TBA22常见故障与分析
- 格式:ppt
- 大小:6.60 MB
- 文档页数:93
TBA/221,安全门报警1》现象TPOP上没有报警,但是,安全继电器上的指示灯不亮,原因分析;安全门的开关接线时把21或者22线头接到11/12上2》安全门的接线有11/12,21/22两组线头,11/12是接往TPOP上,其实它是24v 线头2,终端刹车皮带不转现象1》,刹车皮带的开关没有跳闸现象2》,刹车皮带的调速度器有电3》,查看变频器没有报警(变频器有两个端口,一个正常显示口,一个故障4》,变频器的指示灯为绿色(正常为兰色)原因分析:用万用表查看得出结论是刹车皮带的热保护烧断(v相),及刹车皮带的供电电压不够,带动不起刹车皮带的电动机运转。
3,清洗目的1,水洗目的(糖类)2,碱洗(蛋白质+脂肪)3,酸洗(矿物质+无机物)4,K型号的热电偶(镍只读存储器+镍铝)Thermocouple type K材料:1,镍电容只读存储器2,捏铝电压:4mv(DC)温度:100颜色:整体黄色镍只读存储器黄正镍铝红负5,电驱动系统控制系统+马达+机械系统(马达+轴+凸轮+皮带+齿轮+齿链+)1》频率控制的异步电动机(主要控制机械部分的运转比如,轴+凸轮+齿轮+齿轮链条)2》直流速度可变的马达(速度的变化与负载的变化成反比)3》步进电动机(电脉冲控制轴的每一步运转)4》伺服电动机5》遗留问题,步进电机一般鼓故障的处理。
问题,多只此而已6,前处理与灌装机的信号传递1,EM《TPOP COMMUNICA TION 060》2,前处理与灌装机器有几个信号线3,信号的目的以及其传递的方式。
4,信号对应在前处理的地点,怎样判别,信号的具体情况,以及影响他的一些可能性。
5,2006-9-3夜班发生的情况什么是强制信号,为什么要短接。
为什么最终的原因是电磁阀坏掉了。
6,当然,还有,灌装机与TPOP,与后段之间的联系。
《另外。
还有,如果,TPOP。
的屏幕键,不能使用,怎么办?怎样使用键盘来代替之?7,灌装机器的空气流程图,以及其作用。

品控质检保养监控指导第一部分:TBA/22灌装机日保养日保养(每日生产完后或在操作期间,至少每隔20小时进行一次),具体要求如下:一、打开无菌室切断包材并拉上部包材进无菌室上方,防止清洗液污染包材。
二、检查小白轮和背压轮有无磨损和转动是否灵活,并检查压力弹片有无变形。
对纵封板进行清理及检查位置是否正确。
三、无菌室内所有滚轮及表面使之清洁、干燥并检查其完好性和灵活性。
(备注:挤压滚筒表面必须用蒸馏水进行清洁,禁止用酒精进行擦拭)四、检查A、B、C阀和调节阀是否泄露,同时要求把A、B、C阀外围清理干净,尤其卡环部分,以便于观察。
五、检查产品管的卡环的紧固性和产品管的垫圈的完好性(安装时用75%的酒精消毒,防止交叉污染)。
六、检查下填料管的清洗是否符合要求,以及0型圈和销子完整性和磨损程度。
七、对浮筒进行称量,观察浮筒重量变化情况。
详细检查浮筒是否有裂缝泄露现象,摇动是否有异常响声。
八、对夹爪系统进行清理,检查夹爪系统的感应铜条、压力胶条、切刀、切刀复位弹簧、容量盒等的磨损及损坏情况,夹爪系统及终端系统是否同步。
九、检查拉耳的灵活性;导轨和碳刷的完好性。
十、用压缩空气清理封带附贴器的压轮(大白轮)并用75%的酒精对其消毒,并检查其灵活性和完好性。
十一、检测双氧水的浓度和且保证双氧水桶有足够的双氧水,不符合要求及时更换(放置120小时必须进行更换)。
十二、清洁纸库内卫生,尤其注意自动拼接装置监测电眼的清洁和位置。
十三、清洁图案校正监测电眼(特定溶剂,干燥)如:酒精十四、对纸管喷淋孔进行检查及清理(疏通喷淋孔,防止其堵塞造成横封不良及终端堵包)。
十五、对终端卫生进行清理:提起最后折角器,用铜刷(不能用钢丝球)清洁终端成型折角加热器的喷嘴,清洁后检查喷嘴的空气孔畅通,并用压缩空气吹干净。
十六、手动驱动轴,检查侧挤压皮带之咬合有无磨损或损坏。
十七、转动驱动轴使站链和上挤压皮带咬合吻合。
关闭最后折角器及扣勾扣紧,检查拨包指间隙。
TBA/22灌装设备故障维修手册★H2O2浓度超出范围1.双氧水浓度过低或过高:测双氧水实际浓度若不在范围之内则更换。
2.双氧水表故障:观察双氧水表面板上流量若低于5500,检查双氧水表进口处阀门处在打开位置,拆下双氧水表用专用清洗粉与蒸馏水按1:10混合清洗镜面。
注意:拆双氧水表时应关掉双氧水泵空开,把进口处阀门关闭并把双氧水泵电机用塑料布包好以免进入双氧水损坏。
3.双氧水泵未启动:检查双氧水泵线路有无缺相或接头有无松动,用万用表检查马达缺相、相间短路或接地。
★双氧水浴低温1.检查补水阀水压必须保证不低于2bar。
2.检查所有双氧水及水路管路有无堵塞或泄漏3.清理温度探头上水垢,用万用表测量温度探头阻值若坏更换4.检查双氧水浴循环泵及控制线路:双氧水泵线路有无缺相或接头有无松动,用万用表检查马达缺相、相间短路或接地,若有以上现象更换泵5.检查双氧水浴冷却水套是否常有冷却水,用手摸冷却水套若常有水,则维修补水电磁阀或更换6.加热器烧毁,用万用表测量加热器及保险管,若坏更换7.管路内有气体:用板手拧开双氧水浴槽排气螺丝排气。
将管路内水排掉并关闭补水阀,再重新补水观察自动排气阀是否排气,拆下排气阀疏通或更换★图案校正电眼报警原因及解决方法原因:1、电眼表面脏或有水;1、电眼内部进水;2、电眼电源线接线处进水或接虚;3、电眼位置不对;4、电眼相对于包材颜色设置不对;5、纸路跑偏;解决方法:1、吹干及清洁电眼;2、将电眼内部水吹干并检查电眼是否能正常工作;3、检查电源线;4、调整电眼位置(使电眼发出的光打在包材上成长条状及两个电眼发出的光正对条形码中央);5、改变电眼颜色;6、调整纸路或电眼位置。
★最终折叠器排包堵塞原因:1、终端出口电眼故障2、3、4、5、6、7、8、9、终端联轴器断终端齿轮箱轴承坏底角加热器卫生差终端零位电眼坏终端同步位置不对终端压包毛刷位置不对或毛刷坏终端送包皮带坏或张紧不好滑槽动作慢10、滑槽螺丝松动11、无纸管喷淋水12、夹爪切刀切不断包13、支撑滚轮位置不正确14、纸路不正1、更换电眼或检查线路2、更换终端联轴器3、更换轴承4、清洁卫生5、更换电眼6、调整同步位置7、更换毛刷或调整毛刷位置8、更换皮带或调整张紧9、检查气缸、电磁阀、滑槽、气管10、紧固螺丝11、检查水管接头或调整喷淋水流量12、检查切刀、底座、弹簧、切刀杆13、调整支撑滚轮位置14、调整纸路★排包仓卡死原因:1、滑槽电眼故障2、滑槽动作不灵活3、滑槽吹包气压不对4、落包点与滑槽皮带不同步1、更换电眼或检查线路2、检查滑槽、气缸、气管接头、电磁阀3、调整滑槽吹包气压4、调整同步位置★Ts报警影响因素:高频发生器、高频电缆、变压器、同轴电缆、导电轨、导电片、感应棒报警故障1、夹爪卫生太脏导致碳刷和导电轨脏2、碳刷导电轨磨损严重、导电轨连接板螺丝松动或断裂3、横封变压器无冷却水或烧毁同轴电缆接头虚接或进水短路、同轴电缆断裂4、高频发生器发生故障5、故障TMCC卡信号错误或损坏解决方法1、检查高频发生器、高频电缆、变压器、碳刷导电轨、导电片、感应棒是否完好或更换,连接处是否正常2、清理碳刷表面3、检查高频发生器是何种报警★钟摆滚轮高位报警影响因素:气压、电磁阀、各滚轮轴承、气缸、挤压滚筒送纸速度、电眼报警故障1、气压过大或过小、电磁阀动作异常、气缸漏气或内泄2、滚轮轴承磨损、电眼损坏3、挤压滚筒送纸速度异常解决方法1、检查气压是否正常、更换气缸、更换电磁阀2、检查各滚轮轴承是否转动灵活更换3、调整电眼位置或更换、调整挤压滚筒送纸速度★纸路空判断维修方法:应坚持包材拼接位置是否对齐;两个送纸马达皮带的完好性,皮带是否磨损,相对的阻尼器是否有磨损;电眼监测灵敏度,监测包材的位置是否正确,一定注意电眼的暗通与亮通,调整;检查各个导纸轮的灵活性和包材轴的平衡;注意送纸马达的速度是否正常,对照维修手册设定正确值;★马达过载保护跳闸注意检查电机、轴承是否转动灵活,散热效果是否完好;马达是否有短路,接地相过载保护器的好坏;检查马达的负载时否过大,电压是否稳定,是否过压或欠压;马达过载保护器还检测电流、电压、定子线圈的温度是否正常;★变频器报警检查变频器的起动频率,停止频率是否在设定范围之内,变频器的参数设定是否正确;检查马达是否有过载或卡死现象;检查变频器的好坏,用万用表判断回路器件是否损坏,散热效果好坏;DE设备故障维修手册★挡板不在正确位置检查电眼完好性,气缸的灵活性,电磁阀的好坏,信号线的传输是否良好;进包蓝链条转动灵活性,是否有卡包或乱蹦现象,润滑效果的好坏,注意进包速度过快时包冲击力大容易变型,这样也会导致报警;★推包器受阻1.检查站链位置:用盒尺测量大站链垂直面到导轨末端距离为807mm,小站链与大站链两垂直面距离略大于纸箱底面5-10mm,若需调整则松开站链传动轮锁定螺丝调整到所需位置,紧固螺丝。
TBA/22学习内容1,.无菌系统由蒸汽,热空气H2O2系统组成。
2折角密封气压1.5~2.5bar 冷却水压力3~4.5bar 挤压滚轮压力2.5bar 无菌室温度95℃蒸汽压力1.7±0.3 产品灌注压力1.6±0.4 双氧水灌注压力0.2bar 双氧水喷雾压力2.0bar3 生产纯奶升温时要求双氧水浓度34%~45%,当浓度大于50%或小于30%时出现黄色报警,设备降至干燥,5分钟降零位。
4 碱洗去牛奶中的脂肪,蛋白质,酸洗去牛奶中的矿物质和无机盐。
5 TBA/22⑤大系统,主驱动系统,伺服系统,双氧水系统,终端成型系统,无菌系统。
6 双氧水喷雾量100ml 灌注时间3~10秒喷雾30~45秒静止60秒7 温控蒸汽障——TCSB 利乐操作屏——TPOPPLC——可编辑逻辑控制器TMCC——利乐多功能控制器HACCP——危害分析及关键控制点SPC——备件手册带材敷贴器——SA TPIH——利乐感应加热产品包装要求实际折痕线与实际折痕线偏差()剥离试验缝合区不小于1mm8无菌管理要求半个小时检查一次。
9设备上TMCC依次是灌注液位,拉纸,图案校正横纵封SA无菌灌装机的三大任务是灌注喷雾包装10 生产中预热阀放入无菌空气,以确保无菌室温度在95℃左右。
11 蒸汽压力在生产中是低压,压力为0.3~0.4bar 温度在108~115摄氏度其他过程中是高压压力在1.7±0.3bar 温度在125~135℃预灭菌时无菌仓温度60摄氏度12 TBA/22包含一个独立的闭环冷却水系统大约10%的水维持净化13 蒸汽障在喷雾10分钟后由高压转位低压。
1 利乐灌装机的无菌环境是怎么建立的?答:设备通过管封步骤形成密封的纸管并用30%到50%的双氧水雾进行消毒,生产中无菌室保持正压,并用热饱和蒸汽密封环境。
2 破坏性检查及非破坏性检查的内容?答:非破坏性检查:日期打印,包重包型图案重叠度折角缝合折痕外表面破坏性检查:LS SA TS 口感气泡滋气味内表面3 简述周护养内容答:1更换双氧水2洗刷灌注管3清洗水过滤器4 清理双氧水罐过滤器5 清理纸仓及PMP 条个辊轮卫生4 图案校正不良的因素1 驱动马达的转速拉耳间隙碘盐的设定纸路角码编码器灌注系统TMCC卡5 驱动马达有哪几种?答:步进马达伺服马达变频马达导曲马达6讲述灌装机压缩空气的设定过程答:首先通过压力调节阀将气压调至5bar再用螺丝刀调节压力传感器,直至气压刚刚报警,再将气压调节至6~7bar钟摆轮的作用用汽缸控制相当于气弹簧的作用,防止运行时纸松,有电眼检测,如果4秒钟还未调节过来则停机,消毒和生产是打开,在喷雾和干燥室关闭。
工作手册TBA22无菌灌装机-050V目录第一章机器介绍 (3)第二章无菌系统 (15)第三章双氧水系统 (58)第四章驱动系统 (73)第五章夹爪系统 (83)第六章纸管成形系统 (99)第七章灌注系统 (105)第八章终端折角系统 (117)第九章图案校正系统 (123)第十章包装材料 (130)第十一章清洗系统 (134)第十二章供应系统 (141)第一章机器介绍第一节利乐TBA22灌装机简介TBA22是瑞典利乐公司生产的一种液体食品无菌包装设备,它具有速度快、效率高的特点。
TBA的英文全称为“Tetra Brik Aseptic” ,含义为“利乐无菌砖”。
1.1-1 TBA22制造商简介。
瑞典利乐公司是一家跨国大公司,英文名称是“TETRA”,创始人叫劳森,主要制造液体食品灌装机械及液体包装材料。
利乐生产的灌装机种类繁多,如:TBA(利乐无菌砖)系列就有TBA3、TBA8、TBA9、TBA19、TBA21、TBA22等众多机型,随着利乐公司对每种机型的不断改进,利乐公司采用了发展号区分新、老机型,如TBA22/040V和TBA22/050V。
利乐除了无菌砖系列还有:TT-利乐罐、TPA-利乐钻、TC-利乐三角包、TR-利乐皇、TWA-利乐屋、 TCA-利乐无菌三角包等众多种类。
利乐公司在同行业中发展较早,早在1952年就开发制造出了第一台灌装机(三角包),利乐包装设备现遍布世界5大洲的近200个国家和地区。
利乐驻中国总部设在上海,可以提供备件供应、技术培训、技术支持.它的包装材料纸生产厂在中国有四个:北京纸厂-代号471,佛山纸厂-代号472,昆山纸厂-代号473,北京二厂-代号474。
利乐提供的服务也较为完善,主要包括:1)现场的支持(维修、护养、改造)。
2)质量方面的支持(培训)。
3)技术支持(培训)。
4)24小时备件网络定购。
1.1-2 TBA22是怎样工作的?TBA22是一种自动化控制设备,比以前出的设备具有速度快、效率高的特点。
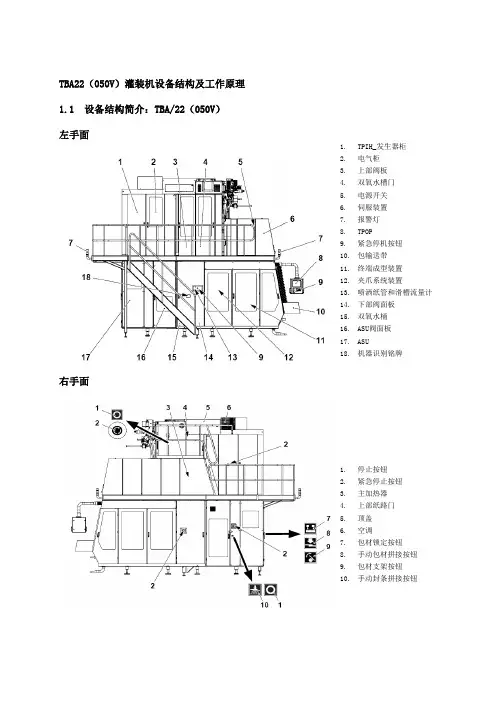
TBA22(050V)灌装机设备结构及工作原理1.1 设备结构简介:TBA/22(050V)左手面右手面1.TPIH_发生器柜2.电气柜3.上部阀板4.双氧水槽门5.电源开关6.伺服装置7.报警灯8.TPOP9.紧急停机按钮10.包输送带11.终端成型装置12.夹爪系统装置13.喷洒纸管和滑槽流量计14.下部阀面板15.双氧水桶16.ASU阀面板17.ASU18.机器识别铭牌1.停止按钮2.紧急停止按钮3.主加热器4.上部纸路门5.顶盖6.空调7.包材锁定按钮8.手动包材拼接按钮9.包材支架按钮10.手动封条拼接按钮3.1.1操作屏介绍3.1.2程序步骤介绍1.TPOP重置2.灯测试3.紧急停机4.手动冲洒终端成型和夹爪5.排包按钮6.手动排废包输送带7.程序下8.程序上9.夹爪系统寸动10.终端成型寸动11.终端成型寸动快/慢选择开关12.程序步骤1.零步骤2.准备3.管封4.预热5.喷雾6.干燥7.与消毒机互相交换讯号8.摺角加热器9.马达起动10.生产11.生产结束12.排空13.无菌仓门14.外部清洗15.CIP清洗16.吹管3.1.3 阀板结构介绍 上部阀板下部阀板1. 右下折角密封气压表2. 左下折角密封气压表3. 左顶折角密封气压表4. 右顶折角密封气压表5. 滑槽气压表6. 图案校正电眼保护气压表 1. 钟摆滚筒气压表 2. 挤压滚轮气压表 3. 调节阀防冷凝水气压表4. 双氧水喷雾气压表3.1.4伺服单元结构介绍1. TS右面冷却水流量表2. TS左面冷却水流量表1. 终端成型冷却水流量表4. LS变压器冷却水流量表5. DI_环路流量表6. 封条附贴器变压器冷却水流量表7. 冰水压力表8. 外部清洗液压力9. 水阀10. 主空气压力调节手柄11. 主压缩空气气压表12. 供气阀11. 主电源开关14. 清洗液箱15. 外部清洗压力表16. 外部清洗阀17. 水过滤器18. 冷水压力表19. 冰水重注阀3.2设备工作原理介绍水环式压缩机、洗擦器、汽水分离器、主加热器、雾化器、无菌室、双氧水槽、A/B/C阀组功能:建立并维持无菌环境原理:a.空气通过进气阀进气进入洗擦器净化,气体再进入水环式压缩机增压然后进入水气分离器进行水和气的分离,,出来的气体再进入主空气加热器进行高温加热,然后通过热交换阀、预热阀,进入无菌仓,再回到洗擦器形成环路b.再预热3时预热阀温度达到280℃,喷雾杯内打满100ml的H2O2用压缩气打到喷嘴进行雾化再喷到无菌仓利用H2O2进行灭菌,从而形成无菌环境c.无菌环境是靠正压来维持的双氧水罐、双氧水桶、双氧水槽、水浴循环泵、双氧水泵、喷雾杯、压力缓冲罐、热水泵、热交换器功能:a、包材灭菌b、无菌系统灭菌原理:a.加热器对循环水浴加热,双氧水通过板换与热水进行热交换,使双氧水达到设定温度,包材经过双氧水槽实现灭菌b.双氧水在压缩空气压力下与高温热空气混合,经雾化器使双氧水雾化,达到无菌系统灭菌灌注系统主要部件:灌注管、调节阀、TMCC卡、浮筒、液位传感器、Array U/P转换阀功能:提供稳定料液原理:液位传感器检测到磁性浮筒的位置,液位传感器给液位调节(TMCC)一个信号,液位调节卡凭此信号输出一个电信号给U/P转换阀,U/P转换阀将此电流信号转换成气压来控制调节阀的开度,控制纸管内牛奶液位。
地铁行业常用自动化立体仓储设备典型故障分析1.电气系统故障电气系统是立体仓储设备中最常见的故障之一、电气系统故障可能是由于电缆连接不良、电机故障、按钮开关损坏等原因引起的。
在出现电气系统故障时,首先需要检查设备的电源和电缆连接是否正常,然后进一步检查电机和按钮开关等部件是否损坏或老化。
如果发现故障,需要及时更换或修复受损部件。
2.机械系统故障机械系统故障也是立体仓储设备常见的故障之一、机械系统故障可能是由于传动链条松动、轨道不稳等原因引起的。
在出现机械系统故障时,需要检查设备的传动链条和轨道是否正常,及时进行维护和调整。
同时,也需要检查设备的滑轮、滑道等部件是否受损,如有损坏需要及时更换。
3.控制系统故障控制系统故障是立体仓储设备中比较严重的故障之一、控制系统故障可能是由于控制程序错误、传感器故障、PLC故障等原因引起的。
在出现控制系统故障时,需要检查设备的控制程序是否正确、传感器是否正常工作,以及PLC是否有故障。
如果发现控制系统故障,需要及时修复或更换受损部件,以确保设备的正常运行。
4.软件系统故障立体仓储设备中的软件系统也容易出现故障。
软件系统故障可能是由于软件程序错误、数据传输故障等原因引起的。
在出现软件系统故障时,需要检查设备的软件程序是否正确,以及数据传输是否正常。
如果发现软件系统故障,需要及时修复程序错误或重新传输数据,确保设备的正常运行。
总的来说,立体仓储设备在运行过程中可能会出现各种故障,需要及时发现并处理。
对于地铁行业常用的自动化立体仓储设备来说,只有及时维护保养,及时排除故障,才能确保设备的正常运行,提高工作效率,保障地铁运输的顺利进行。
.................TBA/22(050V)作业指导书编号:编制人:审核人:审批人:前言1、目的:为了更好的使操作规范化、标准化,通过图片展示使整个操作过程更加人性化,特制定此作业指导书,相关人员必须按本标准执行。
2、适用范围: 本作业指导书适用于TBA/22(050V)灌装机的操作及维护,操作员与机修工可按本指导书进行作业。
3、职责:见本岗位《岗位说明书》。
4、管控内容:见正文。
5、执行时间:从本作业指导书下发日起执行目录1.0安全预防及应急措施------------------------------------------------32.0术语定义及缩写---------------------------------------------------113.0设备结构及工作原理-----------------------------------------------144.0主要监控点-------------------------------------------------------245.0设备操作部分-----------------------------------------------------286.0设备参数---------------------------------------------------------637.0技术文件---------------------------------------------------------678.0报表记录---------------------------------------------------------689.0附件-------------------------------------------------------------691.0安全防护及应急措施1.1安全用具1.2安全警示标识提示:以上信息符号在本岗位都可能发生,需严格遵守,否则会给人身带来不同程度危害,在工作过程中要提高警惕,按照正确的作业规程操作,加强安全意识!1.3安全预防措施1.3.1物理危害1.3.2化学危害1.3.3生物危害(无)1.4安全管理制度以及安全生产标准、安全生产技术规范依据内蒙古伊利集团液态奶事业部《安全生产管理手册》。
TBA22(050V)灌装机常见问题处理措施1.1.1终端堵包解析图1.1.2图案校正解析图1.1.3横封报警解析图1.1.4滑槽堵包解析图1.1.5站链堵包解析图1.1.6液位不稳解析图1.1.2报警点总览序号 单元1 Alarms External Cleaning/CIP (外部清洗/CIP )2 Alarms CIP Supervision (CIP 监控)3 Alarms Strip Applicator (封条附贴器)4 Alarms Infeed System (包材供给系统)5 Alarms Superstructure (上部结构)6 Alarms Service Unit (伺服单元)7 Alarms Peroxide System (双氧水系统)8 Alarms Sterile System (无菌系统) 9Alarms Filling Equipment (灌注系统)1 234 5 679 10 111215 – Alarms Communication1381.1.2.1外部清洗/CIP序号 报警点 处理措施1Column cover cleaning position (上部结构外部清洗喷嘴位置报警)a. 检查、调整上部结构外部清洗喷嘴位置b. 检查电眼2 Draining pipe position (排水管位置报警)a. 将排水管装于正确位置b. 检查感应器B13503 Regulating valve open position (调节阀打开位置报警)检查感应器B1321 4 Bucket cleaning circuit cup position (清洗杯位置报警) a. 扣紧清洗杯卡环 b. 检查接触开关 5 Bucket not present in cleaning unit (填料管不在清洗单元) a. 安装下灌注管b. 检查接近开关 6C-valve positionC 阀位置报警检查感应器B1303123 45678 9101211141315161.1.2.2 CIP 监控10111 2 3124 5 6137 8 9序号报警点处理措施1 Water flow alarm(水流量报警) a.检查清洗泵是否打开b.请技术人员2 Water temperature alarm(水温报警) a.观察清洗机参数b.请技术人员3 Water concentration alarm(水浓度报警)未用4 Alkali flow alarm(碱流量报警) a.检查清洗泵是否打开b.请技术人员5 Alkali temperature alarm(碱温度报警) a.检查清洗泵是否打开b.请技术人员6 Alkali concentration alarm(碱浓度报警) a.观察电导率b.请技术人员7 Acid flow alarm(酸流量报警) a.检查清洗泵是否打开b.请技术人员1.1.2.3封条附贴器序号 报警点处理措施1Sealing, Strip applicator (贴条附贴器警报)a. 检查感应加热器前面的包材位置b. 检查高频发生器A74172 Strip not sealed inching(贴条密封缓动) 未用3 Strip pressure roller monitor (贴条压力轮监控)放下压力轮4 Strip motor inverter fault (贴条电机马达报警) 检查空开是否跳闸及请技术人员5 Strip applicator supply empty (贴条附贴器供料终结)准备一新贴条卷 6 Strip bobbin test failed (贴条供料卷测试失败) 重新安装贴条卷 7Strip monitor (贴条断裂监测)a. 检查监测感应器b. 进行手动贴条接合12144567981011561.1.2.4包材供应系统序号 报警点 处理措施1 Overload AC motor drive roller 3(3号滚筒驱动交流马达过载) a. 检查纸路 b. 检查变频器A412 2 Rotation monitor bar code ASU (自动接纸器条形码旋转监测器) a. 检查自动接纸器内纸路 b. 清洁电眼镜头3 Splice sequence interrupted ASU (自动接纸器接纸程序中断)进行手动接纸4 Make splice with new reel (准备新的纸卷) 准备新的纸卷5 Restart after interruption ASU (重新启动拼接程序)复位报警点,手动拼接包材6 Pack material ended and splice not prepared(包材未准备好拼接)a. 准备好包材纸卷b. 检查感应器 7 ASU paper web broken (纸路滚轮坏) 检查纸路滚轮 8Loop empty (纸环路走空)a. 检查纸路 1 2345 6789101112131415161.1.2.5上部结构序号报警点处理措施1 Squee gee roller position(挤压辊轮位置)检查感应器B15022 Splice guard error(接纸监护错误)检查感应器B1403设定3 Pendulum roller in top position(钟摆滚筒于最高位置)a.检查感应器B1113b.检查马达M1501c.检查挤压滚筒内轴承4 LS TPIH fault(纵封高频报警) a.检查纸管中心位置b.检查感应加热器位置5 Movable lover forming ring wrong position(可移动成下部成型环位置报警)a.检查机械结构是否卡死b.清洁轴套6 Label applicator supply(标签附贴器供料)未用7 Label applicator out of production(标签附贴器不在生产)未用8 Pendulum roller in low position(钟摆辊轮低位报警)拉纸重启12345 6 781.1.2.6伺服单元序号 报警点 处理措施1 Transient failure main supply (瞬时供电故障) 在下一次起动前,在Z2内更换损坏的电涌保护器2 Supervision supply voltage (供应电压监视)检查保险丝3 Temperature Electrical Cabinet (电柜温度) a. 关闭电柜所有门 b. 检查电柜冷却装置4 Program battery low (程序控制器电池电压低)a. 进行控制系统程序备份b. 更新电池5 Tripped Motor Overload Protection (马达过载保护开关跳闸)复位过载保护开关6 Water, circulating temperature (循环冷却水温度)a. 检查水温b. 检查测温头7Water circulating conductivity (循环检查进口冷却水123456789101112131.1.2.7双氧水系统序号报警点处理措施1 Peroxide bath level(H2O2槽液位) a.检查H2O2箱液位b.检查H2O2泵旋转2 Level probe fault H2O2 bath(H2O2浴槽液位探针故障)a.检查液位继电器输出迅号A301[=0]b.检查液位探头B12203 Peroxide bath low temperature(H2O2浴低温)检查H2O2水浴循环泵4 Water bath level(水浴槽液位)加满热水槽5 Water bath high temperature(水浴槽温度高)检查H2O2泵6 Spray container slow emptying(喷雾杯排出慢)调大喷雾压力7 Spray container slow filling(喷雾杯填充慢)检查双氧水泵及填充阀8 Peroxide tank low temperature(H2O2罐温度低)a.检查温度是否上升中b.检查保险丝F104.1059 Peroxide Tank high level in production(H2O2a.检查H2O2液位B1210.21 234 56789 101112131415161718192021222324 251.1.2.8无菌系统序号报警点处理措施1 Drive roller inverter fault(驱动滚轮马达过载)检查滚轮及空开是否跳闸2 Paper tube broken(包材拉断)检查纸路3 Aseptic chamber pressure(无菌仓压力报警) a.进行清洗及准备b.检查压力开关4 Bending roller monitor alarm(转向辊筒报警) a.检查滚轮转动是否灵活b.检查感应器5 Low temp aseptic chamber(无菌仓温度低) a.如设备停机超过5分钟,等待直至温度稳定b.如温度下降太低,检查预灭菌阀旁通位置设定6 Butterfly valve in wrong position(蝶阀位置报警) 检查电眼位置12345 -166 78 91011121314151.1.2.9灌注系统序号 报警点 处理措施1 Steam temperature out of range (C 阀温度超出范围)检查蒸汽压力 2 C-valve position (C 阀位置监测)a. 检查传感器B1303b. 进行清洗及准备 3 Steam C-valve temperature, Low (C 阀低温) 疏通疏水器 4 A-valve position (A 阀位置监测) 检查传感器B1301 5Level not OK (灌注液位不正常)a. 确定产品存在管道内b. 检查液位探头、接头c. 设定液位探头6 Regulating valve, leakage (调节阀泄漏报警) a. 检查阀薄膜 b. 进行清洗及准备7 NO PRODUCT (无产品)检查加工设备8Machine out of design (100 packages)(灌装机 a. 如设备不能40秒内找出图12345678 910 111213 14151.1.2.10夹爪单元序号 报警点处理措施1 DCS servo motor fault(伺服马达故障)a. 检查DMC 是否准备b. 如1=是,尝试重新启动2 DCS servo wrong home position(图案校正伺服马达零位置错误)检查零位置感应器 3 Greasing piston in wrong position(加油装置在错误位置)检查打油汽缸位置及感应器 4 Greasing stroke not completed(润滑系统报警) 加润滑油 5Jaw unit position changed(夹爪系统位置于灭菌步骤下被变更)a. 当设备于灭菌步骤下避免摇动夹爪系统b. 如夹爪系统不动检查角度编码器6 TS left jaws(左侧横封) a. 检查碳刷 b. 连接片及导电轨123456789101112131415 16171.1.2.11最终折角单元序号报警点处理措施1 Waste box Jam(废包仓卡死) 移除废包仓内废包2 FFU Home position fault(终端成形器零位置故障) a.检查零位置感应器b.检查马达驱动卡3 Check greasing flow FFU(终端润滑报警) 终端加油4 Flap heating bottom temperature(底部褶角加热器温度报警) a.检查喷雾咀是否有塑料或产品垢b.检查调压器压力设定c.如果温度=环境温度,检查保险丝5 Flap heating bottom temperature(底部褶角加热器温度报警) a.检查喷雾咀是否有塑料或产品垢b.检查调压器压力设定c.如果温度=环境温度,检查保123 4 5 6 78910111213 14 151.1.2.12安全防护右序号 报警点 处理措施1 Door guard aseptic chamber top(顶部无菌仓门开)关闭安全门复位 2 Door guard aseptic chamber, upper front(上部无菌仓门开)关闭安全门复位 3 Emergency stop, sterile air system(无菌系统急停按钮被按下)拔起急停按钮复位 4 Door guard aseptic chamber, lower front(下部无菌仓门开)关闭安全门复位 5 Emergency stop, Control cabinet(操制柜急停按钮被按下)拔起急停按钮复位 6 Emergency stop inside electrical cabinet(电气柜急停按钮被按下)拔起急停按钮复位 7Emergency stop, control panel(操作屏急停按拔起急停按钮复位1 2 34567891011121314 151.1.2.13安全防护左序号 报警点处理措施 1 Service switch jump to 0(关闭维修开关) 关闭维修开关 2 Safety relay not enabled(安全继电器未复位) 复位3 Emergency stop, aseptic chamber(无菌仓急停按钮被按下)拔起急停按钮复位4 Hatch under peroxide bath(双氧水槽底盖)检查安全开关重新安装底盖5 Door Guard Lower filling pipe Cleaning(清洗管路安全门开)关门,复位,重新启动清洗 6 Door guard bottom Superstructure(上部结构底部门开) 关门,复位 7 Door guard ASU left(ASU 右侧门开)关门,复位 8 Emergency stop, ASU Inside(ASU 外侧急停按钮被按下) 拔起急停按钮复位9 Emergency stop, bottom left(下部左侧急停按钮被按下) 拔起急停按钮复位 10Crank guard JUM(夹爪摇车柄报警)取下摇车柄12345678 9101112131.1.2.序号报警点处理措施1 SM LS-SA Generator not detected(纵封发生器未检测到) 检查连接处是否连接良好2 SM LS Power error(纵封电压功率错误) 检查高频发生器输出电压是否正确3 SM LS Phase error +(纵封相位错误) 检查碳刷、连接片、变压器4 SM LS Phase error -(纵封相位错误) 检查碳刷、连接片、变压器5 SM LS Phase shift too high(纵封相位变化太高) 检查碳刷、连接片、变压器、同轴电缆6 SM LS Impedance error +(纵封阻抗错误) 检查变压器、高频发生器1.1.2.15通讯序号报警点处理措施1 系统信息传递错误 a.重新启动TPOPb.检查连接线1.2包装完整性检查方法:手撕、渗透等1.3 不良事故案例分析。