无缝线路的结构特点
- 格式:doc
- 大小:27.00 KB
- 文档页数:4


无缝线路一、无缝线路㈠概述:为满足高稳定性的需求,高速铁路采用无缝线路。
无缝线路结构有两种主要型式:一种是日本铁路所采用的,在单元轨条之间设置一组正反向伸缩调节器;另一种是法国、德国等欧洲铁路所采用的超长无缝线路。
我国高速铁路无缝线路结构以超长无缝线路作为主要结构型式,但在长大桥上铺设无缝线路,为减少桥梁和轨道所受纵向力,宜设置伸缩调节器。
㈡类型:1、根据应力方式的不同:①温度应力式:是由一根焊接长钢轨及其两端2-4根标准轨组成,并采用普通接头的形式。
②放散温度应力式:分为定期放散式和自动放散式无缝线路。
2、根据长度的不同:①普通无缝线路:设缓冲区而使焊接长钢轨的长度限制在1-2km 以内的无缝线路。
②区间无缝线路:使焊接长钢轨的长度由普通无缝线路的1-2km 延长至两个相邻车站站端道岔之间长度的无缝线路。
③跨区间无缝线路:使用无缝道岔将焊接长钢轨穿越车站,从而使一条焊接长钢轨将多个区间无缝线路连接成一体的无缝线路。
㈢无缝线路的基本原理无缝线路铺设后,随着轨温的变化,长钢轨由于热胀冷缩不能实现,因而在其内部产生应力,称为温度应力,特别是在轨温很高或很低时,钢轨内将产生巨大的温度应力。
对整个钢轨断面而言,由轨温变化而产生的力,相应地称为温度力。
钢轨的自由伸缩量:一根不受任何限制可以自由伸缩的钢轨,当轨温变化时,其自由伸缩量可按下式计算:α∆l〃L〃t∆=式中:l∆——钢轨的自由伸缩量(mm);α——钢轨的线膨胀系数,α=0.0118mm/m℃,即每米长的钢轨,当轨温变化1℃时,钢轨将伸缩0.0118mm;L——钢轨长度(m);t∆——轨温变化幅度(℃)。
【例3-1】若钢轨长度为 1000m,轨温变化为 20℃,则其自由伸缩量为:l =0.0118〓1000〓20=236(mm)。
㈣位移观测桩:㈤无缝线路验收标准1、管内无砟轨道无缝线路锁定轨温是25℃;允许〒5℃;2、相邻单元轨节的锁定轨温不大于5℃;3、同一单元轨节左右股锁定轨温不大于3℃;4、同一区间内单元轨节的最高与最低实际锁定轨温之差不大于10℃;5、加焊钢轨长度:正线不小于24m,道岔侧股及到发线不得小于12m;6、线路锁定后,位移观测桩最大位移量不大于10mm或者锁定轨温变化不大于5℃。
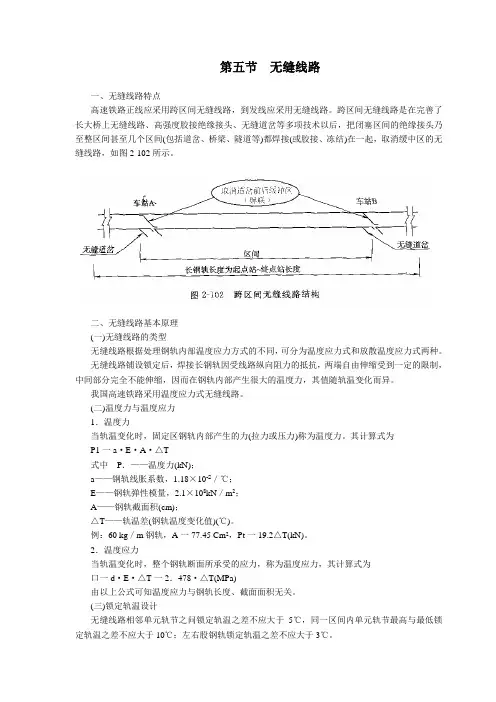
第五节无缝线路一、无缝线路特点高速铁路正线应采用跨区间无缝线路,到发线应采用无缝线路。
跨区间无缝线路是在完善了长大桥上无缝线路、高强度胶接绝缘接头、无缝道岔等多项技术以后,把闭塞区间的绝缘接头乃至整区间甚至几个区间(包括道岔、桥梁、隧道等)都焊接(或胶接、冻结)在一起,取消缓中区的无缝线路,如图2-102所示。
二、无缝线路基本原理(一)无缝线路的类型无缝线路根据处理钢轨内部温度应力方式的不同,可分为温度应力式和放散温度应力式两种。
无缝线路铺设锁定后,焊接长钢轨因受线路纵向阻力的抵抗,两端自由伸缩受到一定的限制,中间部分完全不能伸缩,因而在钢轨内部产生很大的温度力,其值随轨温变化而异。
我国高速铁路采用温度应力式无缝线路。
(二)温度力与温度应力1.温度力当轨温变化时,固定区钢轨内部产生的力(拉力或压力)称为温度力。
其计算式为P1一a·E·A·△T式中P.——温度力(kN);a——钢轨线胀系数,1.18×10-S/℃;E——钢轨弹性模量,2.1×108kN/m2;A——钢轨截面积(cm);△T——轨温差(钢轨温度变化值)(℃)。
例:60 kg/m钢轨,A一77.45 Cm2,Pt一19.2△T(kN)。
2.温度应力当轨温变化时,整个钢轨断面所承受的应力,称为温度应力,其计算式为口一d·E·△T一2.478·△T(MPa)由以上公式可知温度应力与钢轨长度、截面面积无关。
(三)锁定轨温设计无缝线路相邻单元轨节之问锁定轨温之差不应大于5℃,同一区间内单元轨节最高与最低锁定轨温之差不应大于10℃;左右股钢轨锁定轨温之差不应大于3℃。
1.钢轨温度在夏季,由于太阳辐射热的作用,一般轨温比气温高10~20℃;在冬季,气温较低,气温与轨温大致相同。
一般规定:最高轨温等于当地最高气温加20℃,最低轨温等于最低气温。
2.锁定轨温为降低长轨条内的温度力,需选择一个适宜的锁定轨温,又称零应力状态的轨温。
无缝线路类型及纵向受力分析剖析无缝线路是指由一根连续的铁路钢轨组成的线路,钢轨之间没有任何间隙。
无缝线路的优点是结构紧凑,能够提供更为平稳的行车环境,有利于列车的运行稳定性和安全性。
在无缝线路中,钢轨承受列车荷载产生的纵向受力。
本文将对无缝线路类型和纵向受力进行分析剖析。
无缝线路的类型主要分为拉伸型和缩短型两种。
拉伸型无缝线路是指钢轨在负荷的作用下产生的拉伸变形,即钢轨轨端之间的间距增大。
拉伸型无缝线路的作用是在列车荷载的作用下,吸收和分散钢轨的变形和应力,从而减小钢轨的垂向挠度和横向应力,提高钢轨和轨床的使用寿命和安全性。
缩短型无缝线路是指钢轨在负荷的作用下产生的缩短变形,即钢轨轨端之间的间距减小。
缩短型无缝线路的作用是在列车荷载的作用下,使钢轨之间的间距保持稳定,减小钢轨的纵向应力和横向振动,提高列车的运行平稳性和安全性。
纵向受力是指无缝线路中钢轨在列车荷载的作用下产生的纵向应力。
纵向受力的产生原因主要有列车的加速和制动以及温度变化。
在列车加速时,列车荷载产生的惯性力会使钢轨产生向前方推移的力,从而产生纵向拉应力。
在列车制动时,车轮与钢轨之间的摩擦力会使钢轨产生向后方推移的力,从而产生纵向压应力。
温度变化是另一个重要的影响因素,因为钢轨在温度变化时会发生热胀冷缩,从而产生纵向应力。
纵向受力会对无缝线路的安全性和使用寿命产生影响。
当纵向受力超过钢轨的承载能力时,就会引起钢轨的破坏和变形,从而影响列车的安全和行车的平稳性。
同时,纵向受力还会造成钢轨的磨损和疲劳,降低钢轨的使用寿命。
为了降低纵向受力对无缝线路的影响,可以采取以下措施:1.使用适当的钢轨材料和截面形状,以提高钢轨的强度和承载能力。
2.控制列车的加速和制动,减少列车荷载产生的纵向受力。
3.对钢轨进行定期检查和维修,及时修复和更换破损的钢轨,以降低纵向受力的影响。
4.进行良好的轨道维护,包括调整钢轨的间距和轨面的平整度,提高钢轨的稳定性和行车的平稳性。
第一章无缝线路概述第一节无缝线路的基本概念一、无缝线路的定义钢轨连续焊接的轨道结构。
二、无缝线路与普通线路的区别普通线路有接头轨缝,随温度升降钢轨能伸缩,钢轨内积存的温度力较小。
无缝线路则不同,钢轨很长,仅能在长轨两端有些伸缩,中间区段不能热胀冷缩,当温度上升,而钢轨不能自由伸长时,将承受很大的温度压力;当温度下降,而钢轨不能缩短时,将承受很大的温度拉力。
所以无缝线路的钢轨比普通线路的钢轨要承受更大的温度力。
三、无缝线路的优点与普通线路比较,无缝线路在相当长的一段线路上消灭了钢轨接头,因而具有行车平稳、旅客舒适、节省接头材料、降低维修费用(线路养护维修工作量能节省60-70%)、延长线路设备和机车车辆使用寿命等优点,可以适应高速行车的要求,是铁路轨道的发展方向。
四、无缝线路的分类1、按铺设长度分类:普通无缝线路:长度1-2km,有缓冲区、伸缩区、固定区三部分组成。
全区间无缝线路:铺在线路上的长钢轨长度贯穿整个区间,两端与咽喉道岔的缓冲轨焊联的无缝线路。
跨区间无缝线路(也称超长无缝线路):铺在线路上的长钢轨长度贯穿全区段的各个区间,与站区无缝道岔焊联成一体的无缝线路。
第二节无缝线路基本原理一、温度力无缝线路的类型分为温度应力式和放散温度应力式两种。
在我国铁路上所铺设的无缝线路,除特大桥梁的个别梁跨外,一般均为温度应力式无缝线路。
温度应力式无缝线路,由固定区、伸缩区和缓冲区三部分构成。
固定区(每段无缝线路的中间部分)不因轨温变化而伸缩;伸缩区(长轨条两端部分)允许有一定量的伸缩;缓冲区(两段长轨条之间的标准轨部分)钢轨的伸缩量也比普通线路小。
由于固定区钢轨不能伸缩,在轨温不断变化的条件下,长轨条内部经常积蓄一定的温度力。
特别是最高轨温和最低轨温时,固定区内的长轨条将积蓄巨大的温度力。
在一股钢轨上承受的温度力为:tF E P t ∆=α式中t P ——温度力(N);E ——钢轨钢的弹性模量,E=2.1×107N/2cm ; α——钢轨钢的线膨胀系数,α=0.0000118;△t ——轨温升(降)度数(℃);F ——钢轨断面积(2cm )。
无缝线路基础知识及应力放散第一部分无缝线路基础知识一、无缝线路的定义在线路上,钢轨接头的数量是由钢轨长度决定的。
我国钢轨标准长度为12.5m和25m,这样,每千米线路上就要有160个或80个接头。
为消灭或减少线路上的接头轨缝,把许多根标准长度的钢轨一根接一根连续地焊接起来,成为一定长度的长钢轨线路,这就是无缝线路。
无缝线路是一种新型的轨道结构,通常在工厂内将标准长度的钢轨用气压焊或电阻焊的方法焊成250—500m长的轨条,再用四层自动装卸列车运到铺设工地,而后又将数根轨条用铝热焊或移动气压焊接成数千米长的长轨条,铺设在线路上成为无缝线路。
我国铁路规定,无缝线路上的钢轨焊接长度至少有 300m。
二、无缝线路的焊接方法(1)气压焊:气压焊是用乙快、氧焰将轨端加热到1200 ℃,然后停火,并用焊机自动加压,将两根钢轨熔接。
(2)接触焊(又叫电阻焊): 接触焊是将两根待焊的钢轨固定在焊机的两个相对夹钳内,轨端通以强大电流,由于对接钢轨之间有极大电阻,因而产生大量的热量。
当轨端加热到1250℃时,断开电流,在继续施加压力的情况下,使轨头挤出凸起而焊在一起(此法在工厂使用 )。
(3)铝热焊:铝热焊是铁的氧化物被铝还原成铁水,同时产生巨大的热量,把高温铁水浇入焊缝进行焊接的方法一般用于维修现场焊接,焊接强度低于钢轨母材。
(4)小型气压焊:小型气压焊原理与气压焊相同,目前各铁路局大修部门的工地焊接都采用此种焊接方法,焊接强度高于铝热焊。
三、无缝线路的优点无缝线路与普通线路相比较,钢轨接头的数量大大减少。
接头的减少改善了列车运行条件,使列车行车平稳,旅客舒适,又能节省大量接头材料, 降低维修费用,延长线路设备和机车车辆的使用寿命,能适应高速行车需要,是铁路轨道发展方向之一。
四、无缝线路的分类无缝线路按其承受的温度应力情况,分为温度应力式、定期放散温度应力式和自动放散温度应力式三种。
(1)温度应力式。
温度应力式无缝线路每股由一根长钢轨及两端 2—4 根标准轨组成。

无缝线路名词解释无缝线路是指铁路轨道在一个平面内,不论是铺设在直线上,还是曲线上,都没有接头的铁路轨道。
无缝线路具有“轨距正、高低差小、方向性好”等优点,是一种优良的轨道结构形式。
铁路轨道在一个平面内,不论是铺设在直线上,还是曲线上,都没有接头的铁路轨道。
由于没有接头,就没有平顺线路上的脱轨事故,也没有无缝线路上的钢轨接头病害。
无缝线路具有“轨距正、高低差小、方向性好”等优点,是一种优良的轨道结构形式。
无缝线路是一个发展概念,它随着技术的发展和需求的变化而不断发展。
以往铁路的铺设是一个有缝线路。
有缝线路的轨距、轨向、水平高低和钢轨接头都在允许的范围内,这样铺设的铁路轨道不仅平顺,而且美观。
但是,由于有缝线路有缝,列车通过时,轮对与钢轨之间会产生冲击和振动,影响列车的平稳性和舒适性,降低了旅客的乘坐舒适度,同时也给维修工作带来不便。
随着科学技术的不断发展,有缝线路被无缝线路取代已成为一种必然。
无缝线路有两种:自动闭塞和自动闭塞加半自动闭塞。
自动闭塞是指列车运行时,区间轨道电路实现自动闭塞,列车运行途中进路自动变换,从而保证列车安全运行的一种自动闭塞方式。
自动闭塞系统可实现列车运行自动化,改善了行车安全性和舒适性,降低了运营成本。
自动闭塞加半自动闭塞是指列车运行时,区间轨道电路实现自动闭塞,列车运行途中进路自动变换,从而保证列车安全运行的一种自动闭塞方式。
自动闭塞和半自动闭塞的区别是:自动闭塞是无人值守的,而半自动闭塞是有人值守的。
无缝线路分为四大类:直线无缝线路,曲线无缝线路,圆曲线无缝线路,桥梁无缝线路。
无缝线路是一种优良的轨道结构形式。
它的优点是:节约用钢量,减轻轨道结构自重,减少列车运行阻力,提高列车运行速度,提高运输能力,减少运营维修工作量,便于实现自动化。
无缝线路是一种优良的轨道结构形式,这一点与有缝线路是截然不同的。
无缝线路的缺点是:不能利用钢轨顶面作为减振缓冲层;不能承受机车车辆的全部重量;铺设、维修、养护工作量大,运营成本较高。
无缝线路的结构特点1、概念和发展概况(1)概念:无缝线路是把钢轨焊接起来的线路。
国外对这类线路的命名不尽相同,一般有以下几种叫法:无接缝线路、长钢轨线路、连续焊接长钢轨线路等。
我国铁路铺设初期叫无接缝线路,以后略去“接”字,称无缝线路至今。
(2)发展概况:1926年,德国铺设了世界最早的一条无缝线路,当时长轨条长120m。
我国于1957年开始铺设,现最长一条长轨条达303km,在我国的沪宁线上。
2、优缺点⑴、行车平稳,减少了噪音,旅客舒适度提高;⑵、节省了接头材料,降低了维修费用;⑶、减少了行车阻力,提高了行车速度;⑷、延长了线路设备和机车车辆的使用寿命冬夏产生较大的温度应力,不易保持必要的强度和稳定性。
3、分类:(1)、按结构划分:温度应力式无缝线路和放散温度应力式无缝线路。
(2)、按其长钢轨长度划分:跨区间无缝线路、全区间无缝线路和普通无缝线路。
(又叫区段无缝线路,以下介绍均为温度应力式普通无缝线路。
)4、基本原理:利用线路上强大的阻止钢轨移动的阻力来锁定线路,限制钢轨的自由伸缩。
因而尽管钢轨的温度发生了变化,但并不发生钢轨长度的自由伸缩,只是钢轨的应力,随着温度的变化而发生了变化。
5、组成温度应力式无缝线路由一对焊接长轨条和两端各2~4对标准轨组成。
钢轨用扣件锁定,长短轨间和短轨间均用夹板连接,预留轨缝。
二、放散温度应力式无缝线路放散温度应力式无缝线路又分为:定期放散和自动放散。
定期放散式:1、组成,在结构上同温度应力式无缝线路。
2、优缺点:适用于温差幅度较大地区(大于90℃),但每年放散应力工作量太大,问题较多。
自动放散式:1、组成,在长轨条两端设置钢轨伸缩调节器即伸缩接头,随时释放钢轨内温度应力。
2、缺点,限制了每一节轨节的长度,而且线路构造复杂,铺设及养护非常不便。
3、实用范围,多用于特大桥上。
普通线路的接头会产生很多病害。
无缝线路在相当长的一段距离内消灭了接头,但不能完全消灭钢轨的热胀冷缩。
无缝线路的结构特点
1、概念和发展概况
(1)概念:无缝线路是把钢轨焊接起来的线路。
国外对这类线路的命名不尽相同,一般有以下几种叫法:无接缝线路、长钢轨线路、连续焊接长钢轨线路等。
我国铁路铺设初期叫无接缝线路,以后略去“接”字,称无缝线路至今。
(2)发展概况:1926年,德国铺设了世界最早的一条无缝线路,当时长轨条长120m。
我国于1957年开始铺设,现最长一条长轨条达303km,在我国的沪宁线上。
2、优缺点
⑴、行车平稳,减少了噪音,旅客舒适度提高;
⑵、节省了接头材料,降低了维修费用;
⑶、减少了行车阻力,提高了行车速度;
⑷、延长了线路设备和机车车辆的使用寿命
冬夏产生较大的温度应力,不易保持必要的强度和稳定性。
3、分类:
(1)、按结构划分:温度应力式无缝线路和放散温度应力式无缝线路。
(2)、按其长钢轨长度划分:跨区间无缝线路、全区间无缝线路和普通无缝线路。
(又叫区段无缝线路,以下介绍均为温度应力式普通无缝线路。
)
4、基本原理:
利用线路上强大的阻止钢轨移动的阻力来锁定线路,限制钢轨的自由伸缩。
因而尽管钢轨的温度发生了变化,但并不发生钢轨长度的自由伸缩,只是钢轨的应力,随着温度的变化而发生了变化。
5、组成
温度应力式无缝线路由一对焊接长轨条和两端各2~4对标准轨组成。
钢轨用扣件锁定,长短轨间和短轨间均用夹板连接,预留轨缝。
二、放散温度应力式无缝线路
放散温度应力式无缝线路又分为:定期放散和自动放散。
定期放散式:1、组成,在结构上同温度应力式无缝线路。
2、优缺点:适用于温差幅度较大地区(大于90℃),但每年放散应力工作量太大,问题较多。
自动放散式:1、组成,在长轨条两端设置钢轨伸缩调节器即伸缩接头,随时释放钢轨内温度应力。
2、缺点,限制了每一节轨节的长度,而且线路构造复杂,铺设及养护非常不便。
3、实用范围,多用于特大桥上。
普通线路的接头会产生很多病害。
无缝线路在相当长的一段距离内消灭了接头,但不能完全消灭钢轨的热胀冷缩。
为了
适应长轨条的限制伸缩,在无缝线路的两端设置2~4根调节轨并预留轨缝。
这就是温度应力式无缝线路的结构特点和采用这种结构的原因。
钢轨焊接与焊缝
一、钢轨焊缝
我们已经讲到,钢轨焊缝是无缝线路构造上的薄弱环节。
无缝线路钢轨的焊接,有两种形式。
一是将标准轨在焊轨厂用气压焊或接触焊的方法焊成250—500m的长轨,这叫固定式焊接(厂焊)。
长轨运至铺轨地点后,再用气压焊或铝热焊焊连成设计的长度,这就要采用移动式焊接(现场焊)。
焊轨厂焊接钢轨的设备、环境、技术、检测等条件均忧于现场焊接,所以焊接质量高,焊缝强度大。
但长轨条在运输过程中稍有不慎,焊缝就会受到伤损。
现场焊接的条件差一些,质量也差一些,但是灵活机动,不存在运输问题,所以较为安全。
因为焊接质量差、运输伤损、养护不当等原因,无缝线路长轨条在运营过程中发生局部伤损或断裂等事故是难免的,这都必须在现场重新焊接。
因此,了解一些钢轨焊接
的基本知识是必要的。
前述气压焊、接触焊和铝热焊,是我国钢轨焊接通常采用的三种方法。
铝热焊
铝热焊的基本原理是铁的氧化物被铝还原成铁水,同时产生巨大热量,然后把高温铁水浇入轨缝进行焊接。
实际焊接时,把由铝粉、氧化铁、锰铁铌钛合金、石墨粉和铁钉头按比例配成的铝热焊剂放在坩锅中,然后用高温火柴点燃,引起化学反应。
反应完毕后,较轻的三氧化二铝等形成溶渣浮在上面,被还原出的铁水则聚积在下面。
然后把铁水浇铸于固定在两轨缝处的砂型内,将两根钢轨焊在一起。
上述三种焊接方法,其质量以接触焊、气压焊较佳。
这两种焊接留下的焊缝的极限强度、屈服强度和疲劳强度,均能达到钢轨母材的90%以上。
铝热焊的质量较差,其极限强度只及钢轨母材的70%左右,疲劳强度则只及母材的45%~60%,只有屈服强度与接触焊接近。
因此,焊轨厂多采用接触焊和气压焊,现场焊接,移动式气压焊也逐步取代铝热焊。
但近年来,铝热焊新技术已有长足的发展,焊接工艺发生了较大的变化,焊接质量已不亚于气压焊,故铝热焊仍有广阔的发展前景。