。
三、焊接性能1.熔滴过渡:CO2气体保护药芯焊丝的熔滴过渡应顺畅,无明显飞溅,以保证焊接过程的稳定性和焊缝的质量。
2.电弧稳定性:CO2气体保护药芯焊丝在焊接过程中应能保持稳定的电弧燃烧,以避免焊接缺陷的产生。
3.焊接速度:CO2气体保护药芯焊丝的焊接速度应适中,过快或过慢的焊接速度都可能影响焊接质量和效率。
4.润湿性:CO2气体保护药芯焊丝在焊接过程中应具有良好的润湿性,以利于形成高质量的焊缝。
四、表面质量1.外观光滑度:CO2气体保护药芯焊丝的外观应光滑,无明显的划痕、毛刺等缺陷。
2.镀层质量:CO2气体保护药芯焊丝的外表面应无气泡、裂纹等缺陷,镀层应均匀、牢固地附着在焊丝表面。
3.锈蚀情况:CO2气体保护药芯焊丝不应有锈蚀现象,如发现锈蚀应及时处理,以保证焊接质量和安全性。
五、尺寸精度1.直径精度:CO2气体保护药芯焊丝的直径精度应符合相关标准规定,以保证焊接过程的稳定性和焊缝的质量。
2.长度精度:CO2气体保护药芯焊丝的长度精度也应符合相关标准规定,以确保连续焊接过程的顺畅性。
二氧化碳气体保护焊复习题一、二氧化碳气体保护焊的工作原理利用从喷嘴喷出的二氧化碳气体隔绝空气,保护熔池的一种先进的熔焊方法。
二、二氧化碳气体保护焊的特点1.优点1)生产效率高对油锈不敏感焊接变形小冷裂纹倾向小采用明弧焊接操作简单成本低2.缺点1)飞溅大弧光强抗风力弱不够灵活三、二氧化碳气体保护焊的应用范围广泛应用于焊接低碳钢、低合金结构钢、低合金高强钢。
某些情况下,可以焊接耐热钢和不锈钢或用于堆焊耐磨零件及焊补铸钢件及铸铁件。
四、电弧静特性:弧长不变,电弧稳定燃烧时,电弧两端电压与电流的关系五、直流反接时二氧化碳气体保护焊的特点采用直流反接时,电弧稳定、飞溅小、成形较好、熔深大、焊缝金属中扩散氢的含量少六、二氧化碳气体保护焊熔滴的过渡形式短路过渡、颗粒过渡、半短路过度七、氩气与二氧化碳气体混合气体保护焊与二氧化碳气体保护焊相比具有的优点有:飞溅小、合金元素烧损少、焊缝质量高、焊接薄板时焊接工艺参数范围宽八、二氧化碳气体保护焊使用的焊丝主要有实心焊丝和药芯焊丝九、药芯焊丝气体保护焊的特点1.优点1)熔化系数高焊接熔深大工艺性好焊接成本低适应性强2.缺点1)烟雾大焊渣多十、药芯焊丝主要应用于焊接不锈钢、低合金高强钢及堆焊。
广泛应用于重型机械、建筑机械、桥梁、石油、化工、核电站设备、大型发电站设备及采油平台等制造业中。
十一、二氧化碳主要有固态、液态、气态三种状态十二、二氧化碳纯度对焊缝金属的致密性和塑性有很大影响。
二氧化碳气体中的杂质主要是水分和氮气,氮气含量较少,影响较小,随着水分含量的增加,焊缝金属中扩散氢的含量也增加,焊缝金属的塑性变差,容易出现气孔、还可能产生冷裂纹。
十三、二氧化碳气体保护焊对电源的要求有1.具有平特性或缓降的外特性曲线具有合适的空载电压良好的动特性合适的调动范围十四、电源输出电压与输出电流的关系叫电源外特性十五、二氧化碳气体保护焊电源的种类1.一元化调节电源2.多元化调节电源十六、二氧化碳气体保护焊对送丝机构的要求1.送丝速度均匀稳定2.调速方便3.结构牢固轻巧十七、二氧化碳气体保护焊的送丝方式有推丝式送丝、拉丝式送丝、推拉式送丝十八、根据送丝轮的表面形状和结构的不同,可将推丝送丝机构分成平轮V形槽送丝机构、行星双曲线送丝机构两类十九、根据送丝方式的不同焊枪可以分为拉丝式焊枪、推丝式焊枪二十、二氧化碳气体保护焊焊接工艺参数1)焊丝直径焊接电流电弧电压焊接速度焊丝伸出长度气体流量电源极性焊枪倾角喷嘴高度二十一、焊接薄板或中厚板的立、横、仰焊缝时多采用直径1.6mm以下的焊丝二十二、电流相同时,熔深随焊丝直径的减小而增加;焊丝越细,熔敷速度越高二十三、焊接电流增加,熔敷速度和熔深都会增加;焊接电流过大时,容易引起烧穿、焊漏、产生裂纹等缺陷,且工件的变形大,焊接过程中飞溅很大,焊接电流过小时,容易产生未焊透、未熔合、夹渣、焊缝成形不良等缺陷二十四、为保证焊缝成形良好,电弧电压必须与焊接电流配合适当,焊接电流小时,电弧电压低,焊接电流大时,电弧电压较高二十五、在焊丝直径、焊接电流、电弧电压不变的条件下,焊接速度增加时,熔宽和熔深都减小。
气体自保护药芯焊丝半自动焊摘要:介绍了STT 气保护半自动根焊,自保护药芯焊丝半自动焊填充盖面工艺的特点及其焊接工艺。
此工艺具有焊接速度快、质量好、易于操作等优点,在长输管道工程中具有良好的应用前景。
关键词:STT ;药芯焊丝;半自动焊接;长输管道随着石油工业的不断发展, 管道输送油气以其安全、经济、高效、环保而得到了迅猛的发展。
长距离、大管径、高压力正成为陆上油气输送管线的发展方向。
目前, 我国的长输管道建设也正处于发展的高峰期。
迄今为止, 我国已建成各类长输管道两万多km , 承担着全国90 %以上的油气运输任务。
特别是近年来, 随着“西气东输工程”、“涩宁兰管道工程”、“兰成渝管道工程”等几项国家重点工程的上马, 在很大程度上促进了管道施工技术的发展与进步。
我国长输管道现场焊接所采用的焊接工艺方法已由传统的手工向下焊工艺, 逐步向半自动化、全自动化迈进。
但由于诸多因素的限制, 全自动焊在我国的发展比较缓慢,只是在“西气东输”等工程中进行了部分试用, 目前半自动焊正以其独特的优势在大口径长输管道建设中得到广泛应用。
本文主要介绍了STT 气保护半自动根焊, 自保护药芯焊丝半自动焊填充盖面工艺的特点及其焊接工艺。
1 工艺特点简介1. 1 STT 气保护半自动焊STT 气保护半自动焊是一种以表面张力为主要熔滴过渡力的熔化极气体保护焊, 它采用独特的波形控制技术,可以根据熔滴的不同过渡过程, 自动调节焊接电流和电弧电压波形,在整个焊接周期里精确控制流过焊丝的电流,从而达到电弧所需的瞬时热量, 同时解决了CO2 气体保护焊短路过渡飞溅大的技术难题, 确保焊接电弧的稳定燃烧和有效控制焊缝成形。
与纤维素焊条下向焊相比, STT 气保护半自动焊具有以下优点: ①引弧容易, 电弧燃烧稳定; ②飞溅极小, 焊接烟尘少, 噪声小; ③焊缝成形美观, 焊接质量好, 可有效地减少管道打底焊道的未熔合缺陷; ④精确的热输入控制可以减少焊接变形和烧穿; ⑤焊接成本较低, 在焊接碳钢和低合金钢时可采用100 % CO2 气体保护; ⑥焊接速度快, 焊接效率高; ⑦焊后不需清渣, 节省了层间清理时间;⑧操作容易, 焊工不需要经过太长时间的培训。

co2气体保护焊熔滴过渡形式CO2气体保护焊是一种常用的焊接方法,它利用CO2气体来保护焊接熔滴和熔池,以达到焊接质量的要求。
本文将详细介绍CO2气体保护焊的熔滴过渡形式及其特点。
我们来了解一下焊接熔滴过渡的概念。
焊接熔滴过渡是指焊接过程中,从熔池中逸出的熔滴在自由状态下向焊缝移动的过程。
焊接熔滴过渡形式有两种,一种是滴落传递式过渡,另一种是喷射式过渡。
CO2气体保护焊的滴落传递式过渡是指焊接熔滴从熔池中逸出后,受到惯性力的作用,沿着焊缝方向滴落到工件表面。
在这个过程中,CO2气体通过喷嘴向熔滴周围喷射,形成一层保护气氛,防止熔滴与空气接触,避免氧化反应的发生。
CO2气体还能吹扫熔滴周围的杂质和气泡,使焊缝更加纯净。
CO2气体保护焊的喷射式过渡是指焊接熔滴从熔池中逸出后,受到气体流动力的作用,被喷射到焊缝上。
这种过渡形式的特点是焊接熔滴喷射速度较快,能够有效地填充焊缝,提高焊接效率。
同时,CO2气体的喷射也能够将熔滴周围的杂质和气泡冲刷掉,确保焊缝的质量。
CO2气体保护焊的熔滴过渡形式具有以下几个特点:1. 熔滴过渡形式可根据不同的焊接要求进行调整。
在滴落传递式过渡中,可以通过调整CO2气体喷射的角度和流量来控制熔滴的滴落速度和喷射方向。
在喷射式过渡中,可以通过调整气体流动的速度和方向来控制熔滴的喷射速度和填充效果。
2. CO2气体的保护作用使焊接熔滴与空气隔离,减少了氧化反应的发生,从而提高了焊缝的质量。
3. CO2气体的喷射作用可以冲刷掉熔滴周围的杂质和气泡,保证焊缝的纯净度。
4. CO2气体的喷射速度和流量可以根据焊接材料和焊接厚度进行调整,以适应不同的焊接要求。
CO2气体保护焊的熔滴过渡形式是滴落传递式和喷射式两种。
滴落传递式过渡通过惯性力使熔滴滴落到焊缝上,喷射式过渡则通过气体流动力将熔滴喷射到焊缝上。
这两种过渡形式都能有效地保护焊接熔滴和熔池,提高焊接质量。
同时,CO2气体的保护和喷射作用还能够冲刷掉熔滴周围的杂质和气泡,确保焊缝的纯净度。
二氧化碳气体保护焊熔滴过渡形式在焊接工艺中,焊接熔滴过渡形式是指焊接过程中焊接熔滴的状态变化过程。
而二氧化碳气体保护焊作为一种常用的焊接方法,其熔滴过渡形式对焊接质量和效率有着重要的影响。
焊接熔滴的过渡形式主要有三种:喷射形式、滴形式和喷射-滴混合形式。
在二氧化碳气体保护焊过程中,焊接熔滴的过渡形式主要是由焊接电弧的热效应和气体保护的作用共同决定的。
喷射形式是指焊接电弧作用下,熔滴被电弧强烈喷射而形成的一种过渡形式。
在二氧化碳气体保护焊过程中,由于二氧化碳气体的喷射作用,焊接熔滴会被迅速喷射出来,形成尖锐的熔滴形状。
这种形式下,熔滴的喷射速度较快,能量较高,焊缝的熔深较大,但焊缝宽度较窄。
滴形式是指焊接熔滴形成一个圆滴并从焊丝上滴落的一种过渡形式。
在二氧化碳气体保护焊过程中,当熔滴从焊丝上滴落时,会形成一个较为圆滑的熔滴。
这种形式下,熔滴的滴落速度较慢,能量较低,焊缝的熔深较浅,但焊缝宽度较宽。
喷射-滴混合形式是指焊接熔滴既具有喷射形式的特点,又具有滴形式的特点的一种过渡形式。
在二氧化碳气体保护焊过程中,焊接熔滴在喷射的同时也会形成一个圆滑的熔滴,并从焊丝上滴落。
这种形式下,熔滴的喷射速度和滴落速度相对平衡,能量适中,焊缝的熔深和宽度也相对均衡。
二氧化碳气体保护焊熔滴过渡形式的选择对焊接质量和效率有着重要的影响。
喷射形式下,由于焊缝宽度较窄,适用于对焊缝宽度要求较高的情况。
滴形式下,由于焊缝宽度较宽,适用于对焊缝宽度要求较低的情况。
而喷射-滴混合形式则可以在熔滴的喷射速度和滴落速度之间取得平衡,适用于对焊缝宽度和熔深都有一定要求的情况。
二氧化碳气体保护焊熔滴过渡形式的选择应根据具体的焊接要求来确定。
不同的过渡形式会对焊缝的宽度和熔深产生不同的影响,从而影响焊接质量和效率。
因此,在进行二氧化碳气体保护焊时,需要根据具体的焊接要求和工件材料特性选择合适的熔滴过渡形式,以保证焊接质量和效率的要求。
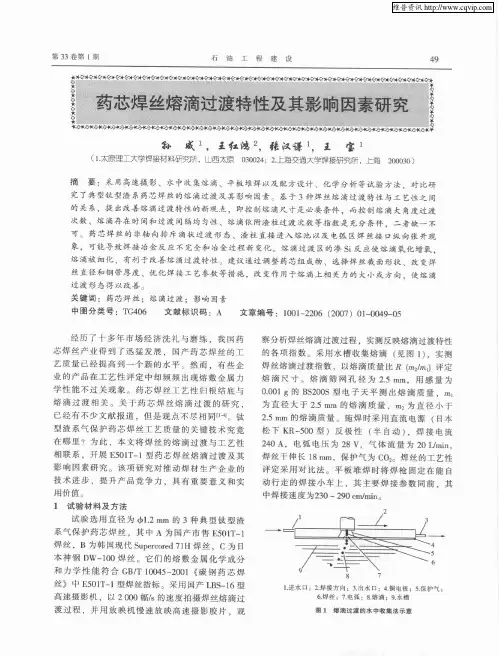
气保护药芯焊丝熔滴过渡的形式及特点3李桓曹文山陈邦固孙小兵33(天津大学天津300072摘要根据气保护药芯焊丝的特点,设计了以激光为背光的高速摄影试验。
基于试验结果,总结出了药芯焊丝熔滴过渡的各种形式及存在条件并分别做了描述,阐述了药芯焊丝熔滴过渡的特点。
认为药芯焊丝的熔滴过渡形式与实芯焊丝相比,既有共同点,又有不同点。
与实芯焊丝熔滴过渡过程相比,药芯焊丝熔滴过渡的特点是:焊丝端部与熔池之间始终存在着半熔化状态的渣柱,其长度取决于药芯材料的熔点。
由于熔滴可附着于渣柱周围以附渣的形式进行过渡及渣柱的导向性等,因此除短路过渡以外,渣柱在一定程度上有利于稳定熔滴过渡过程和减少飞溅。
关键词:药芯焊丝气保护熔滴过渡中图分类号:TG403李桓0序言药芯焊丝是近年来国际上迅速发展起来的一种新型焊接材料。
国内对药芯焊丝的研究和开发也正处于高速发展的时期,已取得一定成果。
但对药芯焊丝焊接过程的深入研究还开展得不多。
本文利用高速摄影的试验手段,对药芯焊丝的熔滴过渡行为做了研究,总结出了气保护药芯焊丝的各种熔滴过渡形式及其特点。
1试验方法本文采用高速摄影的方法[1]对药芯焊丝的熔滴过渡行为做了研究。
图1为高速摄影试验的装置及光路示意图。
它由四大部分组成,即光源部分、扩束部分、成像部分及摄影部分。
(1光源部分:即图1中的激光源,使用的是波长为6.328×10-7m 的氦-氖激光器;图1高速摄影装置及光路示意图Fig.1Device of high -speed photographing and optical p ath(2扩束部分:由显微目镜及凸透镜的扩束镜,即图1中的透镜1、透镜2;(3成像部分:包括焊丝、成像物镜、小孔光阑、干涉滤光片。
成像物镜即图1中的透镜3,干涉滤光片的中心波长为6.328×10-7m ;(4摄影部分:高速摄影主机,即图1中的摄影机。
主要器件的性能:激光器:是由北京科学仪器厂生产的H N -T 4型氦-氖激光器,波长为6.328×10-7m ,最大功率40mW ,试验中使用的功率为24mW ;高速摄影机:选用原民主德国生产的Pentazet35型35mm 标准底片高速摄影机,最高摄影频率为2000幅/s 。
气保护药芯焊丝熔滴过渡形态的选择与应用
气保护药芯焊丝是一种常用的焊接材料,其中熔滴过渡形态的选择与应用对焊
接质量和效率起着关键作用。
本文将探讨如何选择合适的熔滴过渡形态,并说明其在实际应用中的重要性。
选择合适的熔滴过渡形态是通过调整焊接参数和控制熔滴形态来实现的。
通常,焊接参数包括焊接电流、焊接电压、焊接速度等。
在选择过渡形态时,需要考虑以下几个因素:
首先,熔滴过渡形态对焊缝的成型和强度有着重要影响。
如果熔滴形态不合适,可能会造成焊缝的凹陷、气孔等缺陷,降低焊接强度。
因此,在选择过渡形态时,需要根据焊接材料和焊接工艺的要求,确保焊缝的完整性和强度。
其次,选择合适的熔滴过渡形态可以提高焊接效率。
通过控制熔滴的形态,可
以实现快速、高效的焊接。
例如,采用合适的熔滴过渡形态,可以减少焊接过程中的喷溅现象,提高焊接速度和生产效率。
最后,熔滴过渡形态的选择还受到焊接材料的特性影响。
不同种类的焊接材料
对熔滴过渡形态的要求不同。
例如,焊丝的成分和直径会影响熔滴的形态。
因此,在选择熔滴过渡形态时,需要考虑焊接材料的特性。
在实际应用中,正确选择并应用合适的熔滴过渡形态对焊接质量至关重要。
合
理调整焊接参数,根据具体要求选择合适的熔滴形态,可以实现高质量的焊接,提高产品的可靠性和稳定性。
总之,气保护药芯焊丝熔滴过渡形态的选择与应用在焊接行业中具有重要意义。
通过合适的选择和应用,可以提高焊接质量和效率,确保焊缝的完整性和强度,从而满足各种焊接需求。
co2气体保护焊的熔滴过渡形式CO2气体保护焊是一种常用的焊接方法,它使用CO2气体作为保护气体,以保护熔池免受空气中氧气和水蒸气的侵蚀。
在CO2气体保护焊过程中,焊工需要掌握熔滴过渡形式,以确保焊接质量和效率。
首先,让我们来理解什么是熔滴过渡形式。
在焊接过程中,焊接电弧所产生的热量会使焊接材料(工件和焊丝)熔化,形成熔滴,并通过熔滴的传送与焊件融为一体,从而完成焊接。
而熔滴过渡形式指的是焊接过程中熔滴的形态变化。
熔滴的过渡形式主要有滴落式、喷射式和短脉冲式三种。
滴落式熔滴过渡形式是最常见的形式。
在焊接开始阶段,焊丝在电弧烧蚀下形成小颗粒熔滴,这些熔滴相对较大,重力的作用下从焊丝底部滴落到焊件上,并在焊件表面凝固。
这种形式下,焊丝的滴落速度是稳定的,而且既能保证焊缝质量又能提高焊接效率。
喷射式熔滴过渡形式则是在滴落式基础上发展而来。
当焊接电弧稳定后,焊丝熔化后的熔滴将在电弧的作用下向前喷射,形成悬挂在焊丝末端的熔滴。
这种形式下,焊丝的滴落速度相对较快,焊接质量更高,但焊接速度相对较慢,因为喷射式会使热量更加集中在一个小区域,能够提供更高的焊接温度和更好的焊缝质量。
短脉冲式熔滴过渡形式是一种技术复杂度较高的形式。
焊接电弧通过调节电流和电压的变化,实现了熔滴短脉冲的形成。
这种形式下,焊丝的熔滴会以非常快的速度喷出,并迅速接触到焊件表面,焊缝形成后熔滴迅速冷却凝固。
这种形式下,焊接热输入较小,可避免焊接变形,能够用于焊接薄板。
掌握不同熔滴过渡形式的方法对焊工来说非常重要,因为不同的形式适用于不同材料和焊接要求。
在实际操作中,焊工需要根据焊接材料的厚度、焊缝形式和焊接速度等因素,选择合适的熔滴过渡形式,以保证焊接质量和效率。
总结起来,熔滴过渡形式是CO2气体保护焊中关键的焊接参数之一。
通过了解滴落式、喷射式和短脉冲式三种形式的特点和适用范围,焊工可以选择合适的熔滴过渡形式,提高焊接质量和效率,确保焊接工作的顺利进行。