焊接工艺评定报告书样本
- 格式:doc
- 大小:175.50 KB
- 文档页数:9
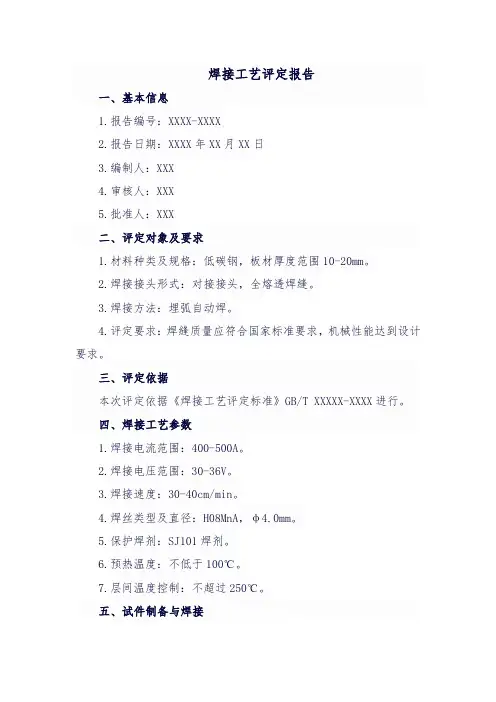
焊接工艺评定报告一、基本信息1.报告编号:XXXX-XXXX2.报告日期:XXXX年XX月XX日3.编制人:XXX4.审核人:XXX5.批准人:XXX二、评定对象及要求1.材料种类及规格:低碳钢,板材厚度范围10-20mm。
2.焊接接头形式:对接接头,全熔透焊缝。
3.焊接方法:埋弧自动焊。
4.评定要求:焊缝质量应符合国家标准要求,机械性能达到设计要求。
三、评定依据本次评定依据《焊接工艺评定标准》GB/T XXXXX-XXXX进行。
四、焊接工艺参数1.焊接电流范围:400-500A。
2.焊接电压范围:30-36V。
3.焊接速度:30-40cm/min。
4.焊丝类型及直径:H08MnA,φ4.0mm。
5.保护焊剂:SJ101焊剂。
6.预热温度:不低于100℃。
7.层间温度控制:不超过250℃。
五、试件制备与焊接1.试件尺寸及坡口形式:试件长度500mm,宽度200mm,厚度15mm;坡口形式为V型坡口,角度60°,根部间隙2mm。
2.试件预处理:试件表面进行打磨、除锈处理,确保无油污、水分等杂质。
3.焊接设备:选用埋弧自动焊机,确保设备性能稳定可靠。
4.焊接过程描述:采用多层多道焊,每层焊道厚度控制在3-4mm,确保焊缝成形良好,无未熔合、夹渣等缺陷。
焊接过程中严格控制层间温度,避免过高或过低的温度对焊缝质量造成影响。
六、检验与试验1.外观检查:焊缝表面平整,无裂纹、咬边、夹渣等明显缺陷。
2.无损检测:采用X射线对焊缝进行100%检测,未发现未熔合、未焊透等内部缺陷。
3.机械性能测试:1.拉伸试验:按照GB/T 2651-2008进行,试样取自焊缝中心部位,拉伸强度达到母材的95%以上,满足要求。
2.弯曲试验:按照GB/T 2653-2008进行,试样经180°弯曲后,无裂纹产生,满足要求。
3.冲击试验:按照GB/T 229-2007进行,焊缝及热影响区的冲击韧性值均高于母材,满足设计要求。
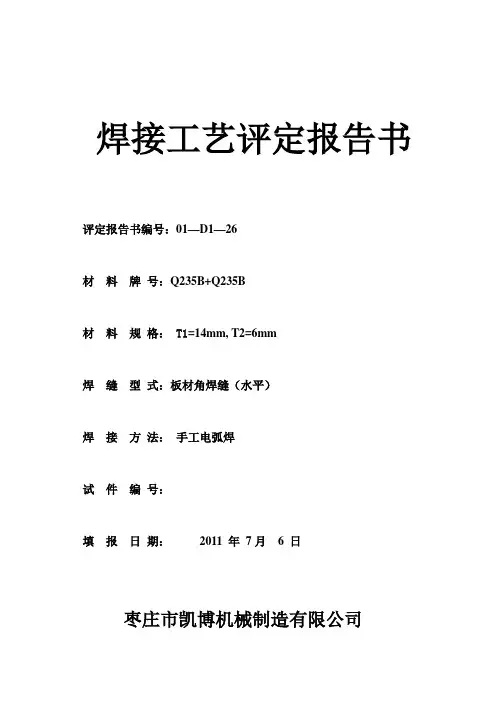
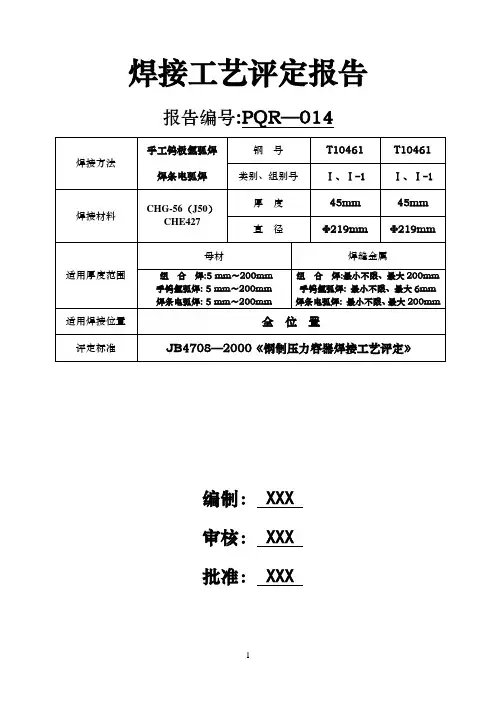
焊接工艺评定报告书评定报告书编号:01—D1—26材料牌号:Q235B+Q235B材料规格:T1=14mm, T2=6mm焊缝型式:板材角焊缝(水平)焊接方法:手工电弧焊试件编号:填报日期:2011 年7月 6 日枣庄市凯博机械制造有限公司焊接工艺作业指导书单位名称:枣庄市凯博机械制造有限公司焊接工艺指导书编号:11—01A 日期:2011年6月26日焊接工艺评定报告编号:01—D1—26焊接方法:手工电弧焊机械化程度:手工焊接接头:坡口形式:K型衬垫(材料及规格):无其他:全焊透角焊缝简图:(接头形式、、坡口形式与尺寸、焊层、焊道布置及顺序)母材:类别号Ⅰ组别号Ⅰ--1与类别号Ⅰ组别号Ⅰ--1相焊及标准号GB3274 钢号Q235B 与标准号GB3274 钢号Q235B 相焊厚度范围:ⅠⅠ母材:对接焊10.5~21mm (T1)焊缝金属厚度范围:对接焊 1.5~12mm(T2)其他:无焊接材料:焊材类别焊材标准GB/T5117填充金属尺寸焊材型号E4303焊材牌号J422其他耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb Q235BT1 0.16 0.19 0.50 0.030 0.029Q235BT2 0.14 0.21 0.41 0.020 0.031E4303Φ3.2E4303Φ4.00.079 0.16 0.60 0.024 0.020其他:焊接位置:对接焊缝位置:角焊缝焊接方向:角焊缝位置:无焊接方向:无焊后热处理:温度范围:(℃)无保温时间:(h)无预热:预热温度:(℃)(允许最低值)层间温度:(h)(允许最高值)无保持预热时间:无加热方式:无气体:气体种类混合比流量(L/min)保护气无尾部保护气无背部保护气无电特性:电流种类:直流极性:正极焊接电流范围:(A)120--160 电弧电压:(V)20--23 (按所焊位置和厚度,分别列出电流电压范围,记入下表)焊道/焊层焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)线能量(kJ/cm)牌号直径mm 极性电流(A)正1/1 手工电焊J422 Φ3.2直正120 20 8.0 18.000 正1/2 手工电焊J422Φ4.0直正160 23 10--12 22.08-18.4 反1/1 手工电焊J422 Φ3.2直正130 20 7.0 22.286 反1/2 手工电焊J422 Φ4.0直正160 23 11 20.073钨极类型及直径:无喷嘴直径(mm):无熔滴过渡形式:短路过渡焊丝送进速度(cm/min):无技术措施:摆动焊或不摆动焊:摆动焊摆动参数:微摆焊前清理和层间清理:符合要求背面清根方法:碳弧气刨单道焊或多道焊(每面):单道焊单丝焊或多丝焊:无导电嘴至工件距离(mm):无锤击:有其他:无编制日期审核日期批准日期焊接工艺评定检验报告书单位名称:枣庄市凯博机械制造有限公司焊接工艺评定报告编号:01—D1—26焊接工艺指导书编号:11—01焊接方法:手工电弧焊机械化程度:手工接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)母材:材料标准:GB3274钢号:Q235B类、组别号:Ⅰ,Ⅰ--1 与类、组别号:Ⅰ, Ⅰ--1 相焊厚度:T1=14mm,T2=6mm直径:其他:焊后热处理:热处理温度:(℃)无保温时间:(h)无保护气体:气体种类混合比流量(L/min)保护气无尾部保护气无背部保护气无填充金属:焊材标准:GB/T5117焊材牌号:J422焊材规格:Φ3.2,Φ4.0mm 焊缝金属厚度:其他:电特性:电流种类:直流,交流两用极性:正接钨极尺寸:无焊接电流:(A)120--160电弧电压:(V)20--23其他:焊接位置:对接焊逢位置:方向:角焊缝位置:水平技术措施:焊接速度:(cm/min):7.0—12摆动或不摆动:摆动摆动参数:微摆多道焊或单道焊(每面):单道焊多丝焊或单丝焊:无其他:预热:预热温度:(℃)层间温度:(℃)其他:金相检验(角焊缝):根部:无未焊透,焊缝:无未熔合焊缝、热影响区:无裂纹检验截面ⅠⅡⅢⅣⅤ焊脚差(mm) 1.2 1.5 1.0 1.0 1.3无损检测:耐蚀堆焊金属化学成分(重量%)C Si Mn P S Cr Ni Mo V Ti Nb 分析表面或取样开始表面至熔合线的距离:(mm)附加说明:结论:本评定按JB4708—2000规定焊接试件、检验试样,测定性能,确认试验记录正确评定结果:合格焊工姓名焊工代号施焊日期2011年6月26日编制日期审核日期批准日期。
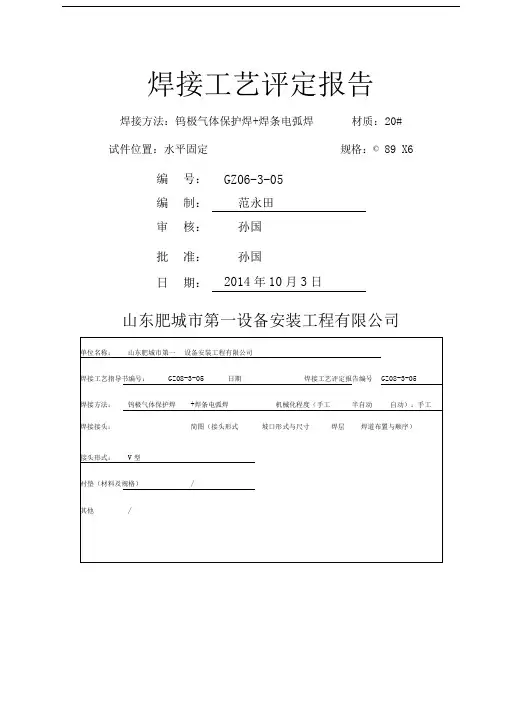
焊接工艺评定报告焊接方法:钨极气体保护焊+焊条电弧焊材质:20# 试件位置:水平固定规格:© 89 X6 编号:GZ06-3-05编制:范永田审核:孙国批准:孙国日期:2014年10月3日山东肥城市第一设备安装工程有限公司单位名称 山东肥城市第一设备安装工程有限公司焊接工艺评定报告编号_GZ08-3-05 _________ 焊接工艺指导编号:_GZ08-3-05 ___________焊接方法钨极气体保护焊+焊条电弧焊机械化程度(手工、半自动、全自动) 手工接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度)厚 度:5mm (L/min )母 材:材料标准:GB/T8163钢 号: ________________类、组别号:II -1与类、组别号II -1相 焊焊后热处理:热处理温度(C ):/保温时间(h ) : _________ /保护气体:气体种类 混合比 流量根部:(焊透、未焊透)/ 焊缝(融合、未融合)/焊缝、热影响区:(有裂纹、无裂纹)无损检验RT: UT : /MT : / PT: /其他:RT:按JB/T4730.2-2005 标准检测评定、符合n级标准要求_____________________________________ 耐蚀堆焊金属化学成分(重量%)分析表面或取样开始表面至熔合线的距离(mm )/附加说明:无结论:本评定按JB4708 —2000规定焊接试件、检验试样、测定性能、确认试件记录正确评定结果:(合格、不合格)合格焊接工艺评定施焊记录工艺评定编号质检员:2014 年10 月03 日。
焊接工艺评定报告样本一、报告目的。
本报告旨在对焊接工艺进行评定,以确保焊接质量符合相关标准和要求,保障产品质量和安全。
二、评定范围。
本次焊接工艺评定范围包括焊接材料、焊接设备、焊接工艺和焊接人员。
三、评定方法。
1. 焊接材料评定,对焊接材料的质量、规格和性能进行检测和评定,包括焊条、焊丝、焊剂等。
2. 焊接设备评定,对焊接设备的性能、稳定性和安全性进行检测和评定,包括焊接机、焊枪、焊接工作台等。
3. 焊接工艺评定,对焊接工艺的操作规程、工艺参数和质量控制进行检测和评定,包括预热、焊接速度、焊接温度等。
4. 焊接人员评定,对焊接人员的技术水平、操作规范和安全意识进行检测和评定,包括焊接操作技能、安全防护意识等。
四、评定结果。
经过评定,得出以下结论:1. 焊接材料符合相关标准和要求,质量稳定可靠。
2. 焊接设备性能良好,稳定性高,操作便捷。
3. 焊接工艺参数合理,质量控制有效,焊接质量稳定可靠。
4. 焊接人员技术水平高,操作规范,安全意识强。
五、存在问题及改进措施。
1. 存在焊接工艺参数设置不够精细的情况,需要进一步优化和调整。
2. 部分焊接人员在操作中存在疏忽大意的情况,需要加强培训和管理。
六、建议。
1. 对焊接工艺参数进行进一步优化和调整,确保焊接质量稳定可靠。
2. 加强对焊接人员的培训和管理,提高其操作规范和安全意识。
七、总结。
本次焊接工艺评定结果整体良好,但仍存在一些问题需要改进和完善。
希望相关部门能够重视评定结果,采取有效措施,确保焊接质量和安全。
以上为焊接工艺评定报告样本,如有疑问或意见,请及时反馈。
感谢您的关注与支持。
焊接工艺评定报告样本1.简介2.评定目的(1)验证焊接工艺能否满足产品性能要求;(2)评估焊接工艺的稳定性和可靠性;(3)为后续生产提供参考和指导。
3.评定方法(1)实验样品:选择代表性的焊接接头或试片作为实验样品;(2)实验设备:选择适当的焊接设备和焊接材料;(3)实验参数:根据产品要求和焊接材料的特性,确定焊接电流、电压、速度等参数;(4)实验过程:按照焊接工艺要求进行焊接,并记录实验过程中的各项数据。
4.特性评估(1)外观质量:评估焊缝的外观形态、焊缝的清晰度和焊接变形等外观特征;(2)焊缝质量:检测焊缝的缺陷情况,如气孔、夹杂物、裂纹等;(3)力学性能:测试焊接接头或试片的拉伸强度、屈服强度、延伸率等力学性能指标;(4)金相分析:对焊接接头或试片进行金相组织观察和显微硬度测试,评估焊缝和热影响区的组织性能。
5.评定结果(1)根据实验数据和评估结果,评定焊接工艺的可行性和合格性;(2)若焊接接头或试片达到产品要求,并且力学性能和金相分析结果符合规定标准,则认定焊接工艺合格;(3)若焊接接头或试片存在缺陷或力学性能不满足要求,则认定焊接工艺不合格。
6.评定建议(1)对于合格的焊接工艺,建议在生产过程中继续使用,并进行合理的质量控制;(2)对于不合格的焊接工艺,建议重新调整焊接参数、选择适当的焊接材料,或者改进焊接设备,以达到产品要求。
7.结论本次焊接工艺评定的结果表明,该焊接工艺满足产品性能要求,焊接接头的外观质量良好,焊缝质量合格,力学性能和金相分析结果符合标准。
因此,建议在生产过程中继续使用该焊接工艺,并进行相应的质量控制措施,以确保焊接质量和产品性能。
以上是本次焊接工艺评定的报告内容,总字数超过1200字。
焊接工艺评定报告书焊接工艺评定报告共5页第1页工程名称 评定报告编号 委托单位工艺指导书编号项目质量负责人依据标准试样焊接单位 施焊日期 焊工 张龙 资格证书代号 级 别 母材钢号 钢管 规格 DN200 母材轧制状态生产厂 天津友发化 学 成 分 和 力 学 性 能C (%)Mn (%) Si (%) S (%) P (%) σa (M P a ) σb (M P a )δ5 (%) ψ (%) A kv (J) 标准 0.09 0.34 0.13 0.020 0.026 471 36530.0合格证 合格 合格 合格 合格 合格 合格 合格合格复验 合格 合格 合格 合格 合格 合格 合格合格 碳当量公式焊接材料 生产厂 牌号 类型 直径(m m )烘干制度(℃×h )备注 焊条 天津大桥T422 3.2 100℃×2h焊丝 气体焊接工艺评定指导书共5页 第2页工程名称指导书编号母材钢号 规格母材轧制状态生产厂焊接材料生产厂 牌 号 类 型烘干制度(℃×h ) 备注焊 条100℃×2h 焊 丝焊接工艺参数 电流:90~130A ,电压22~24清根工艺 摆动焊焊接设备型号 BX3-400电源及极性 交流电,预热温度(℃) / 层间温度(℃) /后热温度(℃) / 后热时间(min )/ 焊后热处理/评定结论: 焊缝外观检验:本试件焊缝外观质量按GB50236表11.3.2检验合格。
评定人 日期 评定单位:(盖章)月 日审核人 日期 技术负责人日期气体焊接方法焊条电弧焊(SMAW)焊接位置平位焊接设备型号BX3-400 电源及极性交流电,预热温度(℃)/层间温度(℃)/后热温度(℃)/后热时间(min)/焊后热处理/接头及坡口尺寸图焊缝结构示意图:60O±5°62±12±1焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气流量(l/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注牌号φ(mm)J422 φ3.290~13022~2411~14J422 φ4.0140~24~14~17170 26J422 φ4.0 140~17024~2614~17J422 φ4.0 140~16022~2514~16技术措施焊前清理已清理层间清理已清理背面清根已清理其它:编制人日期审核人日期焊接工艺评定记录表共5页第3页工程名称新指导书编号焊接方法焊接位置平位设备型号BX3-400电源及极性交流电,母材钢号生产厂母材规格母材轧制状态接头尺寸及施焊道次顺序焊接层次正/反:4层钝边:2±1mm组对间隙:2±1mm焊接材料焊条牌号T422 类型E4303生产厂批号0305B烘干温度(℃)100℃时间(min)2h焊丝牌号规格(mm)生产厂批号焊剂或气体牌号规格(mm)生产厂烘干温度(℃)时间(min)施焊工艺参数记录道次焊接方法焊条(焊丝)直径(mm)保护气体流量(l/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注J422 φ3.2100 22 12J422 φ4.0 160 26 15J422 φ4.0 160 26 15焊接工艺评定检验结果共5页 第4页非破坏检验试验项目 执行标准 评定结果 报告编号 备注外观 合格 X 光探伤超声波探伤磁粉探伤其它 拉伸试验报告编号 01 弯曲试验 报告编号 02 试σa σb 断口 评定 试样 试验 弯心直弯曲 评定施焊环境 / 环境温度(℃) 25℃ 相对湿度 65%预热温度(℃) / 层间温度(℃) 后热温度(℃) / 后热时间(min ) /后热处理 /技术 措施 焊前清理已清理 层间清理 已清理背面清根 已清理 其 它焊接速度: 11~17 cm/min ,摆动或不摆动: 摆动摆动参数: 焊工自己掌握 ,多道焊或单道焊(每面): 多道焊焊 工 资格证书代号 级 别 施焊日期 记 录日 期审核人日 期样编号(MP a)(MP a)位置结果编号类型径(mm)角度结果01-1 476.0 366 断母材合格02-1 侧弯40180合格01-2 460 365 断母材合格02-2 侧弯40180合格冲击试验报告编号03 宏观金相报告编号04试样编号缺口位置试验温度(℃)冲击功A kv(J)评定结果:03-1 V 常温73.0 03-2 V 常温82.0硬度试验报告编号评定结果:其它检验:检验人日期审核人日期焊接施工方案共5页第5页工程名称施工单位序号工艺评定内容评定结果评定单位1 焊接工艺评定报告合格2 焊接工艺评定指导书合格3 焊接工艺评定记录表合格4 焊接工艺评定检验结果合格施工方案内容:1、预热预热有利于减低中碳钢热影响区的最高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。
报告编号: 工艺指导书编号: 焊接工艺评定报告编制: 审核: 批准:公司名称母材钢号填充金属焊条型号、直径钢板厚度质保书编号复验编号焊丝牌号、直径钢管外径、壁厚质保书编号复验编号分类号 种类 与分类号种类 相焊试件形式 钩极牌号及直径 对接焊逢位置保护气体焊接方法熔敷金属厚度第 页焊逢接点图及焊接顺序操作技术要点及措施焊接工艺评定报告公司名称焊接 规范焊序 焊接 方法焊接 设备电流 种类极 性焊条 (丝)直 径(0) 保护气体电流 (A)电压 (U)焊接速度 (mm/min)层道流量:升/min其它:拉伸实验试样号宽厚而枳断裂载荷抗拉强度(MPa)断裂特点与部位实验编号及规格试样类型弯轴直径实验结果试样编号缺口位置缺口形式实验温度(C)冲击功J平均值公司名称焊接工艺评定报告预热温度层间温度预热方法次它焊后热处理温度—保温时间— 其它焊 逢 外 观 检 验焊逢余高焊逢余高 差比坡口每侧增宽宽度差焊逢不宜 度通球检验背面余高焊脚角焊逢凹 凸度两焊脚差 咬边 背而凹 坑变形角度 错边量 未焊透 苴它无损检测检验结M-检测类别及标准检测结果 检验人员检验日期报告编号焊前预热要求焊后热处理要求公司名称金相宏观检验验报告编号:编号:评定报告编号: 焊接工艺指导书编制: 审核: 批准:公司名称母 材钢号填充金属焊条牌号钢板厚度标准号 材料标准焊丝牌号、直径钢管外径、壁厚标准号材料标准分类号 种类与分类号 种类 相焊试件形式 机械化程度 对接焊逢位置鹤极牌号及直径角焊逢位置保护气体焊接方法淸根方式焊逢熔敷金属厚度范围1第 页焊逢接点图及焊接顺序操作技术要点及措施公司名称 焊接工艺指导书仪表: 预热焊接规范预热温度(允许最大值); 层间温度(允许最大值); 保持预热时间:加热方式:评;^依据或规范:附件: 焊接后热处理加热速度:—升温时间: 保温时间: 冷却方式:。
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
吴国斌焊接工艺评估汇报
共 4 页第 1 页。