机械加工工序卡片.doc
- 格式:doc
- 大小:2.93 MB
- 文档页数:24
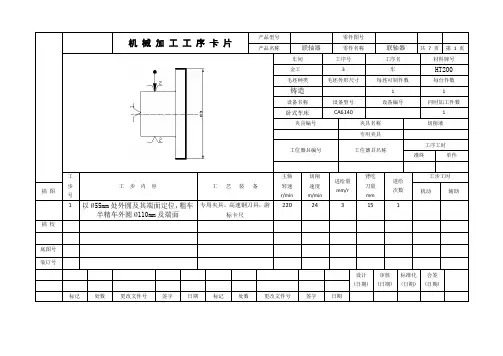
机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 1 页车间工序号工序名材料牌号金工 3 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 2 页车间工序号工序名材料牌号金工 4 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø110mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 3 页车间工序号工序名材料牌号金工 5 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 4 页车间工序号工序名材料牌号金工 6 镗HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及其端面定位,精镗Ø35mm内孔专用夹具,镗刀,游标卡尺350 35.6 1 5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 5 页车间工序号工序名材料牌号金工7 铣HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数铣床X52K 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及端面定位,粗铣、半精铣键槽专用夹具,插刀,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 6 页车间工序号工序名材料牌号金工8 钻HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø30mm孔端面定位,一共要加工4个Ø11mm孔专用夹具,钻头,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第7 页车间工序号工序名材料牌号金工9 钻孔攻丝HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 钻孔攻丝M8专用夹具,钻头,丝锥,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
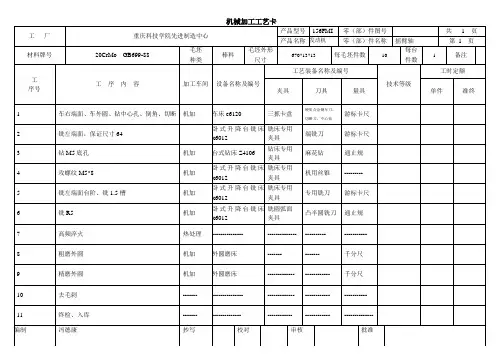
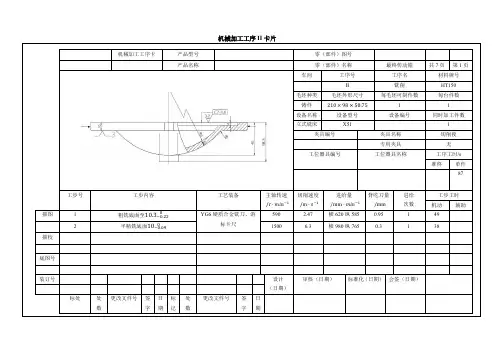
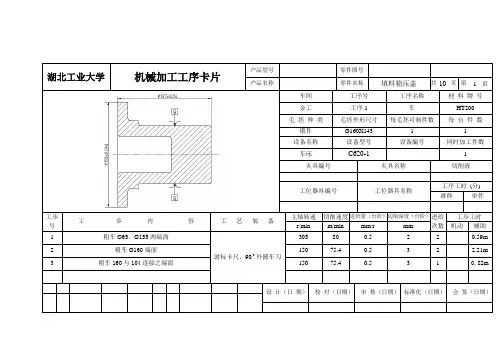
产品名称发动机零(部)件名称摇臂轴第 1 页材料牌号20CrMo GB699-88 毛坯种类棒料毛坯外形尺寸670*13*13 每毛坯件数10每台件数1 备注工序号工序内容加工车间设备名称及编号工艺装备名称及编号技术等级工时定额夹具刀具量具单件准终1 车右端面、车外圆、钻中心孔、倒角、切断机加车床c6120 三抓卡盘硬质合金钢车刀、切断刀、中心钻游标卡尺2 铣左端面,保证尺寸64 卧式升降台铣床x6012铣床专用夹具端铣刀游标卡尺3 钻M5底孔机加台式钻床Z4106 钻床专用夹具麻花钻通止规4 攻螺纹M5*8 机加卧式升降台铣床x6012铣床专用夹具机用丝锥---------5 铣左端面台阶、铣1.5槽机加卧式升降台铣床x6012铣床专用夹具专用铣刀游标卡尺6 铣R5 机加卧式升降台铣床x6012铣圆弧面夹具凸半圆铣刀通止规7 高频淬火热处理--------------- -------------- ---------- -----------8 粗磨外圆机加外圆磨床------- ------- 千分尺9 精磨外圆机加外圆磨床------------- ------------ 千分尺10 去毛刺------- --------------- ------------- ------------ -----------11 终检、入库------- -------------- ------------ ------------ --------------产品名称 发动机零(部)件名称 摇臂轴 第 1 页工序号1工序名称车右端面、车外圆、钻中心孔、倒角、切断材料牌号20CrMo GB699-88毛坯 种类 棒料备注1×45°Φ12-0.009-0.019工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间 工序号 工序名称材料名称机加 1车外圆,倒角、切断.....毛坯种类 毛坯外形尺寸毛坯件数 每台件数棒料 670*13*1310 1 设备名称 设备型号 设备编号同时加工件数卧式车床C61201 1 夹具编号夹具名称冷却油 1 三爪自定心卡盘工序工时准终 单件 工步号 工 步 内 容主轴转速r ·min-1 切削速度 m ·.min -1 进给量 mm ·r -1 背吃刀量 mm进给次数工艺装备工时定额名称型号编号 单件准终 1 车右端面 460 6.5 0.5 12 车外圆3 钻中心孔4 倒角5切断签字 日期 编制(日期) 审核(日期) 会签(日期)签字产品名称发动机零(部)件名称摇臂轴第 2 页工序号 2 工序名称铣左端面,保证尺寸64 材料牌号20CrMoGB699-88毛坯种类棒料备注64+0.10工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 2 铣左端面,保证尺寸6420#钢毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数卧式升降台铣床X6012 1 1夹具编号夹具名称冷却油1 铣床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1 车左端面460签字日期编制(日期)审核(日期)会签(日期)签字产品名称发动机零(部)件名称摇臂轴第 3 页工序号 3 工序名称钻M5底孔材料牌号20CrMoGB699-88毛坯种类棒料备注Φ4.2 12.5工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 3 钻M5底孔毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数台式钻床台式钻床Z4106 4 1夹具编号夹具名称冷却油4 钻床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1 右端面、外圆定位,钻M5底孔签字日期编制(日期)审核(日期)会签(日期)签字标记处更改文件号签字日期标记更改文件号签字机械加工工序卡片工厂重庆科技学院先进制造中心产品型号156FMI零(部)件图号共 6 页产品名称发动机零(部)件名称摇臂轴第 4 页工序号 4 工序名称攻螺纹M5*8 材料牌号20CrMoGB699-88毛坯种类棒料备注M58工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 4 攻螺纹M5*8毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数卧式升降台铣床X6012 2 1夹具编号夹具名称冷却油2 铣床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1签字日期编制(日期)审核(日期)会签(日期)签字标记处更改文件号签字日期标记更改文件号签字共 6页 5 5 铣左端面台阶、铣 1.5槽20CrMo 毛坯21.59.7图 5 铣左端面台阶、铣1.5槽卧式升降台铣床切削速度进给量单准 标工 厂 重庆科技学院先进制造中心 产品型号 156FMI 零(部)件图号 共 6页 产品名称 发动机零(部)件名称 摇臂轴 第 6 页工序号6工序名称铣R5 材料牌号GB699-88种类 棒料备注R 512工序图[中标明加工表面、定位基准、工序尺寸、粗糙度等]车间 工序号 工序名称材料名称机加 6铣R5 毛坯种类 毛坯外形尺寸毛坯件数每台件数棒料 64*12*121 1 设备名称 设备型号 设备编号同时加工件数卧式升降台铣床 X60123 1 夹具编号夹具名称冷却油 3 铣床专用夹具工序工时准终 单件 工步号 工 步 内 容主轴转速r ·min-1m ·.min -1 mm ·r -1背吃刀量 mm进给次数工艺装备工时定额名称型号编号 件终1签字 日期 编制(日期) 审核(日期) 会签(日期)签字记 记处更改文件号签字日期标记更改文件号签字。
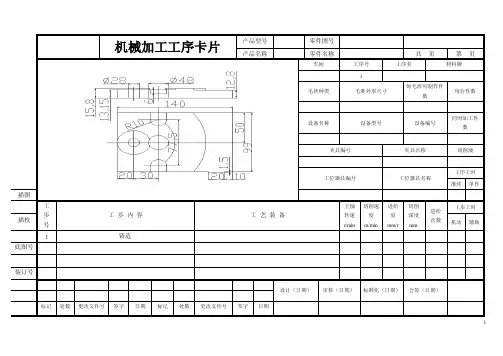
机械加工工艺过程卡片资料牌号毛坯种类毛坯外型尺寸工序工序工序内容号名称描图描校底图号装订号标志处数改正文签日标处改正文件号字期记数件号产品型号零 (部 )件图号产品名称零 (部 )件名称共( )页第( )页每毛坯可制件数每台件数备注车间工段设施工时工艺装备单件准终设计 (日期 )审查(日期)标准化(日期)会签(日期)签日字期机械加工工序卡片产品型号零 (部 )件图号产品名称零 (部 )件名称共( )页第( )页车间工序号工序名称资料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液工序工时工位用具编号工位用具名称准终单件工步工艺装备主轴转数切削速度进给量切削速度工步工时工步内容r/min m/min mm./r mm 进给次数号灵活协助描图描校底图号装订号设计 (日审查 (日标准化期 )期 )会签 (日期 ) (日期 )标志处数改正文件号署名日期标志处数改正文件号署名日期机械加工工序卡片产品型号零 (部 )件图号产品名称零 (部 )件名称共( )页第( )页车间工序号工序名称资料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液工序工时工位用具编号工位用具名称准终单件工步工艺装备主轴转数切削速度进给量切削速度工步工时工步内容r/min m/min mm./r mm 进给次数号灵活协助描图描校底图号装订号设计 (日审查 (日标准化期 )期 )会签 (日期 ) (日期 )标志处数改正文件号署名日期标志处数改正文件号署名日期机械加工工序卡片产品型号零 (部 )件图号产品名称零 (部 )件名称共( )页第( )页车间工序号工序名称资料牌号毛坯外型尺毛坯种类每毛坯可制件数每台件数寸设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液工序工时工位用具编号工位用具名称准终单件工步号工步内容主轴转切削速进给量切削速进给次工步工时工艺装备度 m/min mm./r度 mm数 r/min数灵活协助描图描校底图号装订号设计 (日审查 (日标准化期 )期)会签 (日期 ) (日期 )标志处数改正文件号署名日期标志处数改正文件号署名日期机械加工工序卡片产品型号零 (部 )件图号产品名称零 (部 )件名称共( )页第( )页车间工序号工序名称资料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液工序工时工位用具编号工位用具名称准终单件工步工艺装备主轴转数切削速度进给量切削速度工步工时工步内容r/min m/min mm./r mm 进给次数号灵活协助描图描校底图号装订号设计 (日审查 (日标准化期 )期 )会签 (日期 )(日期 )标志处数改正文件号署名日期标志处数改正文件号署名日期机械加工工序卡片产品型号零 (部 )件图号产品名称零 (部 )件名称共( )页第( )页车间工序号工序名称资料牌号毛坯外型尺毛坯种类每毛坯可制件数每台件数寸设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液工序工时工位用具编号工位用具名称准终单件工步号工步内容主轴转切削速进给量切削速进给次工步工时工艺装备度 m/min mm./r度 mm数 r/min数灵活协助描图描校底图号装订号设计 (日审查 (日标准化期 )期 )会签 (日期 )(日期 )标志处数改正文件号署名日期标志处数改正文件号署名日期机械加工工序卡片产品型号零 (部 )件图号产品名称零 (部 )件名称共( )页第( )页车间工序号工序名称资料牌号毛坯外型尺毛坯种类每毛坯可制件数每台件数寸设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液工序工时工位用具编号工位用具名称准终单件工步号工步内容主轴转切削速进给量切削速进给次工步工时工艺装备度 m/min mm./r度 mm数 r/min数灵活协助描图描校底图号装订号设计 (日审查(日标准化会签 (日期 )期)期)(日期)标志处数改正文件号署名日期标志处数改正文件号署名日期。
车间工序号工序名称材料牌号10车外圆、螺纹及端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件222mm×124mm×71mm11设备名称设备型号设备编号同时加工件数普通车床C620-1 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车端面至φ30mm,保持尺寸185±0.5mm普通车床C620-1、专用夹具600 122 0.5 32 车外圆φ62mm,长90mm普通车床C620-1、专用夹具600 122 0.5 33 车外圆φ60mm,长20mm普通车床C620-1、专用夹具770 145 0.5 14 倒角1.5×45°普通车床C620-1、专用夹具770 145 0.5 1.55 车螺纹M60×1mm,长15mm 普通车床C620-1、专用夹具96 18 0.17 6设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号20 钻、扩花键底孔、镗止口45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件222mm×124mm ×71mm设备名称设备型号设备编号同时加工件数六角车床C365L夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻通孔φ25mm六角车床C365L、专用夹具136 10.68 0.412 扩钻通孔φ41mm六角车床C365L、专用夹具58 7.47 0.763 扩孔至φ43mm六角车床C365L、专用夹具58 7.7 1.244 镗止口φ55mm,保证尺寸140±0.4mm六角车床C365L、专用夹具44 8.29 0.2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号30 倒角5×60°45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件222mm×124mm×71mm1设备名称设备型号设备编号同时加工件数普通车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车倒角5×60°普通车床C620-1、专用夹具120 16.2 0.08设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号40 钻Z1/8”底孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件222mm×124mm×71mm1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Z1/8”底孔为 8.8mm,保证尺寸110mm立式钻床Z525、专用夹具680 18.8 0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称 材 料 牌 号50拉花键孔45钢 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数锻 件 222mm ×124mm ×71mm1 设备名称 设备型号 设备编号同时加工件数卧式拉床L61201 夹具编号夹具名称切削液工位器具编号 工位器具名称工序工时 (分) 准终 单件工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/min mm/rmm 机动 辅助 1 拉花键孔16-φ05.0050+mm ×φ17.0043+mm × 05.005+ mm卧式拉床L6120、专用夹具3.6 0.06设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)车间 工序号工序名称材 料 牌 号60粗铣φ39mm 孔端面45钢 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数锻 件 222mm ×124mm ×71mm1 设备名称 设备型号 设备编号同时加工件数卧式铣床X621 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终 单件工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/min m/min mm/r mm 机动 辅助 1 粗铣两端面,保证尺寸035.069.118-mm卧式铣床X62、专用夹具 37.5 26.5 60 0.08设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)车间工序号工序名称材料牌号70 钻、扩φ39mm孔、倒角45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件222mm×124mm×71mm1设备名称设备型号设备编号同时加工件数立式钻床Z535 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔φ25mm,保证尺寸185mm;立式钻床Z535、专用夹具195 15.3 0.252 扩孔φ37mm;立式钻床Z535、专用夹具68 7.9 0.573 扩孔φ38.4mm立式钻床Z535、专用夹具68 8.26 0.724 倒角2.5×45°立式钻床Z535、专用夹具68设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间 工序号工序名称材 料 牌 号80粗、精镗φ39mm 孔 45钢 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数锻 件 222mm ×124mm ×71mm1 设备名称 设备型号 设备编号同时加工件数金刚镗床T7401 夹具编号夹具名称切削液工位器具编号 工位器具名称工序工时 (分) 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/min m/min mm/r mm 机动 辅助1 粗镗两孔至φ38.9mm金刚镗床T740、专用夹具 816 10 0.1 0.1 2 精镗两孔至φ027.0010.039+- mm金刚镗床T740、专用夹具816 100 0.1 0.05设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)车间工序号工序名称 材 料 牌 号90平磨端面45钢 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数锻 件 222mm ×124mm ×71mm1 设备名称 设备型号 设备编号同时加工件数平面磨床M71301 夹具编号夹具名称切削液工位器具编号 工位器具名称工序工时 (分) 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/min m/min mm/r mm机动 辅助 1 平磨端面φ39孔端面平面磨床M7130 1500 1650 20/0.015 2 平磨φ39mm 另一端面,最终保证尺寸007.0118-mm平面磨床M71301500 1650 20/0.015设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)车间工序号工序名称材料牌号100 钻M8底孔及倒角45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件222mm×124mm×71mm1设备名称设备型号设备编号同时加工件数台式钻床Z4112 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻M8底孔φ6.7两个台式钻床Z4112、专用夹具950 20 0.12 倒角120°台式钻床Z4112专用夹具950 20 0.13 钻M8底孔φ6.7mm的另两个台式钻床Z4112专用夹具950 20 0.14 倒角120°台式钻床Z4112专用夹具950 20 0.1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号110 攻丝M8,Z1/8”45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件222mm×124mm×71mm1设备名称设备型号设备编号同时加工件数立式钻床Z525 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 攻丝4-M8立式钻床Z525、专用夹具、M8丝锥238 62 攻丝Z1/8”立式钻床Z525、专用夹具、M8丝锥238 6设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工序卡片沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共页第 1 页产品名称车间工序号工序名称材料牌号IIIIIIIV 铣下平面HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件1.91工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 粗铣底平面端面铣刀游标卡尺150 37.7 0.082 1 93.75 14.6设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24 页第 3 页产品名称车间工序号工序名称材料牌号钻孔Ф8mm ,Ф5mm,7 Ф9mm ,锪沉头孔HT15-33Ф14mm,攻丝 M5毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液专用夹具工序工时(分)工位器具编号工位器具名称准终单件不计 2.63工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 钻孔 2- Ф8mm 高速钢麻花钻极限验规545 13.70 0.1 18 1 22.06s 3.31s2 钻孔 3- Ф5mm 高速钢麻花钻极限验规680 15 0.1 10 1 8.83s 1.32s3 钻孔 6- Ф9mm 高速钢麻花钻极限验规392 11.08 0.1 18 1 22.06s 3.31s4 锪沉头孔 6- Ф14mm 平面锪钻极限验规140 4.4 0.05 14 1 56.47s 8.47s5 攻丝 3-M5 细柄机用丝锥140 2.2 0.23 10 1 20.06 3.09s s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24 页第 20 页产品名称车间工序号工序名称材料牌号24 钻孔,攻丝上表面HT15-33 4XM5毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计0.78工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 钻孔上表面 4X Ф5mm 高速钢麻花钻极限验规680 15 0.1 12 1 23.34 s 3.5s2 攻螺纹上表面 4X Ф5mm 细柄机用丝锥190 2.98 0.23 12 1 15s 2.25s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24 页第 2 1 页产品名称车间工序号工序名称材料牌号25 钻孔,攻丝左表面HT15-33 3-M5毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计 1.37工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 钻孔左表面 3X Ф5mm 高速钢麻花钻极限验规680 15 0.1 25 1 26.47s 3.97s2 攻螺纹左表面 3X Ф5mm 细柄机用丝锥190 2.98 0.23 25 1 41.19s 6.18设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24 页第 22 页产品名称车间工序号工序名称材料牌号26 钻孔,攻丝前表面HT15-33 3-M5毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计 1.4工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 钻孔前表面 3X Ф5 高速钢麻花钻极限验规680 15 0.1 30 1 30.88s 4.63s2 攻螺前表面 3X Ф5 细柄机用丝锥190 2.98 0.23 25 1 37.64s 6.18s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号-沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24 页第 23 页产品名称车间工序号工序名称材料牌号27 钻孔,攻丝右表面HT15-33 3-M5毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计 1.37工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 钻孔右表面 3X Ф5 高速钢麻花钻极限验规680 15 0.1 25 1 26.47s 3.97s2 攻螺纹右表面 3X Ф5 细柄机用丝锥190 2.98 0.23 20 1 41.19s 6.18设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24 页第 4 页产品名称车间工序号工序名称材料牌号8 铣上平面HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计 1.52工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 粗铣上平面端面铣刀游标卡尺150 37.7 0.08 1.5 1 75s 11.25s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共24 页第 5 页产品名称车间工序号工序名称材料牌号9 粗铣35 孔外两端HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计0.5工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 粗铣35 孔外两端面端面铣刀游标卡尺150 37.7 0.08 1.5 124s 3.6s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24 页第 6 页产品名称车间工序号工序名称材料牌号10 粗铣 40 孔外两端HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计0.54工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 粗铣40 孔外两端面端面铣刀游标卡尺150 37.7 0.08 1.5 126.5s 4s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号-沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共24 页第 10 页产品名称车间工序号工序名称材料牌号14 粗镗470 0.027 HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计0.32工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 粗镗孔Ф47,保持尺寸硬质合金精镗刀游标卡尺380 50 0.5 45 1 15.79s 2.37s Ф45 H10设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学机械加工工序卡片工步工序内容刀具粗镗孔Ф35,保持尺寸1硬质合金精镗刀Ф33 H10标记处数更改文日期标记处数签字件号产品型号零件图号产品名称零件名称减速箱体共 24 页第 7 页车间工序号工序名称材料牌号110.027HT15-33粗镗35 0毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68夹具编号夹具名称切削液专用夹具工序工时(分)工位器具编号工位器具名称准终单件不计0.15主轴转数切削速度进给量切削深度进给单件工时量具m/min mm/ z mm 次数r/min 机动辅助游标卡尺50 0.5 25 1 7.35s 1.1s490塞规Ф35H7设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)更改文件号签字日期-沈阳大学机械加工工序卡片工步工序内容刀具粗镗孔Ф40,保持尺寸1硬质合金精镗刀Ф38H10标记处数更改文日期标记处数签字件号产品型号零件图号产品名称零件名称减速箱体共 24 页第 8 页车间工序号工序名称材料牌号12 粗镗尺寸40 0 0.027 HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68夹具编号夹具名称切削液专用夹具工序工时(分)工位器具编号工位器具名称准终单件不计0.15主轴转数切削速度进给量切削深度进给单件工时量具m/min mm/ z mm 次数r/min 机动辅助游标卡尺50 0.5 25 1 7.35s 1.11s490塞规Ф40H7设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)更改文件号签字日期沈阳大学机械加工工序卡片零件名称减速箱体共24页第 11 页产品名称车间工序号工序名称材料牌号15 半精铣上平面HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计 1.20工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 半精铣上平面端面铣刀游标卡尺190 47.75 0.4 1 1 59.21 8.88设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号-沈阳大学机械加工工序卡片零件名称减速箱体共 24 页第 12 页产品名称车间工序号工序名称材料牌号16 半精铣35 孔外两端毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计0.39工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 半精铣35 孔外两端端面铣刀游标卡尺190 47.75 0.4 1 118.95s 2.84s面设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称减速箱体共 24 页第 13 页车间工序号工序名称材料牌号17 铣40 孔外两端HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)单件准终不计0.39工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助半精铣40 孔外两端端面铣刀游标卡尺190 47.75 0.4 1 1 18.95s 2.84s1面设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号-沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24 页第 16 页产品名称车间工序号工序名称材料牌号20 半精镗470 0.027 HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计0..31工步工序内容刀具主轴转数切削速度进给量切削深度进给单件工时量具m/min mm/ z mm 次数r/min 机动辅助1 半精镗孔Ф47,保持尺硬质合金精镗刀游标卡尺60 0.4 45 1 15.31s 2.3s寸Ф46.7H9490塞规Ф47H7设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24 页第 14 页产品名称车间工序号工序名称材料牌号半精镗尺寸18 35 0 0.027 HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计0.16工步工序内容刀具主轴转数切削速度进给量切削深度进给单件工时量具m/min mm/ z mm 次数r/min 机动辅助1 半精镗孔Ф35,保持尺硬质合金精镗刀游标卡尺60 0.4 25 1 7.63s 1.15s 寸Ф34.6H9590塞规Ф35H7设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号-沈阳大学机械加工工序卡片工步工序内容刀具半精镗Ф40,保持尺寸硬质合金精镗刀1Ф39.6H9产品型号零件图号产品名称零件名称减速箱体共 24 页第 15 页车间工序号工序名称材料牌号半精镗尺寸19 0.027 HT15-3340 0毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68夹具编号夹具名称切削液专用夹具工序工时(分)工位器具编号工位器具名称准终单件不计0.19主轴转数切削速度进给量切削深度进给单件工时量具m/min mm/ z mm 次数r/min 机动辅助游标卡尺60 0.4 25 1 9.18s 1.38s490塞规Ф40H7设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称减速箱体共24页第19页车间工序号工序名称材料牌号23 精镗 470 0.027 HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm设备名称设备型号设备编号同时加工件数卧式镗床T68夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计0.53工步工序内容刀具主轴转数切削速度进给量切削深度进给单件工时量具m/min mm/ z mm 次数r/min 机动辅助1 精镗Ф47,至Ф47H7游标卡尺50 0.3 45 1 26.32s 3.95s 硬质合金精镗刀380塞规Ф47H7设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号-沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24 页第 17页产品名称车间工序号工序名称材料牌号21 精镗尺寸35 0 0.027 HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计0.25工步工序内容刀具主轴转数切削速度进给量切削深度进给单件工时量具m/min mm/ z mm 次数r/min 机动辅助1 精镗Ф 35到Ф 35H7游标卡尺50 0.3 25 1 12..25s 1.84s 硬质合金精镗刀490塞规Ф35H7设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共24 页第18页产品名称车间工序号工序名称材料牌号220.027HT15-33 精镗尺寸40 0毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计0.25工步工序内容刀具主轴转数切削速度进给量切削深度进给单件工时量具m/min mm/ z mm 次数r/min 机动辅助1 精镗Ф 40,至Ф 40H7游标卡尺50 0.3 25 1 12.25s 1.84s 硬质合金精镗刀490塞规Ф40H7设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24产品名称车间工序号工序名称6 铣Ф75孔毛坯种类毛坯外形尺寸每毛坯可制件数铸件186mm× 176mm 1设备名称设备型号设备编号X62夹具编号夹具名称工位器具编号工位器具名称准终不计页第 2页材料牌号HT15-33每台件数1同时加工件数1切削液工序工时(分)单件0.07工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 粗铣Ф75 孔端面铣刀游标卡尺150 37.7 0.082 1 3.2 0.64设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24 页第 9 页产品名称车间工序号工序名称材料牌号13 粗镗42 HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计0.07工步工序内容刀具主轴转数切削速度进给量切削深度进给单件工时量具m/min mm/ z mm 次数r/min 机动辅助1 粗镗 42游标卡尺50 0.5 5 1 3.16s 0.63s 硬质合金精镗刀3800~150/0.02设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号沈阳大学产品型号零件图号机械加工工序卡片零件名称减速箱体共 24 页第 24 页产品名称车间工序号工序名称材料牌号28钻孔,攻丝后表面HT15-333-M5毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件186mm× 176mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床Z525夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件不计 1.4工步工序内容刀具量具主轴转数切削速度进给量切削深度进给单件工时r/min m/min mm/ z mm 次数机动辅助1 钻孔后表面 3X Ф5 高速钢麻花钻极限验规680 15 0.1 30 1 30.88s 4.63s2 攻螺纹后表面 3X Ф5 细柄机用丝锥190 2.98 0.23 25 1 37.64s 6.18s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文日期标记处数更改文件号签字日期签字件号。