海绵成型工序作业指导书
- 格式:doc
- 大小:77.50 KB
- 文档页数:8

海绵工艺流程
《海绵工艺流程》
海绵工艺是一种常见的手工艺品制作方法,可以用来制作各种软质产品,比如玩具、枕头、坐垫等。
下面是一个常见的海绵工艺流程:
1. 原料准备:首先需要准备海绵原料,一般常用的是聚氨酯海绵。
根据需要的产品尺寸,将海绵原料切割成相应的大小和形状。
2. 设计图纸:根据产品的设计要求,制作相应的图纸。
这可以帮助工匠们准确地切割和拼接海绵,确保最终产品符合设计要求。
3. 切割海绵:根据设计图纸,将海绵原料进行切割。
可以使用刀具或者专门的切割机械来完成这一步骤。
4. 拼接海绵:将切割好的海绵按照设计要求进行拼接。
这一步骤需要工匠们具有一定的技术和经验,确保拼接的海绵结构牢固、外观美观。
5. 整形和修整:在拼接好海绵之后,可能会有一些不平整或者不符合设计要求的地方,需要进行整形和修整。
可以使用工具或者手工进行这一步骤。
6. 包裹外层:一些海绵工艺品需要包裹外层材料,比如布料或
者皮革。
在这一步骤中,需要根据设计要求进行裁剪、缝合等工作。
7. 检验和调整:最后,对制作好的产品进行检验和调整。
确保产品符合质量标准和设计要求。
通过以上工艺流程,可以制作出各种不同形态的海绵工艺品,给人们带来舒适和美观的使用体验。
海绵的制作工艺海绵:聚氨酯软发泡橡胶,聚氨酯就是生活中最常见的一种高分子材料,广泛应用于制作各种“海绵”制品。
以及避震,抗摩擦用途的弹性材料,例如鞋底,拖拉机坦克履带衬底、二,生产机器:聚氨酯发泡设备、聚氨酯弹性体浇注机、树脂灌胶机模具承载生产线EPS机械设备:板材成型机真空板材成型机真空加厚板材成型机间歇预发机三,制作流程EPS制造工艺一、工艺概况我们一般讲工艺总就是指成型工艺,其实工艺就EPS成型来讲还要涉及原料、预发机理、管道工艺及系统匹配工艺,最终体现在成型工艺等方面内容。
二、原料:2、1 快速料与标准料的工艺控制却快速料:分子量、挥发份低,主要用于自动机,也可用于土机方面。
它本身含发泡剂少,熟化时间短。
操作时,加热时间短,冷却短,成型周期短,节省能耗,提高生产效率。
一般情况下,因为发泡剂少,必须在最短的时间内加热,充分利用少量的发泡剂使泡粒粘结,加热时间短,节省时间。
采用高压,短时间加热。
能节省能耗,提高效率,采用高温脱模,成型模温与脱模温之差距少,所以能节省蒸汽。
模具成型温度115-130℃,经过水冷却90 ℃, 经过抽真空,产品表面膨胀率减少到一定值85 ℃,才能脱模。
标准料:分子量、挥发份高,主要用于土机方面,从能耗控制方面考虑,较少用于自动机。
2、2快速料——成型快与节省蒸汽快速料类型:巴斯夫CP303、龙王B-SB、兴达303、诚达PK303等。
特性:冷却速度快导致成型周期快,一般能够比普通料快20-30%快速料的脱模温度高,达到80-85ºC传统料的脱模温度低,为60-65ºC因此,快速料可节省蒸气最高达30%快速料成型时产品结合性宜控制在6-8成,更能体现其快速性。
快速料控制技术:采取高压短时间加热。
普通料类型:巴斯夫CP203、龙王E-SB、兴达302、诚达PK302等。
普通料控制技术:因其分子量大、挥发份高。
生产时易出现发胀现象。
宜采用低压较长时间加热。
海绵蛋糕卷生产作业指导书广州汇瀛食品有限公司生产工艺控制1、海绵蛋糕卷制作工艺流程图2、关键质量控制环节和易发生问题事项的控制为保证产品质量的稳定,防止食品添加剂超范围和超量使用,残留物质超标,微生物超标等质量安全问题,根据《糕点生产许可证审查细则》和本厂生产实际情况,把配料、打制面糊、烘烤等工序确定为关键控制环节。
3、操作规程本厂操作人员进入加工车间必须先进行更衣、消毒后再进入车间。
操作人员到卫生间要更换工作服、工作鞋,不准将工作服、工作鞋穿出室外。
3.1 配料3.2 搅拌a.搅拌机在使用前,必须进行清洗消毒,搅拌缸中不能有油,使其达到清洁卫生的标准要求;b.搅拌机使用后,里面不得存有剩余物料,及时进行清洗处理,保持清洁卫生。
c.保持环境、地面清洁卫生。
d.低筋粉一定要过筛,防止结团,也可以先溶解糖之后,再加入面粉进行搅拌。
e. 将蛋、糖、盐、蛋糕油、低筋粉、奶水加入搅拌缸中,使用钢丝搅打器搅拌,慢速半分钟——中速半分钟——高速4分钟——中速2分钟,最后慢速拌入沙拉油(沙拉油最佳温度40-50 oC)。
f. 加粉之后先慢速搅拌,以防飞粉,溶解混合均匀后再高速搅拌。
3.3 烤盘刷油垫纸、倒制面糊成型用手抄搅拌缸底将面糊完全拌匀。
高边烤盘刷油垫纸,面糊倒入烤盘中抹平排气。
3.4 烘烤a. 烘烤前检查烤炉运转是否正常。
b. 放入烤炉,上火180 oC,下火160 oC,烘烤约25-30分钟。
3.5 脱模冷却、滚卷出炉后脱模冷却,趁热抹果酱卷起。
3.6包装a.包装前的准备,根据需货量的不同在包装袋底部贴条码、商标以及合格证。
b.不同产品配备不同的包装袋和包装方式。
3.7成品按入库流程入库,出厂应进行出厂检验。
海绵生产操作过程
在海绵的生产过程中应具备以下几点:
1.大料的配比
根据当天的工作指令安排(比如要生产的品种)做好配方.交于所
负责的操作人员配好料(如聚醚.聚合物.滑石粉)按配方当中的百
分比进行操作配比.最后将原料泵到带有搅拌的缸体当中.大约在
搅拌50分钟后在泵入发泡时所用的大缸.调好温度.
2.检查及泵入TDI
检查TDI容器中的TDI是否够比配方中所用.如在不够的情况下.应该在戴有口罩及胶手套的情况下.把TDI从原料仓拉到所用地泵入带有搅拌的缸体当中.调好温度在泵TDI的过程中.要特别注意.以免TDI 从桶内溅到皮肤上及眼睛里.如有溅到应及时用清水冲洗或及时就医.
3.小料的配比
将小料进行百分比的配制如T-9,A33,硅油.色料.配好的成份应倒入相对应的铁制容器当中进行搅拌.以备做发泡.在此操作过程中.操作人员应做好防护意识.配戴好口罩及胶手套.
4.检查以及调试机器
待一切准备工作就读以后.操作人员对发泡机进行调试.调试过程中.应对每一个开关及按钮进行反复检查.待准确无误后.方可开机.
5.开机过程
开机前的工作完全准备好及每个岗位的人员到位之后.就可开机了.海绵形成的过程中有大量的气体排出.气体是由排风扇向外界排出.
操作人员要戴好事先准备好的口罩.及胶手套操作.
海绵是由原料的百分比进行配比.取决流量的测试.在由发泡机头的高速运转以及最后生成的化学反应而成的一种轻工业产品.。
海绵生产工艺流程
海绵生产工艺流程是指将原材料经过一系列的加工步骤,最终制成海绵产品的过程。
下面是海绵生产工艺流程的大致步骤。
首先,将原材料(通常是聚酯纤维、聚氨酯、乳胶、天然橡胶等)通过配料机进行混合,将其混合均匀。
接下来,将混合好的原材料通过气流输送到发泡机中。
发泡机中的原材料会与发泡剂相互作用,产生气泡,形成发泡的海绵胚料。
然后,将发泡好的胚料放入发泡模具中,进行高温蒸煮或高压加热处理。
这一步骤有助于使胚料变得更加坚固,形成更稳定的海绵结构。
接着,将经过高温蒸煮或高压加热处理后的胚料放入冷却架上进行冷却。
这一步骤有助于固化海绵的结构,并使其达到所需的硬度和弹性。
然后,将已经冷却好的海绵胚料进行切割。
根据不同的产品需求,可以将胚料切割成不同的形状和尺寸,如方形、圆形、长方形等。
接着,对切割好的海绵进行打磨。
这一步骤有助于使海绵的表面更加光滑,并去除可能存在的不均匀区域。
然后,对海绵进行清洗和消毒处理。
这一步骤有助于去除海绵
中的灰尘、杂质和细菌,以确保海绵产品的卫生和安全。
最后,对清洗和消毒好的海绵进行干燥处理。
通过干燥,海绵可以彻底除去水分,以确保产品的质量和存储寿命。
以上就是海绵生产工艺流程的大致步骤。
当然,不同的海绵产品可能会有不同的加工步骤和要求,但总体来说,海绵生产的工艺流程大致如此。
通过以上步骤,原材料经过一系列的加工和处理,最终成功制成海绵产品,为人们的生活提供舒适和便利。
1、作业前,先认真、仔细看清生产任务单上面料型号、尺寸是否符合面料( ]幅的要求,发现尺有误时应及时报告车间主任,不得自行更改。
2、裁剪海绵时,注意海绵表面是否平整、有无波浪形出现以及海绵的厚度、密度是否符合要求。
3、打开面料时应先检在面料色质度,经维度,是否有跳线、痕影及其他抟病,如有质量问题应及时向质检员反映,立即更换。
4、裁剪前应对定单的板的尺寸与面料的尺寸相比是否成比例。
5、裁好的海绵、面料应由大到小叠放整齐,并标明数量、规格、客户名称。
有图纹的=还应标明方向,以便同一个单子图案两样。
6、裁好的海绵、面料应保持平面平整、无波浪形、无明显色差,无残癖点、无跳线、无色污、无油污、无异味、无划伤,图案方向一致,经维一致,长宽误差土10mm。
经检查确认后,方可流入下道工序。
7、多余的面料应重新卷好,整齐的堆放在货架上,并标上面料型号,便于下次查找。
8、下班前应搞好各自工作台、周围以及责任区的环境卫生,并处理好要与不要的东西。
海绵加工流程Sea sponge processing is a complex and multi-step procedure that requires careful attention to detail and a deep understanding of the material. 海绵加工是一个复杂的多步骤程序,需要仔细的细节注意和对材料的深入理解。
The first step in the process is the harvesting of the sea sponges from their natural habitat. 海绵加工的第一步是从它们的自然栖息地中收获海绵。
This is typically done by experienced divers who carefully remove the sponges from the ocean floor without damaging the delicate structures. 这通常是由经验丰富的潜水员完成的,他们小心翼翼地从海洋底部取出海绵,而不损坏其精致的结构。
Once the sea sponges are harvested, they are transported to processing facilities where they undergo a series of cleaning and purification steps. 一旦收获了海绵,它们就会被运到加工设施,在那里它们经历一系列的清洁和净化步骤。
This is a crucial part of the process, as it ensures that the sponges are free from any contaminants and are ready for further processing. 这是一个关键的环节,因为它确保海绵没有任何污染物,并且可以进行进一步的加工。

海绵的制作方法1. 简介海绵是一种多孔材料,具有吸水、吸湿、柔软等特点。
在日常生活中,海绵被广泛应用于清洁、美容、医疗等领域。
本文将介绍海绵的制作方法,包括原材料选择、制作工艺流程等内容。
2. 原材料选择制作海绵的原材料通常包括:•聚氨酯:聚氨酯是一种常用的海绵材料,具有良好的弹性和吸水性能。
相对于其它材料,聚氨酯制作的海绵更加柔软和耐用。
•聚酯纤维:聚酯纤维也是一种常用的原材料,具有较好的吸湿性能。
聚酯纤维在制作过程中可以与其它材料混合使用,以改变海绵的性能特点。
•聚氯乙烯(PVC):PVC是一种常见的塑料材料,具有良好的韧性和热塑性。
在制作海绵时,PVC可以用作增塑剂,以提高海绵的柔软性和弹性。
选择合适的原材料是制作高质量海绵的重要一步,需要考虑材料的性能、成本、环保等因素。
3. 制作工艺流程制作海绵的工艺流程通常包括以下几个步骤:3.1 材料准备根据所选材料的比例,准备好所需的原材料。
例如,如果选择聚氨酯和聚酯纤维作为材料,需要将它们按照一定比例混合。
3.2 发泡将材料放入发泡模具中,然后加入发泡剂。
发泡剂的种类和用量需要根据材料的特性和制作要求进行选择。
在发泡过程中,发泡剂会释放气体,使材料膨胀形成多孔结构。
3.3 固化发泡后的材料需要进行固化处理,以使其具有一定的机械强度和稳定性。
固化的方法可以是自然固化,也可以是通过加热等方式进行。
固化时间和温度需要根据材料的特性和要求进行控制。
3.4 切割与整形固化后的海绵需要经过切割和整形,以得到所需的形状和尺寸。
切割可以使用刀具或切割机进行,整形过程可以通过热压、冷压等方法进行。
3.5 后处理海绵制作完成后,需要进行后处理工序。
后处理可以包括清洗、除尘、干燥等步骤,以确保海绵的卫生和质量。
4. 质量控制为了确保海绵的质量,需要进行质量控制。
质量控制可以从原材料的选择、工艺的控制、产品的检测等方面进行。
例如,可以对原材料进行严格的检验,控制工艺中的温度、时间等参数,对成品进行抽样检测等。
柳州市汽车座椅有限公司质量管理细则模塑泡沫工序作业指导书(A版)文件编号:发放号码:编制:日期:年月日审核:日期:年月日批准:日期:年月日热熟化模塑泡沫成型工序作业指导书①升温、模具预热:合上烘箱电闸,将温控表温度下限设定为120℃,上限设定为150℃,给烘箱升温。
将模具推进烘道内预热,使烘箱温度升至120℃~150℃之间,模具预热12-15分钟。
②刷脱模剂:,将模具从烘道内拉出,迅速打开模具并清理干净,立即趁热在模具内表面用毛刷洒上脱模剂,擦拭均匀,不得有漏刷之处,在模具低洼处不应积存有未干脱模剂,如有则擦试干,整个操作过程应保证模具温度在100℃以上,以便使脱模剂内的水分蒸发干。
③模具冷却:将刷好脱模剂的模具敞开推到电风扇下吹干冷却,当模具内表面用手摸不觉得烫时(此时温度约为40℃左右)便可生产了。
④原料准备及配比:将已配制好的组合B料倒入盛料斗中;将C料从大桶中倒进提桶内放在C料斗下。
G料用小杯装好。
按不同产品,不同配比,量好原料,各种产品用料配比如下表:注射器量取。
⑤注料、熟化:根据不同的产品,用相应的筒杯量取组合B料和C料,操作顺序为先将组合B料倒入搅拌桶内,再加入G料和适量填充物(滑石粉),最后加入C料,并迅速搅拌5-10秒,后立即倒入已刷好脱模剂放好钢线冷却的模具中,放好垫布,盖好模盖,上紧扣子,静置,当自模具中冒出的反应物料已定型时,便可将模具推进烘道进行熟化,熟化温度为140℃-150℃,时间不少于12分钟。
⑥脱模:当产品已完全熟化后,将模具自烘道内拉出打开模具,取出产品,清理模具,刷好脱模剂进行下一轮生产。
⑦剪边、修补:将产品边缘剪整齐,有缺陷可以修补好的产品要补好,然后盖上自己的生产工号,放到指定的存放区域,做好标识,待检。
⑧入库:当检验员检验完后,合格的产品搬入仓库,不合格的按不合格品处理程序进行处理。
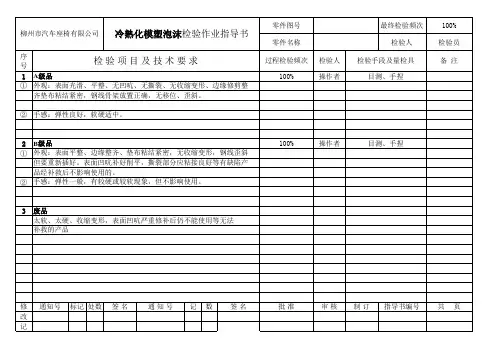
编制:审核:批准:柳州市汽车座椅有限公司二00六年冷熟化模塑泡沫成型工序作业指导书①模具预热:合上循环水箱加热电闸,将水箱温控表设定在55-60℃,启动模具加热循环水泵,给模具通水加热。
设备名称项目自动化程度设备型号名称布匹半成品海绵针织底布自动设备编号规格SV61主 4.2mm 1570mm序号备注1234项目单位参数项目单位气压Mpa 0.1-0.2进步速度m/min 18-22流量m³/h3~4卷布速度m/min 18-22班检班检每次班检SV61主工序汽车座椅面料校对编制审核批准产品名称产品品号复合参数频率30-35HZ 电机转速400-600r/min⑴每天下班前彻底清扫设备及生产现场卫生;⑵切断电源、水阀、气阀;⑶定期清理烟道、火排眼。
复合参数设置:⑸控制火焰高度:(6)每隔2小时填写复合工序参数记录。
安全注意事项⑴每次开机前应和机组人员打招呼,确保身体离开机器安全距离,无人触摸后再开机⑵设备运转时严禁排除故障及将手伸向两辊之间,发现异常必须停机处理。
班后设备清理:⑷以上核对无误后开机。
过程操作:⑴复底布时海绵用胶粘,底布用接缝机缝头并齐头;⑵复面料时,海绵头切齐,平行胶粘,用透明胶带粘接头处;⑶火焰复合注意火焰高度及运行速度;⑷保证海绵与面料平齐不偏斜,确保面料花纹平齐,纬斜率:20mm/1500mm;JDFH-01步骤准备工作:⑴开机前先打开循环水及燃气阀;⑵打开燃气阀后5秒内点火,调整火焰高度、燃气压力;⑶检查海绵及布匹质量情况,发现海绵有破洞、硬筋要停用,确认清楚布匹正反面山东金达汽车部件制造有限公司作 业 指 导 书火焰复合机使用主料使用辅料HY-2002B。
海绵的生产工艺
海绵的生产工艺主要包括原料准备、发泡、固化、清洗、干燥、切割和包装等步骤。
下面将详细介绍海绵的生产工艺。
首先,原料准备。
海绵的制作主要原料是聚氨酯,需要准备聚醚、聚酯、颜料、助剂等物料。
然后,发泡。
将原料中的聚氨酯与其他化学品混合,通过发泡剂和油脂加热搅拌使其膨胀,形成一种发泡的黏稠混合物。
这个过程需要控制时间和温度,以确保发泡均匀和稳定。
接着,固化。
将发泡的混合物倒入模具中,然后将其放在烘箱中进行固化。
固化的时间和温度根据海绵的不同类型和厚度而定,通常需要几分钟到几小时。
随后,清洗。
将固化后的海绵从模具中取出,清洗掉表面的杂质。
这个步骤可以采用水冲洗或者机械刷洗等方法。
然后,干燥。
将清洗后的海绵放置在通风良好的地方进行自然干燥,或者利用烘箱进行热干燥。
干燥的时间和温度也是根据海绵的不同类型和厚度而定。
接下来,切割。
将干燥后的海绵根据需要进行切割成相应的形状和尺寸。
切割可以采用人工切割或者机械切割,如利用切割机等工具进行切割。
最后,包装。
将切割好的海绵进行包装,通常使用塑料袋或纸
箱进行包装。
同时进行质量检验,保证海绵的质量符合要求。
总结起来,海绵的生产工艺包括原料准备、发泡、固化、清洗、干燥、切割和包装等步骤。
通过这些步骤,可以生产出具有不同形状、尺寸和硬度的海绵产品,满足不同领域的需求。
远建家具(北京)有限公司QC/YJ204裁(剪)粘(接)海绵工序作业指导书1、目的:确保各生产要素制造产品部件质量达标的有效性,对工序生产过程管理实行可控性指导。
2、工序:海绵裁剪、海绵粘贴、海绵定型3、适用设备:钉枪、手工裁剪机、喷枪、片刀、气泵4、产前准备4.1.不适用本工序设备使用的工具、刀具、材料不得继续使用并退回其出处。
4.2.班前对机器设备的润滑保养和设备空载运行安全检查。
4.3.产品部件加工规格尺寸、形状、材质、颜色,海绵、弹力带、蛇簧种类、数量必须与产品工艺流程单、生产(作业)计划等书面技术文件相符合。
4.4.现场沙发内框白茬半成品、海绵、弹力带、蛇簧等检验合格后在产品工艺流程单交接验收签字。
5. 生产过程控制5.1.产品部件加工过程执行本岗位设备安全操作规程。
5.2.产品部件加工过程执行产品工(序)艺质量控制计划。
5.3.裁剪、拼(粘)贴海绵工艺规程5.3.1.班前检查:检查木框架结构、外观尺寸是否符合图纸要求;是否多层板开胶、木方指接料结构位置不当、枪钉外漏、边角未倒角、预埋母缺件、树皮未清除等不合格,退回上工序返修。
5.3.2.钉弹力带5.3.2.1.钉纵向弹力带:从框架内径一侧60mm处、由外向里依次钉均匀分布,纵向间距50mm、具体见沙发图纸要求;5.3.2.2.钉横向弹力带:从水库位内径一侧70mm处、由外向里依次钉均匀分布,横向间距50-80mm、具体见沙发图纸要求;5.3.2.3.钉弹力带先固定一端、适度用力拉紧弹力带,弹力带拉伸长度是静止状态30%,即:弹力带长度是框架原长度的3/4,用枪钉固定、钉牢,松紧度均匀一致;切割弹力带、距码钉5~10mm的位置;5.3.2.4. 弹力带横向与纵向交叉穿过、编织成“井”字形,弹力带的数量严格照图纸要求、规范操作;钉弹力带码钉用1010F码钉、枪钉斜向排列,弹力带两端头2到位、各钉两排枪钉,每排间距5mm、每排6颗枪钉;5.3.2.5.钢管结构挂弹力带的技术要求和木结构原理相同,不同的是在钢管钉弹力带位置打孔,用缝纫机将弹力带两端头分别在挂钩卡上缝合两道缝线防止远建家具(北京)有限公司QC/YJ204脱线,弹力带通过挂钩卡和钢管连接、编织成弹力带“井”字结构。
柳州市汽车座椅有限公司
质量管理细则
模塑泡沫工序作业指导书
(A版)
文件编号:
发放号码:
编制:日期:年月日
审核:日期:年月日
批准:日期:年月日
热熟化模塑泡沫成型工序作业指导书
①升温、模具预热:合上烘箱电闸,将温控表温度下限设定为120℃,上限设定为150℃,给烘箱升温。
将模具推进烘道内预热,使烘箱温度升至120℃~150℃之间,模具预热12-15分钟。
刷脱模剂:,将模具从烘道内拉出,迅速打开模具并清理干净,立即趁热在模具内表面用毛刷洒上脱模剂,擦拭均匀,不得有漏刷之处,在模具低洼处不应积存有未干脱模剂,如有则擦试干,整个操作过程应保证模具温度在100℃以上,以便使脱模剂内的水分蒸发干。
模具冷却:将刷好脱模剂的模具敞开推到电风扇下吹干冷却,当
模具内表面用手摸不觉得烫时(此时温度约为40℃左右)便可生产了。
④原料准备及配比:将已配制好的组合B料倒入盛料斗中;将
C料从大桶中倒进提桶内放在C料斗下。
G料用小杯装好。
按不同产品,不同配比,量好原料,各种产品用料配比如下表:
注射器量取。
⑤注料、熟化:
根据不同的产品,用相应的筒杯量取组合B料和C料,操作顺序为先将组合B料倒入搅拌桶内,再加入G料和适量填充物(滑石粉),最后加入C料,并迅速搅拌5-10秒,后立即倒入已刷好脱模剂放好钢线冷却的模具中,放好垫布,盖好模盖,上紧扣子,静置,当自模具中冒出的反应物料已定型时,便可将模具推进烘道进行熟化,熟化温度为140℃-150℃,时间不少于12分钟。
⑥脱模:当产品已完全熟化后,将模具自烘道内拉出打开模具,取
出产品,清理模具,刷好脱模剂进行下一轮生产。
⑦剪边、修补:将产品边缘剪整齐,有缺陷可以修补好的产品要补好,然后盖上自己的生产工号,放到指定的存放区域,做好标识,待检。
⑧入库:当检验员检验完后,合格的产品搬入仓库,不合格的按不合格品处理程序进行处理。
编制:审核:批准:
柳州市汽车座椅有限公司
二00六年
冷熟化模塑泡沫成型工序作业指导书
①模具预热:合上循环水箱加热电闸,将水箱温控表设定在55-60℃,启动模具加热循环水泵,给模具通水加热。
预热水温为55-60℃,循环预热时间60-120min,使模具预热均匀、充分。
②原材料准备:将组合A料泵入发泡机A料缸中,将C、D料按2∶3加入发泡机B料缸中混合,将清洗剂加入清洗剂缸中。
(注意:加料量不应超过缸体的四分之三)。
③开机、调机:开启空压机,使主气压保持在0.75±0.05mpa,启动发泡机A料、B料计量泵电机及恒温装置,使原料温度保持在30±2℃左右。
将清洗剂桶中压力调到0.3±0.05 mpa,调整A、B计量泵调速手柄,使A计量泵转速保持在100±2rpm,压力为30lbs/in2左右,B计量泵转速保持在108±2rpm ,压力为0.08±0.01 mpa,。
④清模、涂脱模剂:将模具内及模具边清理干净,检查模具扣松紧是否合适。
均匀的在模具内表面涂刷一层脱模剂,放好钢线,当脱模剂挥发组分挥发掉后便可进行注料。
⑤注料:根据产品型号设定注料时间,各产品的注料时间如下:
的产品按相应的注料时间键注料并不断摆动搅拌头,使原料均匀分布于模具中。
⑥合模:注料完毕后,立即放上垫布(塑料编织布或纱布),当发泡至快到模具口平时,盖下模盖,扣紧模扣(注:盖模太快易造成产品不满缺料,盖得太慢料易从合模处挤出)。
对于靠头等需翻起竖立的产品则应在注料完后放好插杆盖好模、扣紧,立即翻起竖立。
⑦熟化、脱模、刷脱模剂:产品在55-60℃模具内需熟化5分钟以上方可脱模,(脱模太快产品尚未完全熟化容易造成变形)。
打开模具,小心取出产品,清理模具,刷脱模剂,待脱模剂干后,便可进行下一轮生产。
⑧破泡:当产品自模具中取出后,开始变冷,贮藏于产品泡孔中的气体随温度降低而收缩使产品变形。
此时需将产品内的泡孔挤压破
裂,使内外气压平衡产品恢复原状,产品应在脱模后5分钟内采用踩、跪、挤、压、揉、敲、打等方式使泡孔破裂。
⑨剪边、修补:将产品的飞边剪去,使边缘整齐美观。
将有缺陷的产品修补好,盖上工号,做好标识及记录,放到指定区域,待检。
⑩入库:当产品检验完备,便可入库。
编制:审核:批准:
柳州市汽车座椅有限公司
二00六年热熟化模塑泡沫成型工艺流程图
编制:审核:批准:
柳州市汽车座椅有限公司
二00六年冷熟化模塑泡沫成型工艺流程图
编制:审核:批准:
柳州市汽车座椅有限公司
二00六年
组合料配制操作规程
一、确认搅拌缸内的料已放干净,关闭放料阀,将所需的各
种原材料按配方要求计量好加入搅拌缸内。
二、启动搅拌缸的搅拌电机开始搅拌。
三、当搅拌时间超过30分钟(一般30-60分钟)便可停止搅
拌,就可以放料了。
四、将相应的装料空桶对正放料口开始放料,放料之时必须
要坚持守在旁边,以防料满外溢造成损失。
五、将装好料的桶盖紧放到相应的原料存放区域。
并做好标
识及记录。
制定:审批:
柳州市汽车座椅有限公司
二00六年。