整机装配-电装工及员工培训技巧资料
- 格式:ppt
- 大小:3.27 MB
- 文档页数:77

装配员工培训教材1、目的:熟练的掌握装配的工艺流程,操作方法,品质要求从而提高自身素质。
2、适用范围装配车间内部培训3、内容3.1产品的基本构造在我们生的电脑机箱的组成部分主要分为:3.1.1五金类:机架、左右门、顶盖、面壳、3.25磁碟盖、3.5磁碟盖等。
3.1.2塑胶类:面板、左右门、顶盖、底座、5.25磁碟盖、3.5磁碟盖、电源按制、电源灯等。
3.1.3电子类:USB板连线、后置USB、组合线、各式开关线、各式灯线等。
3.1.4包材类:纸箱、胶袋、泡胶、大包装(围卡、刀卡、平卡等)3.1.5配件类:螺丝、扎条、胶垫等。
3.1.6消耗类:包括马仔、各种保护膜、白布等。
3.2机箱的分类:3.2.1立式:LX-311系列机箱,同方系列机箱等。
3.2.2卧式:TCL-精致、JT-113、JT-102等。
3.2.3立卧两用:琼林-1000、JT-301等。
3.3各种工具的正确使用及操作3.3.1电批电压24V正、反开关,力度调节器,电源开关,使用时要与所锁螺丝位对正,平行或垂直,不可以倾斜,预防螺丝不到或滑牙等不良现象,放置时要妥当,小心摔落地面或其它因素的损坏。
3.3.2电烙铁电压220V,主要用来焊接各种塑胶配件,使用及放置时要在正确的位置及正操作手势,防止烫伤等事故,一般用40W、60W。
3.3.3胶枪电压220V,配有专用热熔胶,主要用来焊,固各种电子物料。
3.3.4电吹风、铁锤、剪刀、刀片、唧车、推车、打带机等。
3.4文件的用途及意义3.4.1《作业指导书》3.4.1.1指导员工正确的操作方法,为生产线合理的安排工序指引,使生产顺畅,提高生产效率及品质。
3.4.1.2熟练掌握《作业指导书》上的内容,每个工序所规定的正确操作方法及手势,所装配件,自检与互检,使员工明白应该怎样做,做什么,是各位员工上岗前所必须了解的。
3.4.2物料标识正确显示该物料的名称,数量及状态,使之以目了然。
3.4.3作业指导书简介:3.4.3.1版次 3.4.3.6配件名称、数量、规格、安装位置、使用工具3.4.3.2页数 3.4.3.7操作方法(即装订与程序)3.4.3.3产品名称 3.4.3.8质量要求,注意事项及检查项目。
电装培训资料一、一般要求1、环境要求(1)电气产品安装的厂房必须整洁干净、文明(2)厂房内温度应保持15℃—30℃,相对湿度不应超过75%,相对温度低于30%时,应采取措施,防止静电敏感器件性能劣化损坏。
(3)厂房内噪音和有害或挥发性气体应得到有效控制。
(4)厂房内具有良好的照明条件。
(5)厂房内具有良好的接地系统。
二、特殊要求1、操作人员进行静电敏感器件安装调试,应穿防静电工作服与工作鞋,戴棉质白色细沙手套及工作帽,并保持整洁。
2、产品的电气安装,应符合本技术要求及产品技术条件和图纸,凡属本要求以外的特殊要求应在设计图纸或相应的技术条件中加以说明。
3、为了保证产品电气安装的质量和形式一致,对设计图纸或技术条件中理解不一的部分,应制作样件,样件的项目和选定由有关的设计、工艺、检验、订购方和生产部共同确定。
4、提供装配的元器件,、导线、电缆及材料的型号、品种、规格、技术条件等均符合设计文件的规定,并有合格证。
三、电装装配要求1、锡焊连接的电子元器件引线、导线、各种接点、印制电路板焊盘的可焊性符合要求。
2、装配前少量可焊性达不到要求的元器件引线、导线各类接点,允许进行搪锡处理,搪锡后外观应无损伤,标志应清晰完整,不得降低元器件性能,搪锡层应洁净、均匀、光滑、牢固、无锡瘤、拉尖、毛刺。
3、为了避免短路和击穿,接点间、根线间接点与裸线间及其与机壳间,均应保持一定距离,一般不少于2mm。
当可能导致短路或击穿时,应采用绝缘套管等方法使其相互绝缘。
4、电气安装时所必须进行的机械加工(如钻孔、攻丝等),应防止金属屑油污染产品,并且不能降低电气性能。
5、接往可动部位或可拆卸元器件的导线、线束、电缆,应留有足够的移动余量。
6、有相对运动的接点间的跨接线,应采用软导线,并留有一定的活动余量。
7、所有电气元件接点间的连接导线应平直,不许拉紧、扭折,以适应温度变化和振动条件的要求。
8、需拆卸产品的连接导线,应采用插头、端套焊片等可拆卸的连接形式,以保证维修使用方便。
装配培训资料以下是关于装配培训资料的文章:装配培训资料装配是一项重要的制造工艺,它涉及各种机械和设备的组装过程。
为了确保装配工作的高质量和高效率,培训资料起着关键作用。
本文将介绍一些关于装配培训资料的内容,帮助读者更好地理解和应用装配技术。
一、培训资料概述装配培训资料是为了向新员工或现有员工提供装配技术和知识的文件和资料。
它包含了装配过程中所需的各种信息,如装配顺序、工具和设备的使用方法、安全操作规范等。
培训资料的编写需要结合具体的装配任务和要求,以确保学员能够全面了解和掌握装配流程。
二、培训资料的重要性1. 提高员工技能水平:通过培训资料,员工可以学习到正确的装配方法和技术,从而提高自己的工作效率和质量。
培训资料可以帮助员工了解装配任务的各个环节,并掌握关键步骤和技巧。
2. 降低错误率:装配过程中的错误可能导致产品质量问题和生产延误。
通过培训资料,员工可以了解到各个装配环节的注意事项和常见问题,并学习到排除故障和错误的方法,从而降低错误率。
3. 保证安全生产:装配涉及各种机械和设备,操作不当可能造成安全事故。
培训资料中通常包含安全操作的规范和注意事项,帮助员工正确使用工具和设备,遵守安全规定,确保装配过程的安全性。
三、培训资料的内容1. 装配顺序:培训资料应包含详细的装配顺序,介绍每个组件的装配时间和顺序。
这有助于员工按照正确的顺序完成装配任务,避免出现装配错误和遗漏。
2. 工具和设备的使用方法:培训资料应提供关于各种工具和设备的使用方法和正确操作步骤。
这可以帮助员工正确选择和使用工具,并了解设备的注意事项和维护要求。
3. 质量控制:培训资料中应包含质量控制的要点和方法。
员工需要了解如何检查和验证装配的质量,以及如何处理质量问题和异常情况。
4. 安全操作规范:培训资料中应详细描述安全操作规范,包括穿戴个人防护装备、正确操作设备、遵守安全标识等。
员工必须清楚地了解如何在装配过程中保证自身的安全。


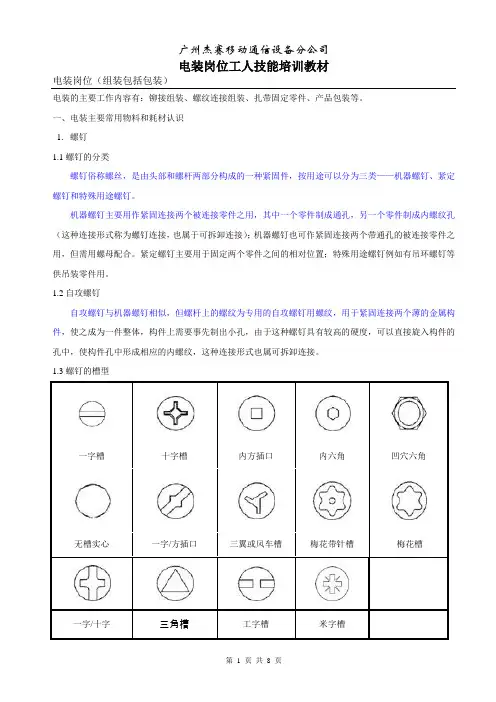
电装岗位(组装包括包装)电装的主要工作内容有:铆接组装、螺纹连接组装、扎带固定零件、产品包装等。
一、电装主要常用物料和耗材认识1.螺钉1.1螺钉的分类螺钉俗称螺丝,是由头部和螺杆两部分构成的一种紧固件,按用途可以分为三类——机器螺钉、紧定螺钉和特殊用途螺钉。
机器螺钉主要用作紧固连接两个被连接零件之用,其中一个零件制成通孔,另一个零件制成内螺纹孔(这种连接形式称为螺钉连接,也属于可拆卸连接);机器螺钉也可作紧固连接两个带通孔的被连接零件之用,但需用螺母配合。
紧定螺钉主要用于固定两个零件之间的相对位置;特殊用途螺钉例如有吊环螺钉等供吊装零件用。
1.2自攻螺钉自攻螺钉与机器螺钉相似,但螺杆上的螺纹为专用的自攻螺钉用螺纹,用于紧固连接两个薄的金属构件,使之成为一件整体,构件上需要事先制出小孔,由于这种螺钉具有较高的硬度,可以直接旋入构件的孔中,使构件孔中形成相应的内螺纹,这种连接形式也属可拆卸连接。
1.3螺钉的槽型电装岗位(组装包括包装)我分公司产品上使用的螺钉主要有一字槽、十字槽、内六角等三种槽型。
1.4螺钉的头型我分公司产品上使用的螺钉主要有盘头、沉头、六角头等三种头型。
1.5机器螺钉和自攻螺钉的选用(注意,这段内容印发时在教材删除,讲师讲述即可)当需要紧固连接两个零件时,若其中一个零件制成通孔、另一个零件制成内螺纹孔,或两个零件均制成通孔、但有螺母配合时,则选用机器螺钉。
当需要紧固连接两个零件时,若被连接件只制出螺纹底孔而没有内螺纹,需要将螺钉拧入被连接件的螺纹底孔中,在被连接件的螺纹底孔中攻出内螺纹从而形成连接的,应选用自攻螺钉。
自攻螺钉多用于薄的金属板(钢板、锯板等)之间的连接。
2.垫圈垫圈属于紧固件的一个种类,主要有平垫圈、弹簧垫圈(弹性垫圈)等。
平垫圈形状呈扁圆形,常置于螺栓、螺钉或螺母的支承面与被连接零件表面之间,起着增大被连接零件接触表面面积,降低单位面积压力和保护被连接零件表面不被损坏的作用。
对表格中的补充说明:
1.XT101机型的新员工人数总计为8人,根据后续的培训要求对新员工进行择优入取4人,
2.TD系列机型的新员工人数总计为14人,按工段对人员进行选择分类,其中机芯、调试与机壳工段按工序分类组装,各工序生产人员按1人次对新员工进行择优入用,共计为8人(机芯调试、机壳组装工段分别为2人)
1.对新员的工段组装效益与质量的评定:根据工段/工序对新员工进行定产定量的组装检测,符合公司质量要求并能按时完成量产的工员,由部门择优入用。
2.对新员的工作态度与机械基础知识的评定:根据员工对部门主管的工作安排与新员工的工作积极性,再由“人事部”提供新员工的以往工作经历对该员工进行综合评测,由“行政人事部”进行择优入取。
七、员工薪资
1.新入用员工在培训期间,可根据公司规定给予每位新员工按月薪发放;
2.对于合格入用的新员工首月可根据车间提供的计时/计件工票核算工薪,计按首月每天的固定产量核算当天工薪;
3.正式上岗员工可按临时定额的计件工资开据当天/当月的工票,并统一由行政人事部核实后结算当月工薪。