Q235_Q345焊接工艺评定
- 格式:ppt
- 大小:9.06 MB
- 文档页数:62
焊接工艺评定编号:HP-002使用单位盖章:焊接工艺评定任务书编号:RW-06-02焊接工艺评定方案编号:FA-06-04接头型式: 对接 衬 垫: /衬垫材料: / 30~350其 它: / 2~3mm母 材:类 号: A 类 与类 号: A 类钢 号: Q235 与钢 号: Q235 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径: / 其 它: / 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号:E5015 规格:ф3.2/ф4.0焊丝型号: / 规格: /焊剂型号: /其它: /焊接工艺评定方案编号:FA-06-052~3mm接头型式: 对接30 衬 垫: / 衬垫材料: / 其 它:母 材:类 号: A 类 与类 号: A 类钢 号: Q235 与钢 号: Q235 相焊接 试 件:母 材 厚 度: 12mm 焊缝金属厚度: 13~14mm 管 子 直 径: / 其 它: / 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0焊丝型号: / 规格:/焊剂型号: /其它: /焊接工艺评定方案编号:FA-06-06接头型式: 对接衬其 30~35母 材:类 号: A 类 与类 号: A 类钢 号: Q235 与钢 号: Q235 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径:/ 其 它:/ 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0焊丝型号: / 规格: /焊剂型号: /其它: /打底层1道填充层2道盖面层3道焊接工艺评定报告编号:BG-06-04简图:接头型式: 对接 衬 垫: /衬垫材料: /其 它:母 材:类 号:A 类 与类 号:A 类钢 号:Q235 与钢 号:Q235 相焊接 厚 度:12mm 直 径: /其 它:坡口内外两侧15㎜处打磨干净,露出金属光泽。
钢结构焊接工艺评定要求1 焊接工艺评定准备根据现场的钢结构焊接节点形式,钢材类型、规格,采用的焊接方法,焊接位置,制定焊接工艺评定方案,确定相应的焊接工艺评定指导书,按照GB50661-2011《钢结构焊接规范》的规定施焊试件,切取试样并由具有相应资质的检测单位进行检测试验,测定焊接接头是否具有所要求的使用性能,并出具检测报告;应由相关机构对施工单位的焊接工艺评定施焊过程进行见证,并由具有相应资质的检测单位根据检测结果及规范要求的相关规定对拟定的焊接工艺进行评定,并出具焊接工艺评定报告。
焊接工艺评定的环境应反映本工程的施工现场条件;焊接工艺评定中的焊接热输入、预热、焊后处理等施焊参数,应根据被焊材料的焊接性制定;本工程现场所采用的焊接方法为手工电弧焊(SMAW)和半自动药芯焊丝二氧化碳气体保护焊(FCAW-G)。
焊接工艺评定所用设备、仪表的性能应处于正常工作状态,焊接工艺评定所用的钢材、焊接材料必须能覆盖实际工程所用材料并应符合相关标准要求,并具有生产厂出具的质量证明文件及焊接材料的化学成分表和力学性能表。
焊接工艺评定试板:由制作厂提供,提供所使用的母材质量证明书、焊材质量证明书。
如果是角接,还应有宏观酸蚀试样加工,并提供镜像照片。
焊接过程处理:焊前采用约束板将两块板进行固定,预热的加热区应在焊缝坡口两侧;大于板厚1.5倍且不小于100mm;焊接完成后沿焊缝两侧大于150mm 范围均匀加热至≥150C°,采用保温棉等材料进行围裹。
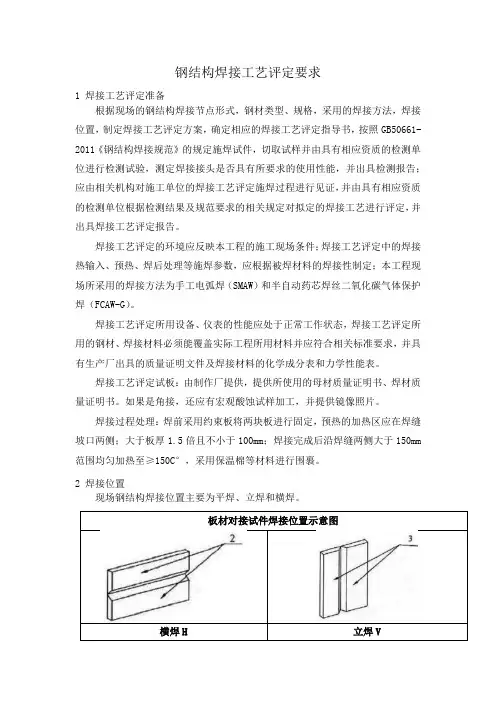
2 焊接位置现场钢结构焊接位置主要为平焊、立焊和横焊。
横焊H 立焊V3 焊接工艺评定替代规则本工程所使用钢板材质为Q345B、Q345C、 Q345GJC,和Q390GJC、Q420GJC,其中Q345属于Ⅱ类钢材,Q390属于Ⅲ类钢材,Q420属于Ⅳ类钢材,根据钢结构焊接规范要求,Ⅱ、Ⅲ类别钢材中高级钢材的焊接工艺评定结果可代替低级别钢材,因此本工程选用Q345GJC钢材做Ⅱ类钢材焊接工艺评定,可代替Q345B、Q345C钢材材质。
钢结构制作焊接工艺评定方案编制:________审核:________批准:________菏泽汇隆杭萧钢构有限公司一、总则1、本焊接工艺评定方案针对菏泽汇隆杭萧钢构有限公司生产工艺评定。
2、焊接工艺评定执行标准GB 50661-2011 钢结构焊接规范GB50205-2001 《钢结构工程施工质量及验收规范》GB/T 1591-94 《低合金结构钢》YB4104-2000 《高层建筑结构用钢板》GB/T 5118-95 《低合金钢焊条》GB/T14957-94 《熔化用钢丝》GB/T12470-90 《低合金钢埋弧焊用焊剂》GB/T 8110-95 《气体保护电弧焊用碳钢、低合金钢焊丝》GB 3323-87 《钢熔化焊对接接头射线照相和质量分级》GB 11345-89 《钢焊缝手工超声波探伤方法和探伤结果分级》GB 2650-89 《焊接接头冲击试验方法》GB 2651-89 《焊接接头拉伸试验方法》GB 7032-86 《焊接接头弯曲及压扁试验方法》GB 7032-86 《T 型角焊接头弯曲试验方法》GB 228-87 《金属拉伸试验方法》GB 232-88 《金属弯曲试验方法》二、工程概况1.生产使用的主要材料材质包括Q235B、Q345B等,材质的类型主要是钢板。
工程钢材由本公司统一采购:表一:现用钢材Q235、 Q345规格2.焊接材料的使用及匹配:1)表二:二氧化碳气体保护焊选用焊丝型号(GMAW)工厂所使用的保护气体(纯度%)(菏泽市雄风气体有限公司)2)表三:自动埋弧焊选用焊丝、焊剂型号(SAW)3.本次焊接工艺评定报告的命名方式为HLHX-HP-XXXXXX。
表四:焊接坡口形式:4.焊接工艺评定试件检验试样的类别和试样数量根据钢结构焊接规范《GB50661-2011》条款,对焊接工艺评定试件进行以下项目的检测;表五:试件检测项目及数量5.评定合格的试件厚度与工程适用厚度范围三、焊接工艺评定安排1、试件备料下料时记下钢板批号、熔炼号。
q235与q345焊接的焊缝强度焊接是一种常见的连接方法,广泛应用于各行各业中。
其中,焊接钢材是焊接中的一种常见情况。
q235和q345是两种常见的钢材,那么在焊接q235和q345时,焊缝强度如何呢?需要了解q235和q345的基本情况。
q235是一种碳素结构钢,其化学成分为C、Si、Mn、S、P等元素,其中碳含量较低,通常不超过0.22%。
而q345是一种低合金高强度结构钢,其化学成分为C、Si、Mn、S、P、V、Nb、Ti等元素,其中碳含量小于0.20%。
由于q345含有更多的合金元素,因此具有更高的强度和更好的韧性,适用于更高的负荷和更严苛的环境。
在焊接q235和q345时,需要注意以下几点:1.选择适当的焊接方法。
对于q235和q345的焊接,最常用的方法是电弧焊。
如果需要更高的焊接质量和可靠性,则可以选择气体保护焊、等离子焊或激光焊等高端技术。
2.选择合适的焊接材料。
焊接材料应与基材相似,通常选择相同或相似的钢材作为焊接材料。
在焊接q235和q345时,通常使用q235或q345钢材作为焊接材料。
3.控制焊接参数。
焊接参数包括焊接电流、电压、焊接速度、焊接角度等,这些参数需要严格控制,以确保焊接质量和焊缝强度。
一般来说,焊接电流越大,焊缝强度越高,但过大的电流会导致焊缝变形和裂纹。
因此需要根据实际情况选择合适的焊接参数。
4.进行适当的后处理。
焊接完成后,需要进行适当的后处理,包括去除焊渣、打磨、除锈、喷漆等。
这些处理可以有效提高焊接质量和焊缝强度。
总的来说,焊接q235和q345的焊缝强度取决于多种因素,包括焊接方法、焊接材料、焊接参数和后处理等。
如果控制得当,焊接质量可以达到很高水平,焊缝强度也会相应提高。
因此,在进行焊接时,需要根据实际情况选择合适的方法和参数,以确保焊接质量和焊缝强度。
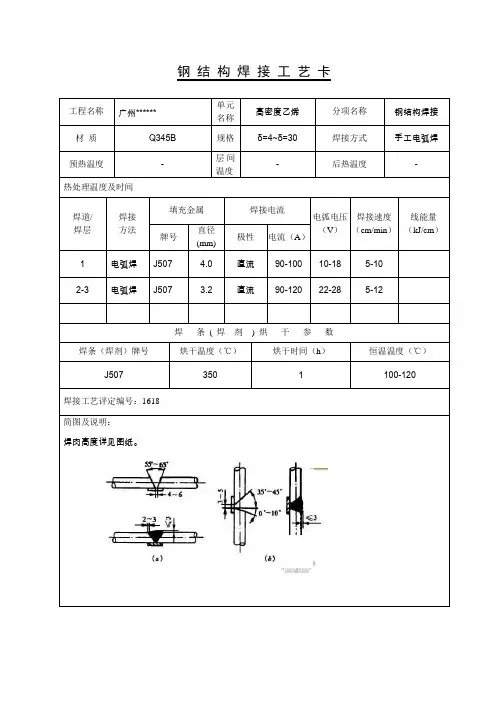
钢结构焊接工艺卡工程名称广州******单元名称高密度乙烯分项名称钢结构焊接材质Q345B 规格δ=4~δ=30 焊接方式手工电弧焊预热温度- 层间温度- 后热温度-热处理温度及时间焊道/ 焊层焊接方法填充金属焊接电流电弧电压(V)焊接速度(cm/min)线能量(kJ/cm)牌号直径(mm)极性电流(A)1 电弧焊J507 4.0 直流90-100 10-18 5-102-3 电弧焊J507 3.2 直流90-120 22-28 5-12焊条( 焊剂) 烘干参数焊条(焊剂)牌号烘干温度(℃)烘干时间(h)恒温温度(℃)J507 350 1 100-120焊接工艺评定编号:1618简图及说明:焊肉高度详见图纸。
钢结构焊接工艺卡工程名称广州-*****单元名称高密度乙烯分项名称钢结构焊接材质Q235B 规格角焊缝焊接方式手工电弧焊预热温度- 层间温度- 后热温度-热处理温度及时间焊道/ 焊层焊接方法填充金属焊接电流电弧电压(V)焊接速度(cm/min)线能量(kJ/cm)牌号直径(mm)极性电流(A)1 电弧焊J422 4.0 直流90-100 10-18 5-102-3 电弧焊J422 3.2 直流90-120 22-28 5-12焊条( 焊剂) 烘干参数焊条(焊剂)牌号烘干温度(℃)烘干时间(h)恒温温度(℃)J422 150 1 100-120焊接工艺评定编号:1674简图及说明:T型接头和角型接头。
兰州工业学院毕业设计(论文)题目Q235钢的焊接性分析及焊接工艺评定系别材料工程学院专业焊接技术及自动化班级焊接11-2姓名学号指导教师(职称)日期2014年3月目录摘要 (1)Abstract (2)第一章绪论 (3)1.1 碳钢简述 (3)1.2 Q235钢的化学成分分析 (4)1.3 Q235的机械性能 (4)1.4 本次设计实验技术路线图 (5)第二章Q235钢板的焊接 (6)2.1 板材厚度的选择 (6)2.2 焊接材料的选择 (6)2.3 焊接方法和焊接设备的选定 (6)2.4 焊焊前准备 (7)2.4.1 焊接接头形式及坡口准备 (7)2.4.2 工件共建表面的清理 (7)2.5 焊接工艺参数的制定 (8)2.5.1 焊条直径 (8)2.5.2 焊接电流 (8)2.5.3 焊接电压 (9)2.5.4 焊接层数 (9)2.6 焊接及焊后热处理 (10)2.6.1 防止裂纹的产生 (10)2.6.2 结晶裂纹的产生原因 (11)2.6.3 冷裂纹的防止措施 (12)2.6.4 严格控制氢的来源 (12)2.7 焊后热处理 (13)2.8 焊接时应注意的要点 (13)第三章Q235金属试样的制备 (15)3.1 取样 (15)3.2 粗磨 (15)3.3 细磨 (16)3.3.1 手工磨 (16)3.3.2 机械磨 (17)3.4 抛光 (17)3.5 浸蚀 (19)第四章试样组织观察及分析 (20)4.1 焊接接头组织 (20)4.2 试样的观察 (20)4.3 试样的分析 (21)结论 (25)参考文献 (26)致谢 (27)外文文献及译文 28兰州工业学院毕业设计(论文)任务书材料工程系2014届焊接技术及自动化专业毕业设计(论文)任务书摘要Q235低碳钢在现代工业上应用十分广泛,本文主要针对Q235低碳钢板材的焊接工艺进行设计,通过经济和操作性两个方面的考虑,选用手工电弧焊进行焊接,焊接后变形小,缺陷少,焊接质量良好,当然最重要的是焊接工艺参数设计正确。
Q235与Q345R在钢结构中不同位置焊接材料的选择根据Q235与Q345R在钢结构中不同位置的焊接实例分析和试验结果,阐述其钢结构制造过程中,如何选择焊缝金属填充材料时的方法。
标签:钢结构;焊缝;Q235;Q345R;机械性能一、Q235普通碳素钢与Q345R低合金钢焊接工艺在钢结构的制造过程中,是具有一定难度的,主要体现在进行制作的过程中容易遇到一系列的焊接问题,从而影整体的焊接效果,由于异种钢焊接的过程中主要会遇到异种钢焊接和金相组织存在不同的情况的发生,并主要体现在以下几个方面,以往普通的碳素钢结构设计一般体现在相关的资料中,而异种钢的焊接却具有一定的特殊性,并主要体现在以下几个方面,a.选择焊接工艺:对于施工工艺的挑选主要以异种钢中合金化程度为主,一般来说是要选择焊接性较差的钢;b.选择填充材料:对于填充材料的选择一般需要挑选具有异种钢强度较硬的材料,化学成分也要尽可能的符合异种钢成分较少的基于于普通碳素钢与低合金钢的焊接的考量,需要根据实际的构件的结构以及具体的受力情况而定,要保证决定的过程中具有一定的科学依据。
二、异种钢焊接化学成分变化及对机械性能的影响焊接材料选择T426,主体情况如图l以下所示:电弧焊在实际应用的过程中主要是需要通过电弧放电过程中所产生的热量作为主要根据,并用来融化母材以及填充金属,在电弧固有性质的影响下,被融化的母材金属以及相关的填充金属需要在实际焊接的部位形成一个熔池,但熔池具有较高的温度会造成冶金出现激烈的反应,从而加速产生一系列的化学反应,当熔池金属在经过冶金反应后更是促使熔池的金属反应发生一系列的物理变化,从而造成了化学成分的改变。
因此,在规范焊接条件下,母材需要按照合理的融合比来进入熔池,并促使金元素由密集区域向反方向的扩散,以此来促使被融化的母材部分的合金元素被稀释,但在这过程中会使得整体的母材硬度下降,更会在一定程度上影响整体的结构性质和结构质量例如:1.以简体材质的压力容器为例,如图二所示:简体作为压力容器的主要受压元件,若是选用T426焊条进行筒体和垫板焊接,便会降低硬度,也会影整体的结构完整度,因此进行这就需要用另一种型号的材料,并保证材料在融的过程中减少实际的稀释程度,也能减母材所收到的相关影响,(这种情况多现在压力容器支座垫板、塔式压力容器台支腿的垫板和塔式压力容器裙座与底的椭圆封头部位)2.以简体材质为塔式压力容器为例,如图三所示:由于接下来要研究的物质均属于筒体,作为压力容器的主要受压元件,更是要在经济的方面进行考虑,若是将其设计成普通碳素钢,并通过此方法来降低成本,那么就要选用T426焊条进行两种材质简体来进行焊接,如实按照上述的方法来进行,则焊缝的强度是达标的。
ASME IX Q345B+Q345BQ235B焊接工艺评定报告PQR__________ 有限公司焊接工艺评定报告(PQR)公司名称:Company Name__________ 有限公司 PQR NoPQR-1908 日期 Date20__.09.02 WPS No.WPS-1908 焊接方法Welding ProcessGMAW 自动化程度TYPE(S)半自动焊 Semi-automatic welding接头 JOINTS (QW-402)衬垫 Backing :无Without 根部间隙 R oot spacing :无 Without 成型块 Retainers :无Without母材Base Metals(QW-403)材料标准号 Base Metal Specification :GB/T 3274-20__ ;材料等级Grade :Q345B与to 材料标准号 Base Metal Specification :GB/T 3274-20__ ;材料等级 Grade :Q345B相焊;试件厚度 Base Metal Thickness :40mm;试件直径 Base Metal Diameter :/最大焊道厚度 Ma_imum pass thickness :≤13mm焊接方法 Welding ProcessGMAW 填充金属 Filler Metals(QW-404)SFA No.SFA 5.18 ER70S-6 F-No.6 A-No.1 焊丝-焊剂商标牌号 Flu_/wire designationYH50-6(运河牌) 焊丝-焊剂标准和型号 Flu_/wire specification class GB/T 8110-2021,ER50-6 填充金属产品形式 Filler metal product form 实芯焊丝 Bare填充金属尺寸 Size of Filler MetalsΦ1.2mm 评定的焊缝金属厚度 Weld Metal Thickness :25mm 附加填充金属Supplement 无 None 焊接位置 POSITIONS(QW-405)焊接位置 Position(s)1G 焊接方向 Welding Progression:向上 Up预热 PREHEAT(QW-406)预热温度和预热方式 Preheat Temperature and Preheat Method102℃,火焰加热 Flame 最高层间温度 Interpass Temperature, Ma_imum 330℃预热保持时间和温度 Preheat MaintenanceNone 焊后热处理 POSTWELD HEAT TREATMENT(QW-407)温度范围 Temperature Range590-600℃ 时间范围 Time Range3.5h 气体 GAS (QW-408)N.A气体 Gas(es) 混合比量 Mi_ture 流量 Flow Rate焊接保护气 ShieldingAr+CO 278-82Ar+18-22CO 215 L/Min 尾部保护气 Trailing无 No -- -- 背面保护气 Backing无 No -- -- 焊接技巧 TECHNIQUE (QW-410)直进焊或摆动焊 String or Weave Bead摆动焊 Weave Bead嘴孔或喷嘴尺寸 Orifice or Gas Cup SizeΦ16mm 打底焊道和中间焊道的清理方法 Method cleaning打磨 Grinding背面清根方法 Method of Back Gouging打磨 Grinding导电嘴至工件距离Tube-work distance 15mm 每侧多道焊或单道焊Multiple or Single Pass (Per Side)多道焊 Multiple Pass多丝焊或单丝焊 Multiple or Single Electrodes单丝焊 Single Electrode锤击有无 Peening无 No 电特性 ELECTRICAL CHARACTERISTICS(QW-409)过渡模式 Transfer mode 喷射过渡 Spray transfer 焊层 Weld Layers 焊接方法 Process 填充金属 Filler Metal 电流 Current 电压 Volt Range (V) 焊接速度 Travel Speed Range (mm/min) 热输入 Heat Input (J/mm) 种类 Class 直径 Dia.(mm)类型和极性 Polar 安培.RangeAll GMAW ER50-6 1.2 直流反接DCEP 150-280 24-32 80-300 720-4480注 Note:QW403.10, QW404.27, QW404.32, QW-407.4, QW408.10, QW-410.7,QW-410.15, QW QW-410.64 Not licable.拉伸试验(QW-150)Tensile Test试样号_Specimen No 宽 _____厚 Width _____Thickness (mm _____mm)面积Area (mm 2 )极限总载荷 Ultimate Total Load(kN)极限单位应力Tensile Strength (MPa) 破坏性质和位置 Type of Failure Location 结论 Result PQR-1908 T1 39.26 _____18.80 738.09 391.19 530 塑性断于母材 Ductile, Base metal合格Accepted PQR-1908 T2 39.22 _____18.76 742.04 385.86 520 塑性断于母材 Ductile, Base metal合格Accepted _QW-462.1(a)导向弯曲试验(QW-160)Guided Bend Test类型和图号 Type and Figure No 结论 Result PQR-1908-1 侧弯 Side bend, QW-462.2按 QW-163(4T,180°)试验合格 Accepted per QW-163(4T,180°)PQR-1908-2 侧弯 Side bend,QW-462.2按 QW-163(4T,180°)试验合格 Accepted per QW-163(4T,180°)PQR-1908-3 侧弯 Side bend,QW-462.2按 QW-163(4T,180°)试验合格 Accepted per QW-163(4T,180°)PQR-1908-4 侧弯 Side bend,QW-462.2按 QW-163(4T,180°)试验合格 Accepted per QW-163(4T,180°)冲击试验(QW-170)Toughness Test试样号 Specimen No 缺口位置 Notch Location 缺口型式Notch Type 试样尺寸Specimen size 试验温度 Test Temp 冲击功 Impact Values (J) 结论Result PQR-1908 I1焊缝Weld V 10 _____10 _____55 20℃ 78 合格 AcceptedPQR-1908 I276 PQR-1908 I386 PQR-1908 I4热影响区 HAZ120 PQR-1908 I5136 PQR-1908 I6132 角焊缝试验 Fillet Weld Test(QW-180)N/A 结果是否满意 Result---Satisfactory: 是 Yes否 No;熔透母材 Peration into Parent Metal: 是 Yes否 No宏观检测结果 Macro-Result其它试验 Other TestsN/A 试验类型Type of Test超声检测UT:UT-PQR1908-01, Accepted熔敷金属成分 Deposit Analysis其它 Other焊工姓名Welder&rs;s Name ____上班考勤号Clock No--钢印号St No01试验执行人 Test Conducted by: ______实验室实验编号 Laboratory Test No20__-L358/0359/0360兹证明本报告所述均属正确,并且试验是根据 ASME 规范第 I_ 卷的要求进行试样的准备、焊接和试验的。
Q345钢CO2气体保护焊焊接工艺的评定摘要本文以Q345钢的CO2气体保护焊的工艺为例对其进行了分析与研究。
Q345钢综合力学性能良好,低温性能亦可,塑性和焊接性良好,用做中低压力容器、油罐、车辆、起重机、矿山机械、电站、桥梁等承受动载荷的结构。
热轧或正火状态使用,可用于-40℃以下寒冷地区的各种结构。
二氧化碳气体保护焊目前已发展成为一种重要的熔焊方法,具有成本低、效率高、操作灵活等特点。
广泛应用于汽车、工程机械、造船业、机车、电梯、锅炉压力容器等制造业,以及各种金属结构和金属加工机械的生产。
首先分析了Q345钢的焊接性,其次对CO2气体保护焊特点和工艺的进行了分析,从而确定了Q345钢的CO2气体保护焊焊接工艺。
通过工艺参数的优化选择,不仅能减少焊接过程中的常见问题,而且有效减少焊接缺陷的出现,并能提高生产效率,节约生产成本。
关键词:Q345钢,CO2气体保护焊,工艺,焊接缺陷目录1.Q345钢的焊接特点……..........................................................…CO2气体保护焊简介…………………….........................................…2. CO2气体保护焊发展史……………………...............................…3.CO2气体保护焊特点……......................………………..………..4.CO2气体保护焊冶金原理……..................................................…5.CO2气体保护焊的熔滴过渡形式 (7)6.第2章 CO2 气体保护焊工艺………………..............................………7.焊前准备..…….......................................………………………………8.坡口设计…................................................................. ........…9.坡口加工方法与原理…......................................................……10.定位焊缝…….........................................................................11.焊接参数的选择……….............................................................……..12.焊丝直径的选择……………................…………………………13.焊接电流的选择………..…...................………………………..14.电弧电压的选择……….………...............………………………15.焊接速度的选择…………..…………..................................…16.焊丝伸出长度的选择….....................................................……17.电流极性的选择……............................................................…18.气体流量的选择…............................................................……19.第3章 Q345钢在CO2气体保护焊时常见问题及对策…....….…20.焊接裂纹..…………………………...................……….…..…….……21.冷裂纹………………………………..................................………22.其它裂纹…………………………….............................…….……23.气孔……………………...….............................................. ...…..……24.N2气孔…................................................................. ..........……25.H2气孔…................................................................. ...........……26.CO气孔…................................................................. ..........……27.焊接飞溅…................................................................. .....................28.飞溅产生原因…...............................................................……29.减少飞溅的方法…............................................................……30.第4章 Q345钢工艺评定的目的和方法…...................31.Q345钢工艺评定的规程..........................................………………32.工艺规程的实施过程................................................................... ..............33.Q345钢筒体制造装配工艺过程卡…................................................................. ............34.Q345钢筒体焊接工艺卡…...........................................................35.结论................................................................... ................................36.谢辞................................................................... ..............................37.参考文献................................................................... .....................前言随着改革开放的突飞猛进和社会主义现代化建设的日新月异,我们对焊接技术提出了更高的要求。
焊接工艺评定规程编制:校对:审核:批准:********************股份有限公司焊接工艺评定规程1 目的和范围1.1目的:为确保焊接质量符合要求。
1.2范围:适用于我公司搅拌车筒体焊接、散装车(粉类物料)筒体焊接等关键特殊工序中各种类型手工或机械化焊接方法的焊接工艺的评定,并可作为质量检验的依据。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。
GB/T2651-2008《焊接接头拉伸试验方法》GB/T985.1-2008《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》GB/T2653-2008《焊接接头弯曲试验方法》GB/T228.1-2010《金属材料拉伸试验第一部分:室温试验方法》GB/T232-2010《金属材料弯曲试验方法》3 要求3.1本工艺评定规程应结合产品设计图纸技术要求、焊接作业指导书(工艺卡)同时使用。
3.2焊接前准备3.2.1焊工必须经过焊接理论学习和实际培训,经考核并取得合格证书,方可从事焊接工作。
3.2.2焊接用焊条、焊丝、焊剂等必须按规定验收合格后才能使用。
3.2.3所用的焊接材料,必须按产品技术条件要求和工艺文件规定的牌号、规格和质量要求,材料代用时必须办理手续。
3.2.4焊条、焊剂在使用前必须按规定烘干。
3.2.5焊接前焊道周围10-20mm之内应清除其表面污垢、油漆、水分、铁锈等杂质。
3.2.6拼装好的零部件焊接前,应按达到试件形状尺寸。
3.2.7必须根据焊接位置,接头形式和作业效率等选择合适的焊接辅助装置。
3.2.8焊机运转必须正常,电线与接触部份应良好,极性的正常运用,自动和气体保护焊机送丝机构、导电咀、导电轮磨损应调换、电流、电压仪表必须灵敏正确、完整才能使用。
3.3试件的准备3.3.1 母材可以是板材、管材或其他制品。
板材的焊接评定同样也适用于管材的焊接评定,反之亦然。
附件一焊接工艺评定1.下列情况必须进行焊接工艺评定1.1 首次使用的钢材应进行工艺评定;1.2 首次采用的焊接方法;1.3 采用新的焊接材料施焊;1.4 首次采用的重要焊接接头型式。
2.工艺评定用的钢材、焊接材料和焊接方法应与工程所使用的相同;对于要求溶透的T型接头焊接试件,应与工程实物相当。
3.焊接工艺评定应由较高技能的焊工施焊。
4.试件焊缝尺寸的允许误差偏差、焊缝的外观缺陷应符合JB4708的要求,对接焊缝需进行X射线探伤检验,合格标准按JB4730标准不低于2级;对T型接头的组合焊缝应做底倍金相试片,检查溶合情况,对埋弧焊试件应测定焊缝成型系数,其值应大于1.2。
5.焊接接头的力学性能试验应符合《焊缝金属及焊接接头力学性能试验》(GB2649~2656)的规定。
其取样方法、取样数量、试验合格标准应符合JB4708标准。
6.焊接工艺评定试验必须按照焊接工艺指导书进行。
焊接工艺评定试验不合格时须重新编制焊接工艺指导书。
7.焊接工艺评定结束,应填写焊接工艺评定报告。
工艺评定报告内容包括实际焊接工艺参数、母材和焊材质量证明书(复印件)、探伤报告、试验报告,最后应有结论:试验合格或不合格。
附件二焊接工艺规程1. 适用范围为保证本工程现场焊接质量,有效控制现场焊接质量,特编制本常用焊接工艺规程。
与工程施工中发生可能影响焊接质量的修改和变化,应对本工艺规程进行即时的修改或重新编制。
2.编制依据本公司已完成的焊接工艺评定及设计图纸和国家相应的施工规范、标准。
3.通用规定气体保护焊、埋弧自动焊。
3.1 本工程现场施焊焊接方法为焊条电弧焊、CO2根据设计施工图纸的规定的材料为16Mn和Q235,施工中对应使用的焊接材料为J507焊条和J427焊条、H08Mn2Si焊丝、H08Mn焊丝。
焊条在施焊前应进行350℃-450℃的烘烤,并保温1-2小时,拿出烘箱后应使用焊条保温筒携带。
3.2 现场施工应有有实践经验焊接技术人员指导焊接工作。
接工艺指导书编号: MSB— 07GYZD-04焊接工艺评定报告编号: MSB—07GYPD-04焊接工艺评定报告母材材质: Q345B 母材厚度:16mm 8mm无锡市现代钢结构工程有限公司二00九年四月十日二平焊H10Mn2 4mm 直流500 38 40 16mm16mm 钨极类型板直径:__________________________喷嘴直径(mm)________________________熔滴过度形式:___________________________焊丝送进速度(cm/min)随电流大小自动调整技术措施:摆动焊或不摆动焊: 不摆动摆动参数:焊前清理和层间清理: 磨光机清理背面清根方法: 碳弧气刨单道焊或多道焊(每面): 多道焊,每面两道单丝焊或多丝焊: 单丝焊导电嘴至工件距离(mm): 20-30 锤击:编制林树峰日期4-10 审核顾友芳日期4-10 批准王顺日期4-11焊接工艺指导书焊接工艺指导书编号MSB—09GYZD-04日期 2009.03焊接工艺评定报告编号MSB—07GYPD-04焊接方法埋弧焊机械化程度(手工、半自动、自动) 半自动焊接接头:坡口形式: V型、X型衬垫(材料及规格): 焊剂J431其他:______________________简图:(接头形式、坡口形式及尺寸、焊层、焊道布置及顺序)焊接工艺评定报告接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)母材:材料标准: GB/1591-94钢号: Q345B厚度: 16mm 8mm直径:__________________________ 其他:__________________________ 焊后热处理:温度范围(℃)保温时间(h)气体:气体混合比流量(L/min) 保护气_______ _______ _______尾部保护气_______ _______ _______ 背面保护气_______ _______ _______填充金属:焊材标准: 《埋弧焊用低合金钢焊丝和焊剂》GB/T12470-90焊材牌号: H10Mn2 HJ431焊缝金属厚度:____________________ 其他:____________________________ 电特性:电流种类:直流极性:直流反接钨极尺寸:________________________ 焊接电流(A): 350-600电弧电压(V): 30-40焊接位置:对接焊缝位置: 水平方向角焊缝位置: 水平方向技术措施:焊接速度(cm/min) 摆动或不摆动:不摆动评定结果:合格焊工姓名焊工代号施焊日期编制日期审核日期批准日期。
Q345钢焊接工艺评定Q345钢是一种常用的低合金高强度结构钢,在工业制造和建筑领域广泛应用。
为了确保焊接质量和结构的稳定性,必须对Q345钢的焊接工艺进行评定。
首先,焊接前应对钢材进行材质检验和表面处理。
通过化学成分分析和机械性能测试,确保钢材符合焊接规范的要求。
同时,对钢材表面进行清理和除氧处理,以保证焊接区域的清洁度和焊缝的质量。
其次,在选择焊接材料时,应根据具体焊接要求选用适当的填充材料和保护气体。
通常情况下,选择相同或相似化学成分的钢材作为填充材料,以确保焊缝的一致性和强度。
同时,根据具体焊接方法选择合适的保护气体,如氩气或二氧化碳,以减少焊接过程中的氧气和水分对焊缝的不良影响。
在焊接过程中,应控制焊接参数以确保焊接质量。
包括焊接电流、焊接电压、焊接速度等参数。
焊接参数的选择应基于焊材的规格和厚度,保证焊缝的充实度和强度。
并严格遵守焊接规程和安全操作规范,确保操作人员的安全。
最后,在焊接完成后,应对焊接接头进行无损检测和力学性能测试。
无损检测方法可以采用超声波检测、射线检测或磁粉检测等,以检测焊缝中可能存在的缺陷。
力学性能测试可以检测焊缝和母材的强度、韧性和冲击性能,以验证焊接的可靠性和结构的安全性。
总之,Q345钢的焊接工艺评定是确保焊接质量和结构安全的关键步骤。
通过严格的材质检验、适当的材料选择、控制合适的焊接参数和进行全面的焊后检测,可以保证焊接接头的质量和整体结构的稳定性。
同时,确保焊接操作人员的安全和设备的正常运行,以提高焊接工艺的可靠性和效率。
为了保证Q345钢的焊接质量,需要对焊接工艺进行评定。
焊接工艺的评定是通过一系列的试验和检测来确定所选择的焊接参数和工艺的可行性和有效性。
下面将进一步探讨与Q345钢焊接工艺评定相关的内容。
在焊接工艺评定中,首先需要确定适合Q345钢焊接的焊接方法。
常用的焊接方法包括手工电弧焊、埋弧焊、氩弧焊和气体保护焊等。
根据具体的焊接要求和工程需求,选择适合的焊接方法。