量问题。
一、工艺参数变动
1.增加了压力:注意产生披峰(周边披峰、孔位披峰)、顶白、拉裂、粘模、烧焦、
尺寸变大、产品处较薄处、近水口处有无不规则缩水、拖花。
2.降低了压力:注意产生缩水、走料、夹水纹明显且熔接处脆弱、波浪纹、砂面模易
发亮。
3.加快了射速:注意生产披峰、烧焦。
4.减慢了射速:注意生产缩水,走料、夹水纹明显熔接处脆弱、波浪纹、砂面模易以
5.对该班的不合格品,应当天填写《产不合格处理报告》,内容必须详细描述, 交有关负责人签收。
6.A《巡查报告》、B《不合格处理报告》、C《质量异常改善通知书》使用方法: A.记录检验结果,将发现质量问题、发现时间、通知负责人、负责跟进结 果做好相应的记录。
B.对该班生产有不合格品,就一定要写,对厂外退货回来,如果可以做返 工处理的,同样也用这表格。 C.对某些产品出现严重问题,或许在三番五次通知都得不到解决的,应必 须填写《质量异常通知书》,如主管、领班拒签的,交厂长审批处理。 7.对该班机台更换模具时,必须做到及时收发副板和《质检指导书》,做到机边 生产的产品与机台挂的指导书和副板是一致的,有些对更换机种时,及时对机 台尾数做好相应的标识,不要造成不同产品混放。 检验员造成“失信”的几上有害作法
B.多问、多听、多看、多跟进。
C.认真、礼貌、友好、专注、态度平等。
D.及时反馈,做出恰当的反应。
四、自身的建设与完善。
1.品质保证知识更新、经验积累、作风培养应持续进行。
2.工作程序的持续改善。
3.以良好的态度与作风争取全体员工的信任。
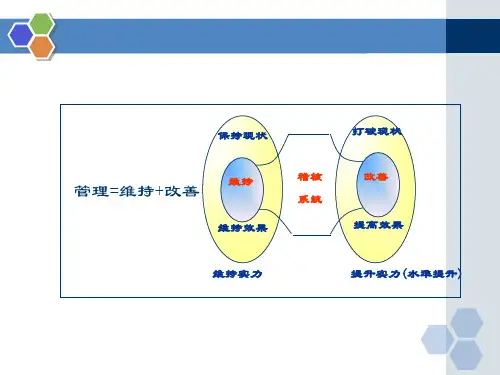
生产要素变动后注意事项
“所谓知已知彼,方能百战百胜”,在领班填写《领班巡检报告》的同时,更应了解工艺或其它要素变动可能会引起什么样的质