内径量表使用--内孔测量
- 格式:ppt
- 大小:2.21 MB
- 文档页数:16
实验1 1内径百分表测量内孔实验1-1内径百分表测量内孔实验一尺寸测量§1-1用内径千分表或卧式短仪测量内径一、实验目的1.熟悉测量内径常用的计量器具和方法。
2.加深对内尺寸测量特点的了解。
二、实验内容1.用内径千分表测量内径。
2.用卧式测长仪测量内径。
三、测量原理及计量器具表明内径可用内径千分尺直接测量,但对深孔或公差等级较高的孔,则常用内径千分表或卧式测长仪并作比较测量。
1.内径千分表国产的内径千分表,Loulay活动测头工作行程相同的七种规格共同组成一套,用来测量10―450mm的内径,特别适用于测量浅孔,其典型结构例如图1右图。
内径千分表是用它的可换测头3(测量中固定不动)和活动测头2跟被测孔壁接触进行测量的。
仪器盒内有几个长短不同的可换测头,使用时可按被测尺寸的大小来选择。
测量时,活动测头2受到一定的压力,向内推动镶在等臂直角杠杆1上的钢球4,使杠杆1绕支轴6回转,并通过长接杆5推动千分表的测杆而进行读数。
在活动测头的两侧,有对称的定位板8。
装上测头2后,与定位板连成一个整体。
定位板在弹簧9的作用下,对称地压在靠在被测孔壁上,以保证测头的轴线处于被测孔的直径截面内。
2.卧式测长仪卧式测长仪是以精密刻度尺为基准,利用平面螺旋式读数装置的高精度长度计量器具。
该仪器具有多种专用附件,可以用作测量外尺寸、内尺寸和内、外螺纹中径。
根据测量须要,既可以用作绝对测量,又可以用作相对(比较)测量,故常称作万能测长仪。
卧式测长仪的外观如图2所示。
在测量过程中,镶有一条精密毫米刻度尺(图3a中的6)的测量轴3随着被测尺寸的大小在测量轴承座内作适当的滑动。
当测头碰触被测部分后,测量轴就暂停滑动。
图3a就是测微目镜1的光学系统。
在目镜1中可以观测至毫米数值,但还须要细分读数,以满足用户精密测量的建议。
测微目镜中存有一个紧固分划板4,它的上面铸有10个成正比的刻度间距,毫米刻度尺的一个间距成象在它上面时恰与这10个间距总长成正比,故其分度值0.1毫米。
内径量表的测量使用方法内径量表是一种用于测量物体内部直径的工具。
它通常由一个可移动的游标和一个固定的尺度组成。
在使用内径量表进行测量时,需要注意以下几个步骤:1. 准备工作在开始测量之前,需要确保内径量表的游标和尺度清洁无尘,并检查是否有损坏或松动的部件。
同时,还需要将待测物体放置在平稳的台面上,并保持其垂直于水平面。
2. 调整测量范围内径量表通常具有可调节的测量范围。
根据待测物体的内径大小,需要调整量表的范围,使其稍微大于待测物体的内径。
调整的方法为旋转量表上的调节螺丝,将游标和尺度上的刻度对齐。
3. 零点校准在进行测量之前,需要对内径量表进行零点校准。
将游标和尺度上的零刻度对齐,并将游标上的刻度清零。
这样可以确保测量结果的准确性。
4. 进行测量将内径量表的游标轻轻插入待测物体的内径中,确保它与内径的壁面轻微接触。
通过旋转量表上的螺旋装置,使游标与内径的壁面紧密贴合,但不要过分用力,以免损坏待测物体。
5. 读取测量结果在游标和尺度对齐之后,可以读取内径量表上游标所指示的数值。
通常,内径量表的刻度间距较小,因此需要仔细观察并确保准确地读取数值。
同时,还应注意游标所在的刻度线与尺度上的刻度线之间的对应关系,以避免读取错误的数值。
6. 记录和分析数据在完成测量之后,需要将测量结果记录下来,并进行进一步的数据分析。
可以将多次测量的结果进行平均,以提高测量的准确性。
同时,还可以根据测量结果进行物体的尺寸分析和判定。
需要注意的是,在使用内径量表进行测量时,应尽量避免以下几个问题:1. 游标与内径壁面的摩擦力过大,可能导致测量结果不准确。
2. 测量范围选择不当,可能导致无法测量或测量结果超出量表的范围。
3. 操作不谨慎,可能导致内径量表的损坏或待测物体的损坏。
4. 读取数值不准确,可能导致测量结果的误差。
内径量表是一种常用的测量工具,可以用于测量物体的内径。
在使用内径量表进行测量时,需要进行准备工作,调整测量范围,进行零点校准,进行测量,读取测量结果,并进行数据记录和分析。
内径量表测孔径实验心得
一、实验目的
1.熟悉测量内径常用的计量器具和方法。
2.加深对内尺寸测量特点的了解。
二、实验内容
1.用内径千分表测量内径。
2.用卧式测长仪测量内径。
三、测量原理及计量器具说明
内径可用内径千分尺直接测量,但对深孔或公差等级较高的则常用内径千分表或
卧式测长仪作比较测量。
1.内径千分表
国产的内径干分表,常由活动测头工作行程不同的七种规成一套,用以测量10—450mm的内径,特别适用测量深孔,!型结构如图1所示。
内径千分表是用它的可换测头3(测量中固定不动)和活动测头﹖跟被测孔壁接触进行测量的。
仪器盒内有几个长短不同的可换测头,使用时可按被测尺寸的大小来选择。
测量时,活动测头2受到一定的压力,向内推动镶在等臂直角杠杆1上的钢球4,使杠杆1绕支轴6回转,并通过长接杆5推动千分表的测杆而进行读数。
在活动测头的两侧,有对称的定位板8。
装上测头2后,与定位板连成一个整体。
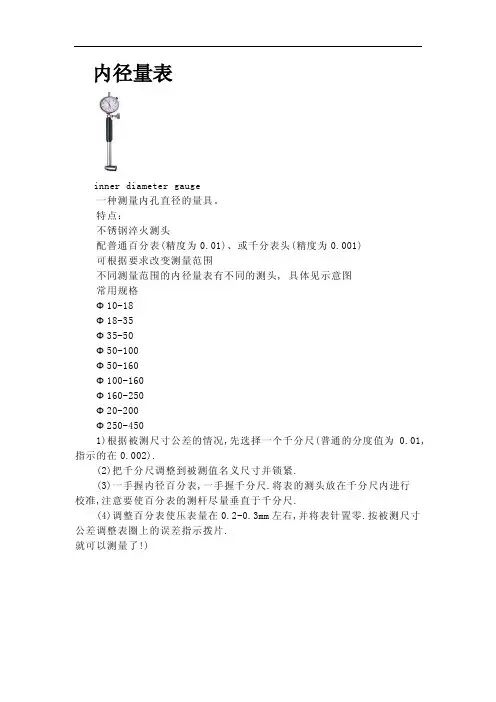
内径量表
inner diameter gauge
一种测量内孔直径的量具。
特点:
不锈钢淬火测头
配普通百分表(精度为0.01)、或千分表头(精度为0.001)
可根据要求改变测量范围
不同测量范围的内径量表有不同的测头, 具体见示意图
常用规格
Ф10-18
Ф18-35
Ф35-50
Ф50-100
Ф50-160
Ф100-160
Ф160-250
Ф20-200
Ф250-450
1)根据被测尺寸公差的情况,先选择一个千分尺(普通的分度值为0.01,指示的在0.002).
(2)把千分尺调整到被测值名义尺寸并锁紧.
(3)一手握内径百分表,一手握千分尺.将表的测头放在千分尺内进行
校准,注意要使百分表的测杆尽量垂直于千分尺.
(4)调整百分表使压表量在0.2-0.3mm左右,并将表针置零.按被测尺寸公差调整表圈上的误差指示拨片.
就可以测量了!)。
用内径量表测量孔径授课班级 】 16 高职预科 1 班 授课时间 】 2017 年 3月 30日 教学目标 】1.知识与技能目标: (1)认识内径量表;(2)理解内径量表的测量原理;(3)掌握内径量表测量孔径的方法和要领。
2 .过程与方法目标:(1)通过设疑导入提升思考、分析问题能力 (2)通过小组合作学习提升团队协作能力;(3)通过实践探究学习提升动手和解决问题能力;(4)通过高职考典型例题链接提升对知识的应用能力。
3.情感态度与价值观目标: 通过理论教学和实践探究相结合的方式,有效的激发学生的学习兴趣和学习积极 性;提升学生主动学习的能力和求实的科学态度。
重 点 】 内径量表测量孔径的方法和要领。
难 点 】 内径量表测量孔径的要领。
教学方法 】 讲授法、归纳法、演示法、合作探究法等。
教学准备 】相关工量具、多媒体课件、教案、学案 教学过程 】在上次课的学习中,我们已经学习了用游标卡尺、内 径千分尺测量孔径的方法。
请大家仔细观察课件上的工件, 该工件中 的孔可以用我们上次课所学的那两种量 具来测量吗?(请几位学生上来测量)为什么?( 5′)讲解、展示 工件、提问、 引导、播放 课件 听讲、观察 测量、思考 讨论、回答教学 环节教学内容和要点教师 活动学生 活动设疑 导入设计意图:导入新课的同时引导学生自己去思考、分析问题提升学生思考、分析问题能力知识链接:测量器具的选择,主要取决于被测件的精度要求,也要考虑尺寸大小、结构形状、材料被测表面位置,同时也要考虑工件批量、生产方式和生产成本等因素一、小组合作初次实践探究(6′)根据课前预习和分组,小组合作尝试安装、调校内径量表,完成工件中孔径的测量,并填写学习任务单。
教师根据各小组操作情况简要小结设计意图:检验预习成果,培养学生自主学习的能力和积极性,提升团队协作以及动手和解决问题能力,发现问题, 为接下来的学习做好铺垫。
二、观看视频,再次实践探究(9′)带着初次实践探究所遇到的一系列问题观看教师自己新课录制的视频,并再次完成工件中孔径的测量,同环节时完成学习任务单的填写。

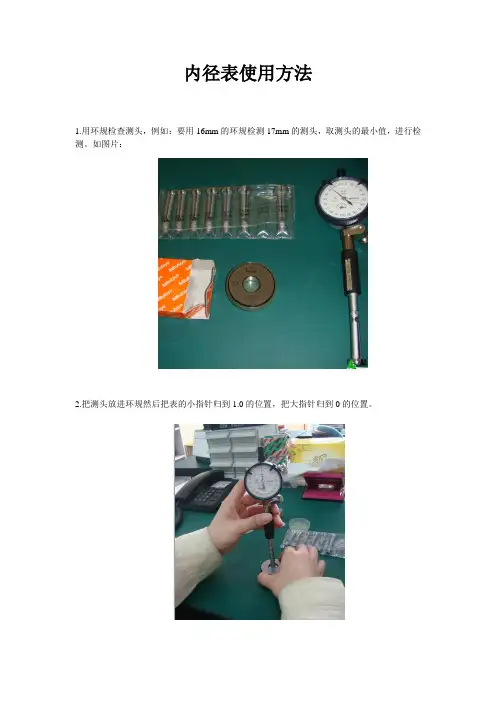
内径表使用方法
1.用环规检查测头,例如:要用16mm的环规检测17mm的测头,取测头的最小值,进行检测。
如图片:
2.把测头放进环规然后把表的小指针归到1.0的位置,把大指针归到0的位置。
3.然后把千分尺的数值定在和环规数值一样的位置锁紧,用千分尺来检验内径表的测头,如图:
4.转动千分尺到16.500mm的位置上,再看表的数值是否也是16.500mm,如图:
由于内径表的精度是±0.004mm所以精度是合格的。
5.如果可以的话,可以多检测几点,方法是一样的。
注意,在检查每一点的时候一定要把千分尺锁紧,如图:。
内径百分表的使用方法内径百分表是一种用于测量孔径或内径尺寸的工具,它能够精确地测量出孔径的尺寸,是工业制造和加工中常用的精密测量工具。
在使用内径百分表时,需要注意一些使用方法和技巧,下面将为大家介绍内径百分表的使用方法。
首先,使用内径百分表之前需要对其进行校准。
校准内径百分表的方法是使用已知尺寸的标准量具进行对比,确保内径百分表的测量结果准确可靠。
校准完成后,我们就可以开始使用内径百分表进行测量了。
在测量之前,需要确保被测量的孔径表面是清洁的,没有杂质或划痕,以免影响测量结果。
将内径百分表的测量臂轻轻插入被测孔径中,然后用螺旋钮将测量臂轻轻夹紧,使其与孔径壁紧密接触。
接下来,我们需要通过读数盘来读取测量结果。
内径百分表的读数盘上有刻度,可以直观地显示出测量结果。
当测量臂与孔径壁接触后,读数盘上的刻度会发生变化,我们可以通过读数盘上的刻度来确定被测孔径的尺寸。
在读取测量结果时,需要注意两点。
首先,要确保读数盘的刻度线与指针线重合,以确保读数准确。
其次,由于内径百分表是通过螺旋钮进行测量的,因此在读数时需要考虑螺旋钮的分度值,将其加到读数结果中,得出最终的测量值。
在使用内径百分表进行测量时,需要注意一些技巧。
首先,要轻柔地操作内径百分表,避免造成测量臂的变形或损坏。
其次,在测量过程中要保持内径百分表与被测孔径的垂直,以确保测量结果的准确性。
最后,在测量结束后,要及时清洁和保养内径百分表,以确保其长期的精准度和可靠性。
总的来说,内径百分表是一种精密的测量工具,使用时需要注意一些方法和技巧。
通过正确的使用方法和细致的操作,我们可以准确地测量出被测孔径的尺寸,为工业制造和加工提供精准的数据支持。
希望以上介绍的内径百分表的使用方法能够对大家有所帮助。
内径百分表的使用口诀
内径百分表的使用口诀可以总结为以下几点:
1.表针在0左为正,在0右为负。
这是因为当表受到压力时,表针会往右转,也
就是负的方向;而测量内孔时,内孔越小压力越大,相反内孔越大压力越小,表针会往左。
2.百分表圆表盘刻度为100,长指针在圆表盘上转动一格为0.01毫米,转动一
圈为1毫米;小指针偏动一格为1毫米。
在测量时,要注意观察指针的偏转情况。
3.当圆表盘指针顺时针方向离开“0”位,表示被测实际孔径小于标准孔径,它是标
准孔径与表针离开“0”位格数的差;当圆表盘指针逆时针方向离开“0”位,表示被测实际孔径大于标准孔径,它是标准孔径与表针离开“0”位格数之和。
这是判断孔径大小与标准孔径差异的关键。
4.若测量时,表盘小针偏移1毫米,则应在实际测量值中减去或加上1毫米。
这
是进行精确测量的必要步骤。
5.使用内径量表时,一手拿住表杆绝热套,另一手托住表杆下部靠近测杆的部位。
保持稳定的操作姿势有助于获得更准确的测量结果。
6.测量时,应使内径量表的测杆与孔径轴线保持垂直,才能测量准确。
沿内径量
表的测杆方向摆动表杆,使圆表盘指针指示到小数字即圆表盘指针顺时针偏转的终点时,表示测杆已垂直于孔径轴线。
这是确保测量准确性的重要环节。
以上口诀涵盖了内径百分表的使用方法、读数技巧和注意事项等方面,有助于更好地掌握内径百分表的使用技巧。
内径百分表使用操作标准
一、内径百分表的组装与校准
内径百分表用来测量圆柱孔,它附有成套的可调测量头,使用前必须先进行组合和校对零位。
百分表紧固螺栓
百分表
表杆绝热套
连杆
可调测量头
测量头安装孔
1、组合时,将百分表装入连杆内,要有一定的预压缩量(一般为1mm左右),长针和连杆轴线重合,刻度盘上的字应垂直向下,以便于测量时观察,装好后应予紧固。
2、校对零位时,根据被测尺寸,选取一个相应尺寸的可换测头,并尽量使活动测头在活动范围的中间位置使用(此时杠杆误差最小),校对好零位后,要检查零位是否稳定。
二、内径百分表的测量操作
步骤:
①图为使用游标卡尺测量工件内径a;②图为根据a初步选择可换测量头;
③图为根据a初步校正调整;④图为千分尺零位校验;
⑤图为根据a+(0.5~1.0)精确校正调整;取整数。
⑥图为百分表整数调零,数值为b;
1、测量时,连杆中心线应与工件中心线平行,一手拿住表杆绝热套,另一手托住表杆下部靠近测杆的部位。
2、沿内径量表的测杆方向摆动表杆,使圆表盘指针指示到最小数字即圆表盘指针顺时针偏转的终点时其最小值既为孔的直径处拐点c,表示测杆已垂直于孔径轴线。
(应在圆周上多测几个点,以保证准确)
3、计算:{a+(0.5~1.0)}-(c-b)结果即为工件内径尺寸。
内径百分表的正确使用方法和读法一、简介内径百分表是一种用于测量内径的精密仪器,也被称为内径卡尺或内径测量卡尺。
它通常由一个主尺、一个测头和一个测头螺钉组成。
内径百分表的使用方法和读法相对简单,但仍需要一定的技巧和注意事项。
二、使用方法1. 准备工作:首先,对内径百分表进行检查,确保其外观完好无损,并保持清洁。
然后,将测头轻轻插入待测内径中,旋转测头螺钉,使其与内壁紧密贴合。
2. 量取内径:将内径百分表插入待测内径,确保测头与内壁接触均匀。
然后,旋转主尺,使测头螺钉继续向内移动,直至内径百分表的两个测头接触内壁的两点。
此时,内径百分表的主尺上的刻度即可反映出内径的尺寸。
3. 读取内径:内径百分表上的主尺通常分为毫米和英寸两种刻度。
根据需要,选择相应的刻度进行读取。
当主尺上的刻度与刻度线对齐时,即可读取内径的尺寸。
若需要更精确的测量结果,可以通过测头螺钉进行微调,使主尺上的刻度更加准确。
三、注意事项1. 使用前后要检查内径百分表的精度和灵敏度,确保其正常工作。
2. 插入时要注意力度,过大的力度会使测头变形或损坏,影响测量结果。
3. 测量时要保持测头与内壁的垂直,避免测量误差。
4. 读取内径时要注意视线与主尺刻度线的垂直,以减少读取误差。
5. 测量完毕后,要将内径百分表清洁干净,并放回专用箱中,避免损坏或丢失。
四、内径百分表的应用领域内径百分表广泛应用于机械制造、汽车制造、航空航天等领域。
它可以测量各种孔径、轴承内径、油封内径、齿轮孔径等。
在精密加工过程中,内径百分表是一种常用的测量工具,能够提供准确的尺寸数据,保证产品质量。
总结:内径百分表是一种用于测量内径的精密仪器,使用方法简单,但需要注意一些细节。
在使用内径百分表时,要进行准备工作,然后插入待测内径,旋转主尺进行测量,最后读取内径的尺寸。
在使用过程中,需要注意力度、垂直和读取角度等因素,以确保测量结果的准确性。
内径百分表在机械制造等领域有广泛应用,能够提供准确的尺寸数据,保证产品质量。
内径千分尺测量内孔的要求听着啊,用内径千分尺测量内孔的时候呢,有这么几个要点。
一、测量前的准备。
1. 清洁工作很重要。
你得把内径千分尺擦得干干净净的,不能有脏东西,就像你要洗脸刷牙才能出门见人一样。
要是千分尺上有油污或者灰尘,那测量出来的结果肯定就不准了。
内孔也得清洁,要是孔里有铁屑或者其他杂质,就像眼睛里进了沙子,肯定会影响测量的。
2. 千分尺的检查。
要看看内径千分尺有没有损坏。
就像检查你的工具是不是缺胳膊少腿的。
看看刻度是不是清晰,微分筒转动是不是顺畅。
要是微分筒转起来卡壳,那就像汽车轮子转不动一样,这个千分尺肯定是不能用来测量的。
二、测量过程中的要求。
1. 测量姿势。
要把内径千分尺拿稳了,不能手抖。
就像你拿筷子夹菜一样,得稳稳当当的。
如果手抖的话,就像在地震的时候量东西,那测量出来的数值就会像喝醉了酒一样东倒西歪,不准得很。
2. 测量位置。
测量的时候,不能随便找个地方就量。
要在内孔的不同位置测量,就像你要了解一个人,不能只看他一面,得多角度去看。
一般呢,要在垂直和水平方向都量一量,而且最好是在孔的两端和中间都测量一下,这样才能全面了解这个内孔的尺寸。
3. 测量力度。
千分尺接触内孔的时候,力度要合适。
不能太用力,要是太用力就像你捏气球,会把内孔的形状都给改变了,量出来的尺寸就偏大了。
也不能太轻,太轻的话千分尺可能和内孔没有完全接触好,量出来的数值就偏小。
这个力度要刚刚好,就像你和人握手,既不能太用力把人家捏疼了,也不能太轻让人觉得你没诚意。
三、测量后的处理。
1. 数据记录。
测量完了,要把数据准确地记录下来。
可不能记错了,要是把8写成3,那就像把一个人的身高1米8写成1米3一样,差得太多了。
而且记录的时候要按照规定的格式,就像你写作文要有格式一样,这样别人看你的测量数据才能看得明白。
2. 千分尺的保养。
测量完了,别把内径千分尺一扔就不管了。
要把它擦干净,然后放回原位。
就像你玩完玩具要把玩具收拾好一样。