A3报告模板
- 格式:pptx
- 大小:724.21 KB
- 文档页数:8

热轧带肋钢筋组织稳定性控制(A3报告书)目前公司生产的热轧带肋钢筋主要牌号是HRB400E和HRB500E,产品规格是6-40mm,其中6-12mm的为盘条,12-40mm的为直条。
公司生产的热轧带肋钢筋主要是转炉冶炼-高速线材-生产盘条,以及转炉冶炼-棒材-生产直条的工艺。
生产过程中,产品时由出现性能偏低或弯曲出现裂纹的现象。
经对出现问题的钢筋进行分析,主要是产品的组织异常,出现非正常组织,魏氏组织和贝氏体,同时也出现晶粒粗大。
终端用户在施工中对钢筋弯曲加工,出现表面裂纹,经对钢筋做分析,晶粒度粗大,一般在7级以下。
1、规格为18mm HRB400E,钢筋检测的屈服强度低于GB/T14699.2-2018《钢筋混凝土用热轧带肋钢筋》标准要求的大于400MPa的要求。
对钢筋的组织分析,结果如下:铁素体+珠光体+部分魏氏组织;晶粒度:7级。
魏氏组织:1.0 级。
组织中明显可见团块状珠光体(见照片1、2)。
照片1 100X 照片2 500X从分析的结果,导致屈服强度低的主要原因地组织异常,同时晶粒度级别低。
2、温度控制的情况控制标准℃CPK加热段温度℃1050-1200均热段温度℃1100-1190开轧温度℃1030±30 0.737上床温度℃950±30 0.881从生产控制的实绩看,温度控制的范围大,控制能力开轧温度的CPK为0.737,上床温度的CPK为0.881,严重不足。
影响热轧带肋钢筋组织和晶粒度的主要因素是轧制过程中的温度,要系统解决。
三、目标设定通过加强轧钢生产过程的温度控制,实现热轧带肋钢筋产品的组织正常,晶粒度达到8.5级以上。
四、原因分析1、为什么热轧带肋钢筋晶粒度粗大?轧制过程的温度波动大。
(温度控制的能力不足。
)2、为什么轧制过程的温度波动大?轧制过程中的温度控制能力不足。
(轧制过程的温度控制范围大。
)3、为什么轧制过程中的温度控制能力不足?对生产过程的温度控制范围大。

工作年终总结a3报告模板_工作年度总结报告a;一年的经历就在眼前,一年的时光转瞬即逝。
能在__不断磨炼锻炼自我,解决和克服应对的问题。
我受到了很多的启发和实质性的感悟。
期望自我能在以后的工作中发现更多,感悟更多,为了__的明天更精彩出把力出把劲。
下面给大家整理了关于年终总结a3报告模板,方便大家学习。
年终总结a3报告模板1在市食品药品监督管理局和县委、县政府的正确领导下,__食品药品监督管理局以“三个代表”重要思想为指导,深入开展“党风廉政学习教育月”活动,将学习“八荣八耻”与开展食品药品监管工作有机结合,团结一致、扎实苦干、内提素质、外树形象,进一步整顿和规范我县药品市场秩序,同时做好食品安全监管的“抓手”工作,取得了一定成绩,现将__年上半年工作汇报如下:一、稳步开展行风政风建设认真开展“党风廉政学习教育月”活动根据《__食品药品监督管理局“党风廉政学习教育月”活动实施方案》的要求,集中学习了《中国共产党纪律处分条例》、《信访条例》、“八荣八耻”、社会主义荣辱观有关内容等;组织全体党员干部与入党积极分子集中观看《忏悔录》、《“立党为公、执政为民”先进事迹报告》电教片。
提高了党员干部、尤其是领导干部反腐倡廉的主动性和自觉性。
制定完善各项规章制度今年以来,在市局《稽查工作制度》的基础上结合我局的实际情况,制定了__局《稽查工作制度》。
同时重点完善了学习制度、出勤制度等。
学习制度规定在每半个月组织一次集中学习,学习上级有关文件精神,学习“一法两条例”等有关法律法规,从外观发现假劣药、避孕套检查重点,零售药店等检查重点,药品抽检常识等稽查知识,提高执法人员综合素质。
切实开展矛盾纠纷排查工作我局始终把开展矛盾纠纷排查调处活动摆上我局重要的议事日程,主要领导负总责、亲自抓,分管领导具体抓。
指派专门工作人员,负责矛盾纠纷的排查调处活动,并加强同县综治办的联系。
从实际出发,制定切实可行的方案,广泛宣传、精心组织,确保开展矛盾纠纷排查调处活动落到实处。

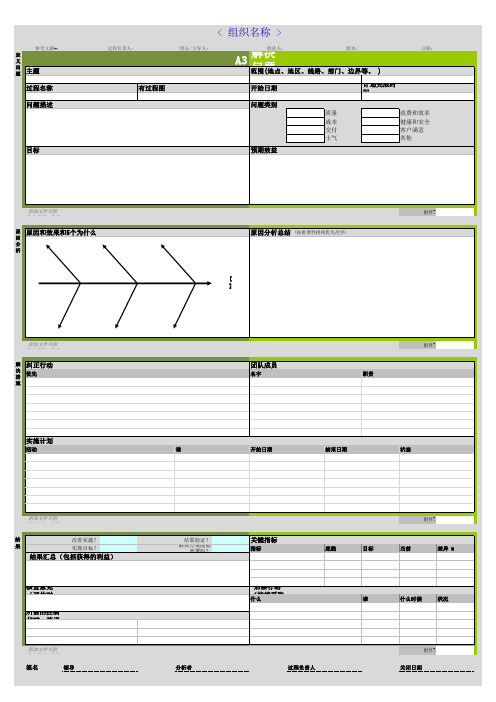
A3报告提供了一种严谨的问题汇报方式,这种问题汇报方式倡导严谨的问题解决方式……在与丰田的主管谈话的过程中,你会发现,她们的竞争优势在于持续改善方面的坚定与执着。
为了获得持续改善,计划、实施、检查、处理(PDCA)深深的融入丰田的公司文化.同样融入公司文化、同样重要的,还有灵活而严谨的、与流程相结合的报告制度。
出于效率的考虑,每份报告的全部内容必须压缩在一张A3纸的一面上,因此这种报告被成为“A3报告”近年来,我国越来越多的企业开始接受精益生产的理念,并投身于精益化浪潮之中。
在帮助企业实施精益生产的过程中,我们发现,几条生产线的精益改善并非难事,但真正对企业最有价值也是最困难的,是使企业具备高效的问题解决能力和自我持续改善的能力,进而形成持续改善的企业文化。
丰田生产方式的两大支柱是JIT和自动化。
竞争对手可以模仿制作丰田的很多工具,照搬JIT和自动化的很多方法,但是如果他们不能连续几十年实现日渐上升的发展轨迹,就无法与丰田公司比肩而行。
与丰田生产方式不同,丰田模式的两个支柱是尊重员工和持续改善。
大多数现代组织都不遗余力地逐步提升自己的表现。
实现持续提升的基本条件是,该组织必须具备高效的问题解决能力.可惜的是,大多数组织在解决日复一日、年复一年反复出现的问题方面缺乏一贯的有效性.虽然很多组织练就了一套高深的“救火"技巧,但是能够大幅降低组织问题反复出现概率的技巧却极其匮乏。
丰田生产方式到底是怎么形成的?简单地说,它是在丰田员工认识问题或机遇、雷厉风行地、全面地“解决”这些问题、寻找更好的做事方法、认真地确认这一做事方法的科学性过程中产生的。
如果新方法不能对生产方式有所改善,问题的解决和验证将继续进行,知道问题得到圆满的解决. 在西方人们通常更看重短期效果。
大家只想把出现的问题处理掉,然后就去忙别的.而在丰田,解决问题的流程和结果一样重要,甚至比结果更重要,并且最终目标不仅仅是立即解决问题,还要确保:随着整个系统的改善,同样的问题在近期不大可能再次出现;问题解决者已经改善了问题解决技巧,可以完成未来出现的更具挑战性的任务。
a3报告范例ok3w_ads(“s004”);ok3w_ads(“s005”);篇一:A3报告范例提高调配A槽金属离子等级----A3报告审核人:(车间专业主管领导)时间:单位:凯圣PPT 车间报告人:篇二:A3报告模板(实例)4.分析6.评估结果和过程7.跟进措施篇三:事故A3报告案例[第1报告]另外,该二号机在2002年进行过弹簧2013.4.4~5.26:53)时进行弹簧替换,今后计划每八年进行两台机的弹簧更换。
保护装置试验结果及其他各试验的动作值(油压值)正常,能够满足作为保护装置的机能。
厂家看法:由于弹簧破损,扳机只能通过自身重力来动作,保护装置油压低?杯阀动作?自动停止,这一连串油3中有汽机跳机时保护装置的动作概略图。
2013.1.18】“在紧急控制装置结构部位中,杯阀的动作一旦变慢就有可能影响主汽机跳机的动作时间,因此在保护0.5MPa以下。
”我们从厂家方面得到《关ES超速跳机机能确认(断油跳阀操作)的要领》这一交待。
1步:状下扳机动作(目测确认)后,确认保护装置的油压迅速降至0.5MPa以下。
在录像上比较一号机保护装置(弹簧正常)动作时的降压状况和二号机同样情况下的降压状况] 2步:第1步中,动作后保护装置油压没有迅速下降的情况下,安装调整临时装置(参照附录4),再次实施保1步。
修补实施时间及修补期间修补时间:2013年2号机中修期间(2013.5.28~6.14:18)计划进行修补。
修补期间:为实施本修补作业,现阶段来看在中修期间计划在制造厂修补及现场恢复等是困难的(从现状来看23天),今后中修工期应该控制在18天内,要进行工期缩短讨论。
修补概要:保护装置(跳机杆弹簧更换调整)及其他相关作业GMS中制定)。
,进行当月的保护装置试,验确认装置的健全性。
完毕常规作业要领附录2保护装置概要图附录3汽机跳机时保护装置动作概略图附录4用临时装置对扳机进行临时处理参考:主汽机保护装置试验动作图紧急调试机分解概要图参考:ES;关于超速跳机机能确认(断油跳阀)要领要領篇四:A3报告模板。
竭诚为您提供优质文档/双击可除工作总结a3报告篇一:A3报告范例篇一:a3报告范例提高调配a槽金属离子等级----a3报告审核人:(车间专业主管领导)时间:单位:凯圣ppt 车间报告人:篇二:a3报告模板(实例)4.分析6.评估结果和过程7.跟进措施篇三:事故a3报告案例[第1报告]另外,该二号机在20XX年进行过弹簧20XX.4.4~5.26:53)时进行弹簧替换,今后计划每八年进行两台机的弹簧更换。
保护装置试验结果及其他各试验的动作值(油压值)正常,能够满足作为保护装置的机能。
厂家看法:由于弹簧破损,扳机只能通过自身重力来动作,保护装置油压低?杯阀动作?自动停止,这一连串油3中有汽机跳机时保护装置的动作概略图。
20XX.1.18】“在紧急控制装置结构部位中,杯阀的动作一旦变慢就有可能影响主汽机跳机的动作时间,因此在保护0.5mpa以下。
”我们从厂家方面得到《关es超速跳机机能确认(断油跳阀操作)的要领》这一交待。
1步:状下扳机动作(目测确认)后,确认保护装置的油压迅速降至0.5mpa以下。
在录像上比较一号机保护装置(弹簧正常)动作时的降压状况和二号机同样情况下的降压状况]2步:第1步中,动作后保护装置油压没有迅速下降的情况下,安装调整临时装置(参照附录4),再次实施保1步。
修补实施时间及修补期间修补时间:20XX年2号机中修期间(20XX.5.28~6.14:18)计划进行修补。
修补期间:为实施本修补作业,现阶段来看在中修期间计划在制造厂修补及现场恢复等是困难的(从现状来看23天),今后中修工期应该控制在18天内,要进行工期缩短讨论。
修补概要:保护装置(跳机杆弹簧更换调整)及其他相关作业gms中制定)。
,进行当月的保护装置试,验确认装置的健全性。
完毕常规作业要领附录2保护装置概要图附录3汽机跳机时保护装置动作概略图附录4用临时装置对扳机进行临时处理参考:主汽机保护装置试验动作图紧急调试机分解概要图参考:es;关于超速跳机机能确认(断油跳阀)要领要領篇四:a3报告模板篇二:A3报告总结解决问题的方案A3报告本条目包含过多不是中文的内容,欢迎协助翻译。
工作总结a3报告工作总结a3报告篇一:生产计划工作总结范文篇一:生产计划述职报告述职报告各位领导、大家好!借此机会首先向支持、栽培我的领导们表示忠心的感谢,现就任职生产计划以来的工作作以下述职,请评议!我于XX年8月16号入职点面光电,担任裁切班长一职,经过3个月以来的努力学习,对公司生产触摸屏有一定的了解。
11月份由于公司人力调动,我担任生产计划一职,9个月以来,在殷主管和吴总的正确领导下、非常清晰地认识了生产计划一职。
在各部门的相互配合下,较好的完成了各项任务。
首先给大家描述下生产计划的含义:生产计划简单的说:就是“什么时间、哪个工段,由谁做什么,做多少”一个作业计划的安排。
其实质:一方面是满足客户需求的出货交期。
另一方面是使公司获得适当的利益,在合理、有效的条件下安排生产。
生产计划是一个公司运营的核心,它与每个部门都是息息相关的,采购物料没有,生产计划无法进行、质量来料检验不合格、生产计划无法实施、设备出现故障,生产计划无法落实,这一切都很顺利的情况下,才能保证业务对应客户的每天出货需求,要做好一个优秀的生产计划,这些所有的信息都必须掌握的很清楚,才能在有效的时间做有效的工作。
其次介绍下我的工作职责:主要分为以下6点:1.负责日常订单的接收、评审、受理跟进和答复2.负责各环节生产进度物料供应跟进3.负责生产任务编制、跟进与实施4.协调公司内各部门解决生产障碍,保证生产任务的顺利进行5. 合理安排工程实验并确认落实情况6. 负责成品退货补货处理,并按时完成上级临时交办的事项入职点面光电以前,我在其他单位是做制造部基层管理人员,我从未接触过生产计划这方面的知识,那时候只知道公司的生物管每月月初会通知公司所有部门相关人员召开《订单产销会》,然后把整个月的出货排程打印好发下来,现场班组长就根据排程自行安排每天出货及加班情况。
入职点面光电以后,发现这个企业与我之前工作单位有很多不一样的地方,计划还要每天编制,同时也对这个工作充满好奇,觉得排计划应该很轻松吧,每天分分任务就可以了。