零件部云母片加工工时
- 格式:xls
- 大小:121.00 KB
- 文档页数:1

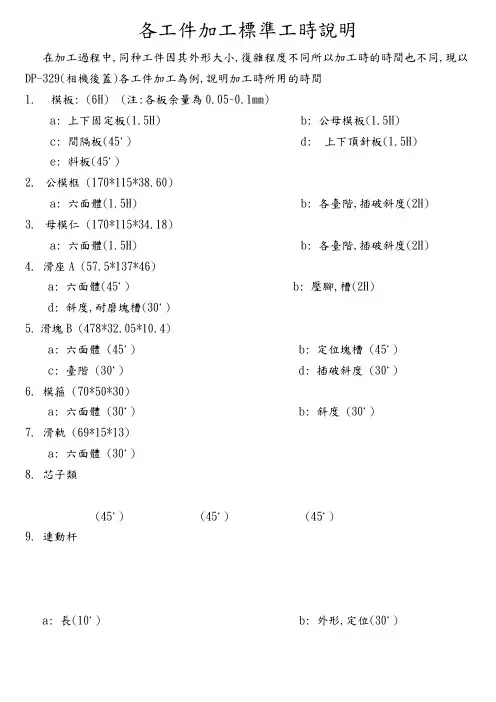
各工件加工標準工時說明
在加工過程中,同种工件因其外形大小,復雜程度不同所以加工時的時間也不同,現以DP-329(相機後蓋)各工件加工為例,說明加工時所用的時間
1.模板: (6H) (注:各板余量為0.05~0.1mm)
a: 上下固定板(1.5H) b: 公母模板(1.5H)
c: 間隔板(45`) d: 上下頂針板(1.5H)
e: 料板(45`)
2.公模框(170*115*38.60)
a: 六面體(1.5H) b: 各臺階,插破斜度(2H)
3.母模仁(170*115*3
4.18)
a: 六面體(1.5H) b: 各臺階,插破斜度(2H)
4. 滑座A (57.5*137*46)
a: 六面體(45`) b: 壓腳,槽(2H)
d: 斜度,耐磨塊槽(30`)
5.滑塊B (478*32.05*10.4)
a: 六面體(45`) b: 定位塊槽(45`)
c: 臺階(30`) d: 插破斜度(30`)
6. 模箍(70*50*30)
a: 六面體(30`) b: 斜度(30`)
7. 滑軌(69*15*13)
a: 六面體(30`)
8. 芯子類
(45`) (45`) (45`)
9. 連動杆
a: 長(10`) b: 外形,定位(30`)
10. 斜pin
a: 寬(30`) b: 斜度(45`)11. 其它類
a: 襯套住(15`) b: 支撐柱(30`)
c: 回針(45`) d: 頂針(40`)
e: 耐磨板(45`)
12. 入子
1.長(30`)
2.壓腳(30`)
3.各臺階(45`)
以上各工件都以各組加工規定為準,六面體所留的余量雙邊0.3mm。

云母板生产工艺
云母板是一种具有高绝缘性能和热稳定性的特种绝缘材料,广泛应用于电气、电子、冶金、化工等行业。
云母板的生产工艺主要包括原料准备、浸泡、压制、烘干和切割等步骤。
首先是原料准备。
云母板的主要原料为云母片材和有机胶水。
云母片材需要进行破碎、筛分和洗净,以去除杂质。
有机胶水需根据云母板的使用要求调整其配方和粘度。
接下来是浸泡。
将清洁的云母片材放入浸泡槽中,与有机胶水混合浸泡。
浸泡时间根据云母板的厚度和尺寸而定,一般为数小时,以保证云母与胶水充分渗透。
然后是压制。
通过涂胶机将浸泡好的云母片材均匀地涂胶后,将其放入压制机中进行压制。
压制机的温度和压力需要根据云母板的要求进行调节,以确保胶水能够固化,并使云母片紧密粘合在一起。
烘干是云母板生产的下一步。
将压制好的云母板放入烘干室中,通过调节室内的温度和湿度,使云母板表面的胶水迅速干燥固化,并提升云母板的强度和稳定性。
最后是切割。
烘干好的云母板会形成一个整体,需要根据客户的要求进行切割和修边。
一般常用的切割方式有机械切割和激光切割。
切割后的云母板就可以作为绝缘材料广泛应用于各种领域了。
总结起来,云母板的生产工艺包括原料准备、浸泡、压制、烘干和切割等步骤。
每个步骤都需要严格控制工艺参数,以保证云母板的质量和性能。
同时,云母板的生产过程也需要注意环保和安全,避免对环境和人体造成不良影响。

云母生产工艺流程一、云母的概述云母是一种具有层状结构的矿物,主要成分为硅酸盐和氧化物,具有良好的导电性、隔热性、耐高温性等特点,广泛应用于电子、建筑、化工等领域。
二、原料准备1.挑选原料:选择质量优良的云母矿石进行加工。
常见的云母矿石有白云母、黑云母、金云母等。
2.粉碎:将挑选好的云母矿石送入粉碎机中进行粉碎,得到符合要求的细度和均匀度的云母粉末。
3.筛分:将粉碎后的云母粉末通过筛网进行筛分,去除杂质和不符合要求的颗粒。
三、湿法制备1.搅拌:将筛分好的云母粉末与水混合,在搅拌机中进行充分混合。
2.沉淀:在搅拌过程中加入沉淀剂,使其与云母形成沉淀。
待沉淀完成后,将上清液放出。
3.洗涤:将沉淀物用水反复洗涤,去除杂质和残留的沉淀剂。
4.过滤:将洗涤好的沉淀物通过过滤器进行过滤,得到湿云母饼。
5.干燥:将湿云母饼送入干燥室中进行干燥,直至其水分含量符合要求。
四、干法制备1.搅拌:将筛分好的云母粉末与添加剂混合,在搅拌机中进行充分混合。
2.压制:将搅拌好的云母粉末送入压力机中进行压制,使其成型。
3.烘干:将成型后的云母坯体送入烘箱中进行烘干,直至其水分含量符合要求。
4.焙烧:将烘干后的云母坯体送入焙烧窑中进行高温处理,使其结晶化和改善性能。
五、加工与成品制备1.切割:将焙烧后的云母坯体经过切割机切割成所需尺寸和形状的基板或片材。
2.表面处理:对切割好的云母基板进行表面处理,如抛光、打磨等,以达到所需的表面精度和光洁度。
3.成品制备:将经过表面处理的云母基板进行加工,如钻孔、切割、折弯等,制成所需的成品。
六、质量检测1.外观检查:对云母产品进行外观检查,包括尺寸、形状、表面质量等方面。
2.性能测试:对云母产品进行性能测试,包括导电性、隔热性、耐高温性等方面。
七、包装与运输1.包装:将符合要求的云母产品进行包装,如塑料袋、纸箱等,以保证其安全运输和储存。
2.运输:将包装好的云母产品送入仓库,并安排专业物流公司进行运输,确保其安全到达目的地。
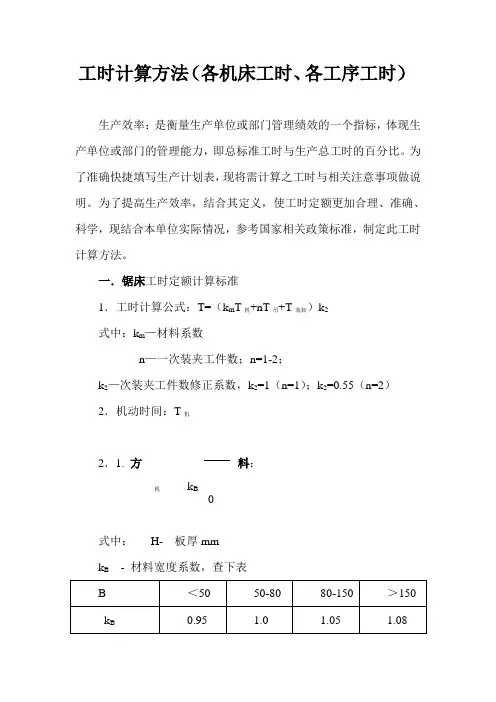
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料:式中: H- 板厚mm k B - 材料宽度系数,查下表T 机=k BH22.2.棒料:式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4..方管:式中:H—方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ;3.吊料时间:4.装卸料时间及其它时间:T机=D24T 机=D —d 02 2410000T 机=H—H 0*B 0208000T吊=L 1000 T装卸LD综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+1800840T =k *a+b a3注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时公式:修磨工时含补焊工时: T 修磨 = T 风割 /22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊 2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC 式中:T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;L Σ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时; 重量系数(B )T风割=风割长度×3+1.5V1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T机注:L/D≥8时,须另增排屑时间60%。