仪表DCS与PLC通信技术
- 格式:ppt
- 大小:17.90 MB
- 文档页数:59


西门子S7-300 PLC与DCS控制系统的通信
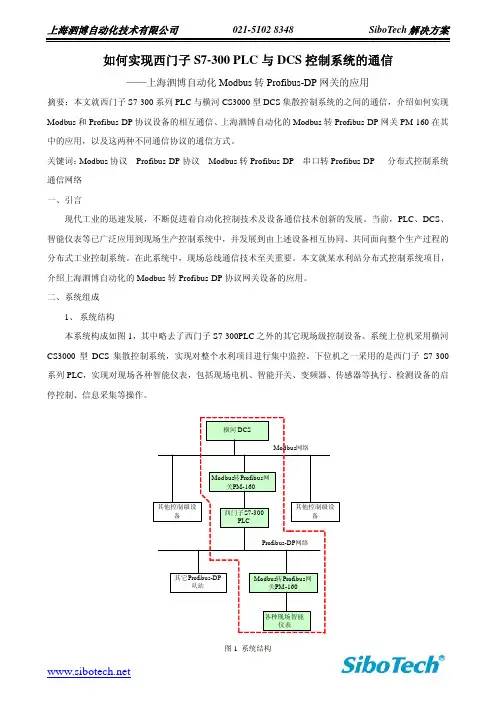
——上海泗博自动化Modbus转Profibus-DP网关的应用
摘要:本文就西门子S7-300系列PLC与横河CS3000型DCS集散控制系统的之间的通信,介绍如何实现Modbus和Profibus-DP协议设备的相互通信、上海泗博自动化的Modbus转Profibus-DP网关PM-160在其中的应用,以及这两种不同通信协议的通信方式。
关键词:Modbus协议 Profibus-DP协议 Modbus转Profibus-DP
串口转Profibus-DP 分布式控制系统通信网络
一、引言
现代工业的迅速发展,不断促进着自动化控制技术及设备通信技术创新的发展。当前,PLC、DCS、智能仪表等已广泛应用到现场生产控制系统中,并发展到由上述设备相互协同、共同面向整个生产过程的分布式工业控制系统。在此系统中,现场总线通信技术至关重要。本文就某水利站分布式控制系统项目,介绍上海泗博自动化的Modbus转Profibus-DP协议网关设备的应用。
二、系统组成
1、系统结构
本系统构成如图1,其中略去了西门子S7-300PLC之外的其它现场级控制设备。系统上位机采用横河CS3000型DCS集散控制系统,实现对整个水利项目进行集中监控。下位机之一采用的是西门子S7-300系列PLC,实现对现场各种智能仪表,包括现场电机、智能开关、变频器、传感器等执行、检测设备的启停控制、信息采集等操作。横
在上图所示系统结构中,现场各种智能仪表(采用的是Modbus协议或者各种非标协议,接口为RS485、RS422或者RS232)都能够通过上海泗博自动化的通用串口(Modbus/RS485/RS422/RS232)转Profibus-DP网关PM-160连接到西门子S7-300PLC。此时,网关PM-160在串口侧的协议类型为Modbus主站或者通用模式。横河DCS对西门子S7-300PLC的数据采集和监控同样需要使用上海泗博自动化的通用串(Modbus/RS485/

仪表图纸符号
YAL:Y指事故状态 A指报警 L低位 即事故低位报警
FIQR:F指流量 I是指示 Q是累积 R是记录 即流量指示、累积、记录
FT: F指流量 T指变送器 即流量变送器
FE: F指流量 E指检测元件 即流量检测元件
PI:压力指示
LCV:液位控制阀
LS: 液位开关
FIQ:流量指示、累积
LA;液位报警
RSV:R指核辐射 S指开关 V指阀门
仪表仪表的字母符号
第一位 第二位
A 分析 报警
B 燃烧
C 计数 控制
D 密度
E 电压 检测
F 流量
G 测量 H 手动
I 电流 显示
J 电源
K 时间
L 位置 低位
M 水分
P 压力
Q 数量
R 射线 记录
S 速度 开关
T 温度 变送
U 多变量 多功能
V 震动 阀
W 重量
Y 事故状态
Z 位置,尺寸
仪表符号标准
本文介绍如何读懂设备图中经常出现的仪表符号。如需要更详细的内容,请查阅相关标准文件。
仪表符号标准由ISO 3511/1-1977*¹与JIS8204-1983*²确定。在执行一系列功能的仪表设备(单回路)图中,ISO/JIS为表达相同概念定义了单字符符号(一个大写字母),或者图形符号。
*¹:ISO 3511/1-1977过程测量控制功能和仪表设备-符号表示法-第一部分:基本要求
*²:JIS8204-1983仪表符号
接下来举例说明字符和图形符号所代表的仪表。
· 仪表字符符号举例
表1与表2中列出的字符符号由变量符号、功能符号(和其中的组合)、以及个体符号(回路数量)构成,并按照这个顺序显示。
变量符号 功能符号 功能符号 个体符号
(回路数量) 说明
上海泗博自动化技术有限公司 021-5102 8348 SiboTech解决方案
如何实现西门子S7-300 PLC与DCS控制系统的通信
——上海泗博自动化Modbus转Profibus-DP网关的应用
摘要:本文就西门子S7-300系列PLC与横河CS3000型DCS集散控制系统的之间的通信,介绍如何实现
Modbus和Profibus-DP协议设备的相互通信、上海泗博自动化的Modbus转Profibus-DP网关PM-160在其
中的应用,以及这两种不同通信协议的通信方式。
关键词:Modbus协议 Profibus-DP协议 Modbus转Profibus-DP 串口转Profibus-DP 分布式控制系统
通信网络
一、引言
现代工业的迅速发展,不断促进着自动化控制技术及设备通信技术创新的发展。当前,PLC、DCS、
智能仪表等已广泛应用到现场生产控制系统中,并发展到由上述设备相互协同、共同面向整个生产过程的
分布式工业控制系统。在此系统中,现场总线通信技术至关重要。本文就某水利站分布式控制系统项目,
介绍上海泗博自动化的Modbus转Profibus-DP协议网关设备的应用。
二、系统组成
1、 系统结构
本系统构成如图1,其中略去了西门子S7-300PLC之外的其它现场级控制设备。系统上位机采用横河
CS3000型DCS集散控制系统,实现对整个水利项目进行集中监控。下位机之一采用的是西门子S7-300
系列PLC,实现对现场各种智能仪表,包括现场电机、智能开关、变频器、传感器等执行、检测设备的启
停控制、信息采集等操作。 横河 DCS
西门子S7-300 PLC其他控制级设备Modbus转Profibus网关PM-160
其他控制级设备
其它Profibus-DP从站Profibus-DP网络Modbus网络
Modbus转Profibus网关PM-160
各种现场智能仪表 图1 系统结构
上海泗博自动化技术有限公司 021-5102 8348 SiboTech解决方案

TECHNOLOGY AND INFORMATION工业与信息化
86 科学与信息化2019年9月上DCS及仪表维修技术研究胡清 杨巍大连测控技术研究所 辽宁 大连 116000摘 要 随着计算机和网络技术的飞速发展,自动化控制系统的结构发生变革,逐步发展出现了FCS、DCS、PLC等新型控制系统,并以迅猛的速度发展,其作为自动化技术中的热点,越来越受到自动化设备制造商的关注。关键词 DCS;仪表维修;技术1 DCS系统概述DCS是分布式的控制系统,具有集散控制作用,DCS的骨架是一个系统的网络,是自控系统的基础和核心。DCS是对化工生产现场进行数字控制和管理的系统,达到输入和输出处理,直接实现数字控制功能的网络节点。DCS系统具有可靠性和开放性的特点,使用灵活,对石油化工生产过程进行管理,协调各个生产环节,提高石油化工生产的效率。西门子PCS7系统实现了无缝化的自控管理,实现化工生产过程的自动化,利用传感器、执行器和控制器的作用,到上位机,形成全部集成的自动化构架。在石油化工行业得到广泛应用,是一个真正的现代DCS系统,具有多用户的组件,大容量,集成故障的在线处理,实施在线扩展,满足石油化工生产的自动化需要。应用ABB的AC800F控制系统,对石油化工生产过程进行控制和管理。提高化工生产现场的总线型的控制,允许插入四块现场的总线型的模块,能够达到冗余标准。应用导轨安装的模块化的结构,支持不同类型的总线,可以灵活使用。2 目前DCS自控仪表系统的运行管理存在的问题2.1 缺少完善的管理机制目前科技快速发展,使得生产自动化水平得到显著提升,系统稳定性不仅关系着企业正常生产,还在企业资产中占据较大比重,但有的企业领导对于自控系统管理不够重视,没有建立完善的管理机制,使得管理人员工作效率不高,不能及时发现系统存在的隐患,导致出现生产事故。在生产期间,容易受到很多因素的影响,例如,人为因素、环境因素等,使得化工生产有着较大的安全隐患。如果没有完善的管理机制作为支撑,一方面无法对生产人员进行有效约束,使其存在操作不规范现象,另一方面使得管理人员缺少对生产现场的监督,导致工作质量相对较低。有的生产环境较为复杂,常常需要自控系统来操作,但有的管理人员水平不高,不能发挥出自控系统原有的作用,降低了生产效率。2.2 工作人员素质相对较低化工生产对于工作人员有着较高要求,如果工作人员缺少对自控系统的重视,不仅会增加安全隐患,还会给企业带来一定损失,这就需要工作人员具有较高的安全意识,这样才能确保生产阶段的安全性,从而提高企业经济效益。但从目前情况来看,有的工作人员素质不高,他们没有受过专业培训,安全意识相对较低,常常存在操作不规范现象,增加了风险因素。出现这一现象的主要原因:其一,企业缺少对工作人员的培训,在生产之前,没有对工作人员进行上岗前的培训,使得工作人员没有充分掌握关于化工生产安全方面的知识,一旦出现意外事故常常不知所措,无法对事故进行有效控制。其二,管理人员自身素质不高,有的管理人员认为安全管理对于自控系统没有多大用处,缺少对生产现场的监管,不能及时发现生产现场存在的问题,导致生产人员行为较为散漫[1]。3 DCS及仪表维修技术策略3.1 DCS系统故障处理(1)过程通道故障处理。应该对过程通道及时进行维修保养,避免其因长时间无法正常工作而为企业带来较大的经济损失。故障的诱因大都是内部的输入输出卡损坏导致的,应该对整个输入输出系统进行全方位的检查,找出问题存在的部位并切合实际地解决这一问题。例如:某石化公司通过对整个过程通道进行系统的检查,并将问题部位进行配件更换或通道维修,使生产企业的分布式控制系统可以恢复正常的工作状态。当输入输出卡出现问题时,通常都要联系厂家交由专业化技术人员进行维修、更换,形成一种集成式的工作形式,通过将其进行维修、护理,保证其可以高效的持续运行,以保证企业的正常生产。(2)中控计算机死机处理。自动化控制系统里的中控计算机如果死机,有可能是硬盘故障、卡件损坏或人员操作不当等引起的。当修改控制系统的逻辑条件、重新安装控制软件时,容易因计算机故障而产生安全事故,影响企业的正常生产运行。在企业生产中,应该加强对自动化控制系统操作人员的培训,避免因操作不当引发事故,保持设备正常运行、企业产量恒定,保证生产效率持续、稳定。(3)机械运行故障处理。机械设备在长期的使用中,会因为零件老化等现象而引发各种问题,在石油化工企业中会由于石油类物质的影响而导致设备的电路系统出现故障,无法实现正常的点断通,使自动化控制系统无法正常运行。出现机械的运行故障时,应该派遣点检人员对故障位置进行检修,更换下破损、老化零件,解决设备故障,使系统恢复运行,达到对整个企业生产的合理控制。(4)电源故障处理。自动化控制系统是以电力为运行的物质能源基础,电源系统如果出现故障,整个系统也就无法正常运行。某石化公司在出现电源保险损坏、稳定电压达不到使用条件、自动的电源系统无法正常供电等现象时,派遣专业电力人员检查并修理电源系统,为DCS系统提供更加稳定的电力供应,使其能够更好地控制企业化工生产,完成企业生产目标。(5)信号干扰故障处理。在企业的实际生产中可能会产生多种多样的信号,DCS系统可能会受到杂乱信号干扰而出现故障,这就需要切合实际地分析各种信号,将干扰信号进行消除,使自动化控制系统的各项功能可以良好地实现。例如:某石化公司在实际操作中,按照国家标准的信号屏蔽基础手段,通过接地等方法降低杂乱信号的影响,保证分布式控制系统可以正常运行。通过对系统的优化处理,保证可以对整个生产过程进行实时地监控、管理,以求达到最佳的产品生产效率,使化工企业的总经济效益达到一个全新的高度[2]。3.2 自动化仪表维修石油企业内的各种自动化仪表是读取各项设备数据信息的基础,保证其时刻处于正常工作状态,才能使企业顺利生产,(下转第88页)