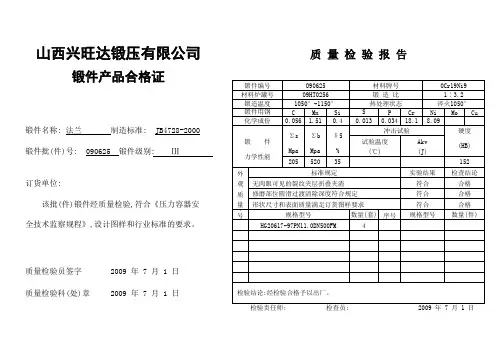
锻件产品合格证
- 格式:doc
- 大小:20.50 KB
- 文档页数:1


版号: A修改状态: 1锻件检验细则受控状态:分发编号:编制:审核:批准:2013-01-01修改 2013-01-02实施锻件检验细则1检验依据1.1 NB/T47008-2010《承压设备用碳素钢和低合金钢锻件》1.2 NB-T47010-2010《不锈钢锻件》1.3 GB/T1804《未注公差的线性和角度尺寸公差》1.4本公司技术部锻件制造工艺规定的余量偏差或相关技术协议。
2检验程序2.1库房对收到的锻件毛坯进行报检,报检时附锻件清单和图号。
检验员对锻件制造厂所提供的资料进行审核,不符合要求,不在锻件合格入库单上签字。
2.2检验员对要求办理入库手续的锻件进行检验。
2.3检验员对合格的锻件,在锻件合格入库单上签字;对不合格的锻件,开出不合格品通知单。
3检验实施3.1材料要求:3.1.1对于采购的第Ⅲ类压力容器用Ⅳ级锻件,应进行复验,数据符合《固定式压力容器安全技术检查规程》的要求。
3.1.2对于采购的其他类压力容器用锻件,复核锻件制造单位提供的质量证明资料。
a、锻件用钢应采用电炉或氧气转炉冶炼的镇静钢或经供需双方协商,可采用电渣重熔、炉外精炼。
b、化学成分核对,分析结果与表l 规定值的允许偏差应符合GB/T 222 中表2 的规定。
表1 中 P ≤0.020% 的钢号,其允许正偏差为0.003%; S≤0.012%的钢号,其允许正偏差为0.002%。
3.2 锻造3.2.1锻造使用的钢锭、钢坯或轧材应有熔炼单位的质量证明书。
3.2.2 锻造使用的钢锭头尾应有足够的切除量,以确保锻件无缩孔及严重偏析等缺陷。
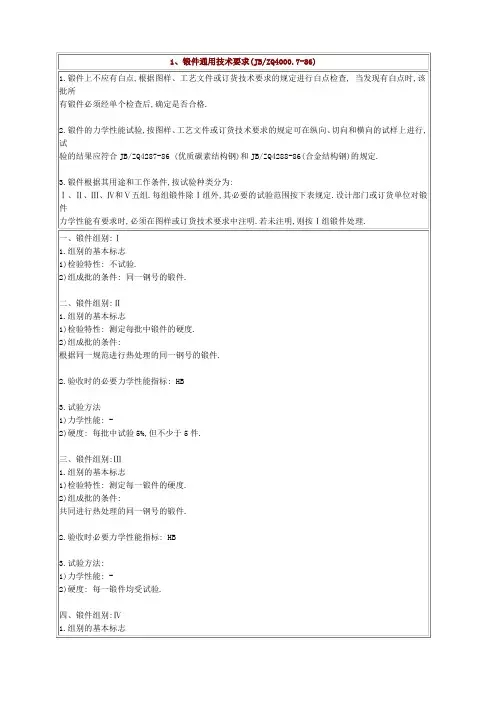
3.2.3采用钢绽或钢坯锻造时,锻件主截面部分的锻造比不得小于3 (电渣重熔钢不得小于 2 ),采用轧材锻造时,锻件主截面部分的锻造比不得小于1. 63.2.4锻件宜锻至接近成品零件的成形形状和尺寸,验收时按照双方签订的具体尺寸公差的技术协议进行验收。
对于超过协议标准的按照不合格程序汇报相关部门处理。