光纤连接器图解1
- 格式:doc
- 大小:317.00 KB
- 文档页数:28
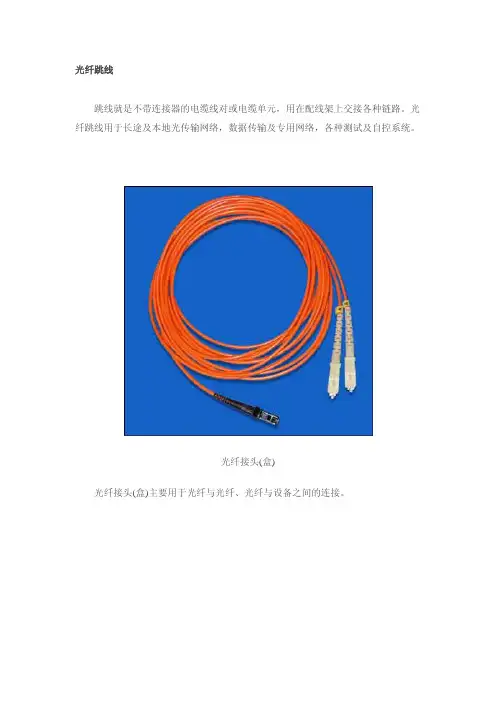
光纤跳线跳线就是不带连接器的电缆线对或电缆单元,用在配线架上交接各种链路。
光纤跳线用于长途及本地光传输网络,数据传输及专用网络,各种测试及自控系统。
光纤接头(盒)光纤接头(盒)主要用于光纤与光纤、光纤与设备之间的连接。
光纤盒光纤盒应用于利用光纤技术传输数字和类似语音,视频和数据信号。
光纤盒可进行直接安装或桌面安装。
特别适合进行高速的光纤传输。
上图的产品是100Base-TX双绞线对100Base-FX多/单模光纤转发器,主要为要求长距离、高速、宽带宽的快速以太网工作组用户设计。
上图的产品是10/100M自适应快速以太网光纤收发器。
它可以实现双绞线和光纤两种不同传输介质的转换,中继10/100Base-Tx和100Base-FX两个不同网段,能满足远距离、高速、高带宽的快速以太网工作组用户的需要。
光纤模块卡千兆系列光纤模块卡,是与交换机配合使用,使用光纤或五类双绞线传输,可扩展局域网范围,扩大带宽,适合于大、中型局域网在扩大带宽、扩展其网络覆盖范围时使用。
该光纤模块完全符合IEEE802.3z协议,工作于850nm、1300nm模式;也完全符合IEEE802.3ab协议,兼容其他相同千兆协议的设备,由于体积小,直接安装于交换机内部,不需额外占用空间,由交换机内部供电,安装使用简便,可配合多款交换机使用。
光纤耦合器光纤耦合器(Coupler)又称分歧器(Splitter),是将光讯号从一条光纤中分至多条光纤中的元件,属於光被动元件领域,在电信网路、有线电视网路、用户回路系统、区域网路中都会应用到,与光纤连接器分列被动元件中使用最大项的。
光纤耦合器可分标准耦合器(双分支,单位1×2,亦即将光讯号分成两个功率)、星状/树状耦合器、以及波长多工器(WDM,若波长属高密度分出,即波长间距窄,则属於DWDM),制作方式则有烧结(Fuse)、微光学式(Micro Optics)、光波导式(Wave Guide)三种,而以烧结式方法生产占多数(约有90%)。
光纤连接示意图一、双纤SC光接口,必须采用SC的光跳线连接,左边光纤收发器光口的上面接口连接右边光纤收发器的下面光接口(一台光纤收发器的TX应于另一台的RX连接),两台之间的连接是交叉的。
二、光纤收发器可以用于运营商和终端客户的光纤宽带,做为光猫使用。
三、光纤收发器可以用于以太局域网中,五类双绞线传输距离超过100米就无法稳定传输,光纤收发器可以无中继传输120公里,在局域网中可做为延长传输距离的设备来使用,可直接接入电脑的网卡、交换机、路由器使用(注:自适应的光纤收发器可以兼容本速率以下的设备,比如:的光纤收发器,可以直接接入100M的交换机,也可以接入10M的交换机,纯速率的光纤收发器只能使用在同速率的设备上,不然接入后是不通的NET-LINK HTB-1100S是自适应快速以太网光纤收发器。
它可以实现双绞线和光纤两种不同传输介质的转换,中继和100Base-FX两个不同网段,能满足远距离、高速、高带宽的快速以太网工作组用户的需要。
产品技术参数:符合和100Base-FX以太网标准提供一个SC型的单模光纤端口和一个RJ45端口RJ45端口支持端口自动翻转(Auto MDI/MDIX)功能RJ45端口速率、全/xx模式自适应双绞线最大传输距离100米,单模光纤最大传输距离千米(视不同型号而定)外置电源兼容IEEE 802.3u 10Base-TX、100Base-TX和100Base-FX以太网标准连接接口:一个SC型的光纤连接器和一个RJ45连接器双绞线端口支持速率和全/半双工模式自动适应支持Auto MDI/MDIX,无需进行电缆选择光纤端口可以进行全/xx模式选择连接线缆类型:RJ45连接器:5类双绞线SC光纤连接器:,多模光纤,1300nm多模光纤双绞线最大传输距离100米,单模光纤最大传输距离千米(视不同型号而定) 提供电源、光纤和UTP端口状态指示灯提供外置交流电源(5V/1A外置电源)工作环境:工作温度:0℃~40℃存储温度:-40℃~70℃湿度:5%~95%无凝结。


光纤跳线主要分为两类
单模光纤(Single-mode Fiber):一般光纤跳线用黄色表示,接头和保护套为蓝色;传输距离较长。
多模光纤(Multi-mode Fiber):一般光纤跳线用橙色表示,也有的用灰色表示,接头和保护套用米色或者黑色;传输距离较短。
光纤跳线的种类
在局域网中,由于用到的是多模的光纤,它是一条发送,一条接收,所以是成双成对的跳线。
而且通常接光纤终端盒或光纤配线架的提供的会是FC型(螺口)或ST型(卡口)的光纤接口。
所以跳线的一端是FC或ST型,另一端可能是接光纤收发器或GBIC光纤模块的SC型(方口)、接SFP光纤模块的LC型、接MT-RJ光纤接口交换机的MT-RJ型。
跳线一端:FC型(螺口)或ST型(卡口)
跳线另段端:另一端可能是接光纤收发器或GBIC光纤模块SC (大方口)
接SFP光纤模块LC (小方口)
接MT-RJ光纤接口交换机MT-RJ方型,一头双纤收发一体( 华为8850上有用)耦合器:ST/ST 或FC/FC
如图所示:
1.FC-SC(图13)
2.FC-LC(图14)
3.FC-MTRJ(图15)
4.ST-SC(图16)
5.ST-LC(图17)
6.ST-MTRJ(图18)
(交换机之间光纤连接)
交换机A---网线----光纤收发器---尾纤——终端盒(熔接)——光纤----终端盒(熔接)--尾纤——光纤收发器---网线---交换机B
假如是直接连在交换机的光口,则耦合器接跳线,跳线直接插在交换机光口,就不需要光纤收发器(光转)了。
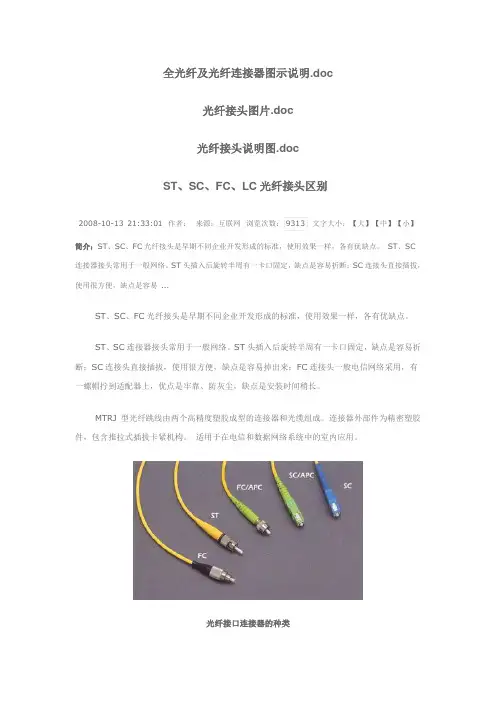
全光纤及光纤连接器图示说明.doc光纤接头图片.doc光纤接头说明图.docST、SC、FC、LC光纤接头区别2008-10-13 21:33:01 作者:来源:互联网文字大小:【大】【中】【小】简介:ST、SC、FC光纤接头是早期不同企业开发形成的标准,使用效果一样,各有优缺点。
ST、SC连接器接头常用于一般网络。
ST头插入后旋转半周有一卡口固定,缺点是容易折断;SC连接头直接插拔,使用很方便,缺点是容易 ...ST、SC、FC光纤接头是早期不同企业开发形成的标准,使用效果一样,各有优缺点。
ST、SC连接器接头常用于一般网络。
ST头插入后旋转半周有一卡口固定,缺点是容易折断;SC连接头直接插拔,使用很方便,缺点是容易掉出来;FC连接头一般电信网络采用,有一螺帽拧到适配器上,优点是牢靠、防灰尘,缺点是安装时间稍长。
MTRJ 型光纤跳线由两个高精度塑胶成型的连接器和光缆组成。
连接器外部件为精密塑胶件,包含推拉式插拔卡紧机构。
适用于在电信和数据网络系统中的室内应用。
光纤接口连接器的种类光纤连接器,也就是接入光模块的光纤接头,也有好多种,且相互之间不可以互用。
不是经常接触光纤的人可能会误以为GBIC和SFP模块的光纤连接器是同一种,其实不是的。
SFP模块接LC光纤连接器,而GBIC接的是SC光纤光纤连接器。
下面对网络工程中几种常用的光纤连接器进行详细的说明:①FC型光纤连接器:外部加强方式是采用金属套,紧固方式为螺丝扣。
一般在ODF侧采用(配线架上用的最多)②SC型光纤连接器:连接GBIC光模块的连接器,它的外壳呈矩形,紧固方式是采用插拔销闩式,不须旋转。
(路由器交换机上用的最多)③ST型光纤连接器:常用于光纤配线架,外壳呈圆形,紧固方式为螺丝扣。
(对于10Base-F连接来说,连接器通常是ST类型。
常用于光纤配线架)④LC型光纤连接器:连接SFP模块的连接器,它采用操作方便的模块化插孔(RJ)闩锁机理制成。
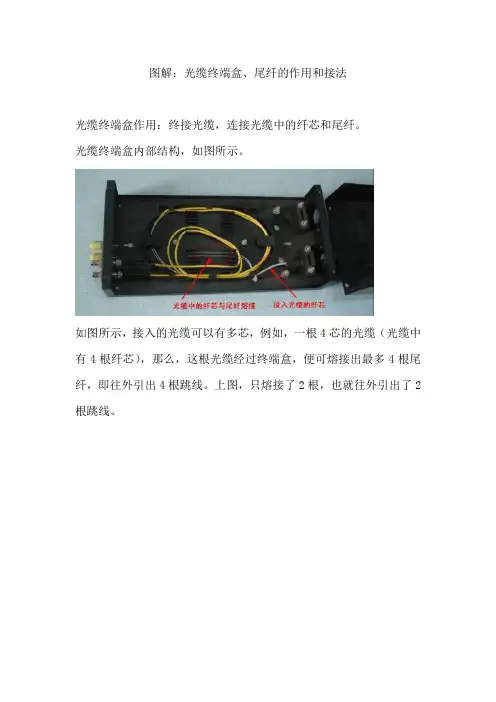
图解:光缆终端盒、尾纤的作用和接法光缆终端盒作用:终接光缆,连接光缆中的纤芯和尾纤。
光缆终端盒内部结构,如图所示。
如图所示,接入的光缆可以有多芯,例如,一根4芯的光缆(光缆中有4根纤芯),那么,这根光缆经过终端盒,便可熔接出最多4根尾纤,即往外引出4根跳线。
上图,只熔接了2根,也就往外引出了2根跳线。
如图所示,这是一根ST接头的单模(外皮是黄色)尾纤。
尾纤:一端有连接头,另一端是一根光缆纤芯的断头。
通过熔接,与其他光缆纤芯相连。
尾纤作用:主要是用于连接光纤两端的接头。
尾纤一端跟光纤接头熔接,另一端通过特殊的接头跟光纤收发器或光纤模块相连,构成光数据传输通路。
一般我们购买不到纯粹的尾纤,而是如图所示的跳线,中间一剪开,便成了尾纤。
光缆的色谱:蓝、橙、绿、棕、灰、白、红、黑、黄、紫、粉红、水绿光纤不足12芯时,从1号(蓝)色谱取用。
超过十二芯以后,每12芯为一个束管光缆终端盒是在光缆敷设的终端保护光缆和尾纤熔接的盒子光纤耦合器是用于两条光纤或尾纤的活动连接通俗称为法兰盘光纤终端盒是一条光缆的终接头,他的一头是光缆,另一头是尾纤,相当于是把一条光缆拆分成单条光纤的设备光纤熔接盒是两条光缆对接成一条长的光缆用的他们之间是不能互换使用的,光缆与光端机之间是通过光纤终端盒连接的,也就是光端机上只能插尾纤关于终端盒和熔接盒是否可以这样理解?在其中光纤的两个头熔接,只不过前者是光缆和尾纤的熔接,后者是光缆之间的熔接。
接续盒和终端盒是不一样的接续盒是全密封的可以防水但是它无法固定尾纤,终端盒不防水,内部结构一边可固定光缆,一边可固定尾纤耦合器只能连接两条尾纤并且分SC/PC FC/PC等接口,而光缆和尾纤之间是用熔接机熔接的是死的尾纤与跳线有什么区别?把跳线一分为二可以做为尾纤用么?尾纤只有一头是活动接头,跳纤两头都是活动接头,接口有很多种,不同接口需要不同的耦合器,跳纤一分为二可以做为尾纤用,我们就是这么干的.光纤收发器一端是接光传输系统,另一端(用户端)出来的是10/100M 以太网接口。
光纤接入设备及使用图解由于不同种类信息的需求也越来越多,伴随而来的不断增长的IP数据、话音、多媒体图像等多种新业务需求,促使了各大网络运营商的传送网络环境发生了翻天俯地的变化,以前那些以承载模拟话音为主要目的的传统城域网和接入网在容量以及接口种类上都已经无法满足多种多样的新业务传输与处理的要求。
于是迫于社会信息量的突飞猛进,那些专门为城域网和接入网上提供新业务传送的技术及设备迅速发展起来。
其中以MSTP(多业务传输平台)和PON(无源光网络)发展是最具有代表性的,它们都是基于光纤传送技术、在城域网或接入网上提供多种新业务承载的最佳解决方案。
基于光缆的光纤接入技术是未来宽带网络的发展方向,它的发展也离不开光纤接入设备发展和支持,就像鱼与水一样。
谈起光纤接入设备不得不提起它的三代发展经历:第一代大量采用地PDH(光纤光端机)设备,包括点到点型和星型局端设备,不具备汇聚功能。
全部采用PDH传输协议,也没有光接口规范。
用户业务如E1和数据业务通过远端设备,利用私有PDH协议进行复接,经光纤传输到局端设备。
局端设备按照私有协议对PDH 光信号进行分接,又转换成为E1等PDH接口,再通过电缆经DDF配线架与城域骨干/汇聚设备连接。
由于PDH协议的局限性致使各类光纤接入设备很快落伍。
第二代鉴于第一代设备的缺陷,一些PDH设备厂商研发出第二代设备,即在局端设备中增加一个SDH(密集型光波复用)终端卡。
在局端与远端设备之间仍然采用私有的PDH协议,而在局端提供汇聚功能,将原来的E1信号经SDH终端卡复用,并给出标准SDH接口。
主要解决了局端设备与城域骨干设备的互连问题和统一接口标准。
第三代是SDH直通设备,包括汇聚型和非汇聚型。
由于新业务覆盖面广,新一代SDH 直通设备已经能够按照SDH规范,自动适配到SDH进行传送;非汇聚型的远端设备可以通过SDH光接口直接连接到城域网汇聚层节点上,适合从汇聚层网络上分支出较少的业务接口。
光纤连接器图解1
光纤连接器
自从前年开始,基于光缆的千兆以太网有了非常迅猛的发展。
在局域网中的主干网
络(backbone)几乎大部分都采用了基于光
缆的千兆以太网。
而在千兆网络的光缆链路
中使用的光缆链路连接方式中也发生了新
的变化。
路连接方式主要是ST,SC或者FC的连接方式。
目前。
这些光缆的连接方式简单方便,所连接的每条光缆都些光缆链路时,并不知道在实际中这些光缆是如果使用际使用中,将光缆和网络设备连接时,就要首先确定信连接。
此外,光缆的连接器的制作也不方便,需要特殊
SC插入锁定-------------ST插入锁定---------------- FC旋紧锁定
2.新型的光缆连接方式
大家知道,千兆以太网在连接光缆时都是成对儿使用的,即一个输出(output,也为光源),一个输入(input,光检测器),例
如路由器和交换机的光缆连接。
如果在使用时,能够成对一块儿使用而不用考虑连接的方向,而且连接简捷方便,那将会有助于千兆以太网的连接。
因此不少光缆布线的厂商推出了各种连接器来满足这种应用。
这种新的光缆连接器叫做SFF(Small Form Factor)。
目前还没有比较明确的术语来描述,我们一般将其称作微型光缆连接器。
目前市场最主要SFF光缆连接器有四种类型。
1)LC类型,它是Lucent公司推出的一种SFF类型的连接器。
2)FJ类型,它是由Panduit公司推出的连接器。
3)MT-RJ 型,它是由美国AMP公司推出
的连接器以及由3M公司推出的VF-45连接器。
下图是这几种类型的连接器。
这种连接器是一对儿光缆一起连接而且接插的方向是固定的。
所以在实际使用中比较方便,也不会误插。
光纤配线箱
光纤配线箱适用于光缆与光通信设备的配线连接,通过配线箱内的适配器,用光跳线引出光信号,实现光配线功能。
也适用于光缆和配线尾纤的保护性连接。
如图为3M公司的8200室内型光纤配线箱,适用于光纤接入网中的光纤终端点采用。
光纤连接器是光纤与光纤之间进行可
拆卸(活动)连接的器件,它是把光纤的两
个端面精密对接起来,以使发射光纤输出的
光能量能最大限度地耦合到接收光纤中去,
并使由于其介入光链路而对系统造成的影
响减到最小,这是光纤连接器的基本要求。
在一定程度上,光纤连接器也影响了光传输系统的可靠性和各项性能。
光纤连接器按传输媒介的不同可分为常见的硅基光纤的单模、多模连接器,还有其它如以塑胶等为传输媒介的光纤连接器;按连接头结构形式可分为:FC、SC、ST、LC、D4、DIN、MU、MT等等各种形式。
其中,ST连接器通常用于布线设备端,如光纤配线架、光纤模块等;而SC和MT连接器通常用于网络设备端。
按光纤端面形状分有FC、PC(包括SPC或UPC)和APC;按光纤芯数划分还有单芯和多芯(如MT-RJ)之分。
光纤连接器应用广泛,品种繁多。
在实际应用过程中,我们一般按照光纤连接器
结构的不同来加以区分。
以下是一些目前比较常见的光纤连接器:
(1)FC型光纤连接器
这种连接器最早是由日本NTT研制。
FC是Ferrule Connector的缩写,表
明其外部加强方式是采用金属套,紧固
方式为螺丝扣。
最早,FC类型的连接器,采用的陶瓷插针的对接端面是平面接触
方式(FC)。
此类连接器结构简单,操作
方便,制作容易,但光纤端面对微尘较
为敏感,且容易产生菲涅尔反射,提高
回波损耗性能较为困难。
后来,对该类
型连接器做了改进,采用对接端面呈球
面的插针(PC),而外部结构没有改变,
使得插入损耗和回波损耗性能有了较大幅度的提高。
(2)SC型光纤连接器
这是一种由日本NTT公司开发的光纤连接器。
其外壳呈矩形,所采用的插针与耦合套筒的结构尺寸与FC型完全相同,。
其中插针的端面多采用PC或APC 型研磨方式;紧固方式是采用插拔销闩式,不需旋转。
此类连接器价格低廉,插拔操作方便,介入损耗波动小,抗压强度较高,安装密度高。
ST和SC接口是光纤连接器的两种类型,对于10Base-F连接来说,连接器通常是ST类型的,对于100Base-FX 来说,连接器大部分情况下为SC类型
的。
ST连接器的芯外露,SC连接器的芯在接头里面。
(3)双锥型连接器(Biconic Connector)
这类光纤连接器中最有代表性的产品由美国贝尔实验室开发研制,它由两个经精密模压成形的端头呈截头圆锥形的圆筒插头和一个内部装有双锥形塑料套筒的耦合组件组成。
(4)DIN47256型光纤连接器
这是一种由德国开发的连接器。
这种连接器采用的插针和耦合套筒的结构尺寸与FC型相同,端面处理采用PC研磨方式。
与FC型连接器相比,其结构要复杂一些,内部金属结构中有控制压力的弹
簧,可以避免因插接压力过大而损伤端面。
另外,这种连接器的机械精度较高,因而介入损耗值较小。
(5)MT-RJ型连接器
MT-RJ起步于NTT开发的MT连接器,带有与RJ-45型LAN电连接器相同的闩锁机构,通过安装于小型套管两侧的导向销对准光纤,为便于与光收发信机相连,连接器端面光纤为双芯(间隔0.75mm)排列设计,是主要用于数据传输的下一代高密度光纤连接器。
(6)LC型连接器
LC型连接器是著名Bell(贝尔)研究所研究开发出来的,采用操作方便的模块化插孔(RJ)闩锁机理制成。
其所采
用的插针和套筒的尺寸是普通SC、FC
等所用尺寸的一半,为1.25mm。
这样
可以提高光纤配线架中光纤连接器的密
度。
目前,在单模SFF方面,LC类型的
连接器实际已经占据了主导地位,在多
模方面的应用也增长迅速。
(7)MU型连接器
MU(Miniature unit Coupling)连接器是以目前使用最多的SC型连接器为基础,由NTT研制开发出来的世界上最小的单芯光纤连接器,。
该连接器采用1.25mm 直径的套管和自保持机构,其优势在于能实现高密度安装。
利用MU的l.25mm直径的套管,NTT已经开发了MU连接器系列。
它们有用于光缆连接的插座型连接器
(MU-A系列);具有自保持机构的底板连接器(MU-B系列)以及用于连接LD/PD 模块与插头的简化插座(MU-SR系列)等。
随着光纤网络向更大带宽更大容量方向的迅速发展和DWDM技术的广泛应用,对MU型连接器的需求也将迅速增长
光纤收发器一端是接光传输系统,另一端(用户端)出来的是10/100M以太网接口。
光纤收发器都是实现光电信号转换作用的。
光纤收发器的主要原理是通过光电耦合来
实现的,对信号的编码格式没有什么变化。
目前国外和国内生产光纤收发器的厂商很多,产品线也极为丰富。
为了保证与其他厂家的网卡、中继器、集线器和交换机等网络设备的完全兼容,光纤收发器产品必须严格符合10Base-T、100Base-TX、100Base-FX、IEEE802.3和IEEE802.3u 等以太网标准,。
除此之外,在EMC防电磁辐射方面应符合FCC Part15标准。
时下由于国内各大运营商正在大力建设小区网、校园网和企业网,因此光纤收发器产品的用量也在不断提高,以更好地满足接入网建设的需要。
光纤收发器通常具有以下基本特点。
1.提供超低时延的数据传输。
2.对网络协议完全透明。
3.多采用专用ASIC芯片实现数据线速转发。
可编程ASIC将多项功能集中到一个芯片上,具有设计简单、可靠性高、电源消耗少等优点,能使设备得到更高的性能和更低的成本。
4.设备多采用1+1的电源设计,支持超宽电源电压,实现电源保护和自动切换。
5.支持超宽的工作温度范围。
6.支持齐全的传输距离(0~120公里)
常用的光端机一端是接光传输系统(一般是
SDH光同步数字传输网),另一端(用户端)出来的是2M接口。
另外光端机还有PDH (准同步数字系列)的。
光端机要比光纤收发器复杂得多,除光电的耦合还有复用-解复用,影射-解影射等信号的编码过程。
ST/ST光纤跳线
SC/ST光纤跳线
SC/SC光纤跳线
MT-RJ/SC光纤跳线
MT-RJ/ST光纤跳线
SC光纤连接器组件图ST光纤连接器组件图
光纤适配器组图
FC/FC适配器
ST/SC适配器ST/ST适配器
适配器标准包装。