轧机秒流量计算公式
- 格式:docx
- 大小:12.86 KB
- 文档页数:2
轧钢原理公式及名词解释Δn:压下量ΔB:展宽量ΔL:延伸量F:接触面积 P:平均单位压力 K:变形抗力H:轧前高度h:轧后高度B:轧前宽度b:轧后宽度L:轧前长度l:轧后长度R:轧辊半径D:轧辊直径S0:原始辊缝S:实际辊缝t:弹跳量y:预压值M:刚性系数C:力臂系数T:张力f:摩擦系数Mˊ:轧制力矩F1:断面积f n:前滑值f H:后滑值α:咬入角β:摩擦角γ:中性角δs:屈服极限n:轧辊转数V:速度ε:累计压下率N:电机功率U:电压A:电流℃:温度i:减速比S:秒min:分KN:千牛Kg:公斤T:吨mm:毫米M:米Σ:总和C:碳M n:锰Si:硅P:磷S:硫Cr:铬Mo:钼V:钒KW:千瓦Pa:帕mm2:平方Max:最大原理计算公式及应用:压下量:轧前高度减去轧后的高度 Δn=H -h宽展量:轧后的宽度减去轧前的宽度 ΔB :b -B延伸量:轧后的长度减去轧前的长度 ΔL :l -L压下率:轧前高度减去轧后高度与轧前高度之比乘百分之百 ε= .%展宽率:轧后宽度减去轧前宽度与轧前宽度之比乘百分之百 ε= .%断面积:轧前高度乘轧前宽度 F= H.B轧件长度:原料高度除辊缝高度乘原料长度 l= .%延伸系数:本架轧件长度除前一架轧件长度延伸系数=轧机秒速度:断面积乘轧制速度(设定速度),除前一架断面积=H -h HHS 0VL秒速度×60=分速度 V/F 1=前滑:变形区出口处,轧件速度大于轧辊线速度 fn=.%后滑:轧件入口速度低于轧辊线速度 fH = .%VCoS α:轧辊线速度水平分量 V H :入口处轧件速度出口厚度:空载辊缝加弹跳预压值 S=S 0+t+y空载辊缝:出口厚度减弹跳 S 0=S -t弹跳量:出口厚度减空载辊缝 t=S -S 0体积不变定律:变形前后金属体积不变 H .B .L=h.b.l 轧辊转数公式: n= minF.V/SF1Vn -VV VCoS α3.14×D秒速度公式: V ≠S温度计算公式:t=ir -C=( -1)C=式中:t ——该道次轧件厚度的温度℃ ir ——进入精轧机前轧件的温度℃ tch ——精轧末架轧机出口带钢温度℃ hr ——进入精轧机前钢板的厚度MM hch ——精轧末架出口带钢厚度MM轧制压力:轧件作用于轧辊通过辊承箱,压下螺丝传递给机架的总的力爱克龙德公式计算轧制力 (1)R=轧辊半径R=1/2(直径-电字+弹跳) (2)Δn=压下量Δh=上架电字-本架电字 (3)l=变形高度3.14×D ×n60 nrn (ir -tch )hch nr -hchl=∨ (4)F=变形面积×变形高度(5)f=摩擦系数f=(1.05-0.0005×开轧温度) (6)V=轧辊圆周速度 V= =米/秒(7)m=外摩擦对单位压力影响系数 m=(8)K=单位变形抗力K=(14-0.01×温度).(1.4+碳0.55+锰0.8+铬0.3) (9)n=粘性系数 公斤/mm 2n=0.01(14-0.01×温度)×1(>6米取0.8、<6米取1) (10)u=平均变形速度1/秒 u= ×103(11)P 平=(1+M) (K+h ×u) Kg/MM 2 (12)轧制力=P 平×F半径×压下量 23.14×辊径×转数601.6×f ×2-1.2×ΔnH + nR H+h轧制力矩公式:Mˊ=∨×轧制力R×Δh电机功率公式:N= Mˊ×n×1.03Mˊ——轧制力矩n——轧辊转数1.03——系数轧制力矩:轧辊一面转数,一面在轧件变形区内变形,若使轧辊在这种情况下维持转动,就要给轧辊一个转动的力量。

什么叫延伸量?什么叫延伸系数?A:根据体积不变定律,轧制时轧件的横断面减小,其长度一定相应地增加。
轧件长度的增加量就叫延伸量,可用下式表达:△l=l-L式中△l-延伸量,㎜;l-轧件变形后的长度,㎜;L-轧件变形前的长度,㎜;轧制后的轧件长度与轧制前的轧件长度之比叫延伸系数:Ц = l/LЦ为延伸系数。
延伸系数也可以用轧制前、后轧件的横截面面积之比表示,有时把这个面积之比叫做压缩比,用它来衡量轧件的变形程度。
Ц=S1/SO式中SO -轧制前轧件的断面面积,㎜2;S1 -轧制后轧件的断面面积,㎜2;当轧制宽带材和板材时,宽展量中略去不计,即轧制前后轧件的宽度相等(B=b)。
这时的延伸系数就等于轧制前后轧件高度的比值(压下系数):Ц总=H/h什么叫平均延伸系数?总延伸系数?A:总延伸系数的物理意义是轧件最终长度与原始长度之比:Ц总=Lx/Lo式中Ц总-总延伸系数;Lx -轧件最终长度,㎜;Lo -轧件原始长度,㎜;轧制型材时也常以轧件原始横截面面积与最终横截面积之比来表示总延伸系数,即Ц总= SO /S1式中SO-轧件原始横截面面积,㎜2;S1-轧件最终横截面面积,㎜2;总延伸系数等于各道次延伸系数的乘积,即Ц总=Ц1Ц2Ц3……. Цx为什么压下量是影响宽展的主要原因?A:轧制时轧件的高度方向受压,金属向长度和宽度方向流动,即产生延伸和宽展。
压下力愈大,相应的延伸和宽展也愈大。
实践证明,压下量是影响宽展的主要因素。
什么叫连轧和连轧系数?A:一根轧件同时在几架轧机上轧制并保持在单位时间内轧件通过各轧机的体积相等的轧制叫连轧。
单位时间内通过金属体积(如果是一秒内通过的金属体积,就称为金属秒流量)。
用下式计算:V=πDn/60 .S式中V-单位时间内通过轧机的金属体积,㎜3;D-轧辊工作直径,㎜2;n-轧辊转速,r/min;S-轧件断面面积,㎜2;在单位时间内通过每架轧机的金属体积等于一个常数,这个常数叫连轧常数。

一、填空题 (20分)1.轧材产品标准包括:品种标准、技术标准、试验标准、交货标准。
2.钢材性能主要取决于钢材的组织结构及化学成分。
3.从开始轧制第一块钢到开始轧制第二块钢的间隔时间称为轧制节奏。
4.轧机刚性是指轧机抵抗变形的能力。
5.保证良好板形的条件是板凸度一定的原则。
6.钢材的性能要求是对钢材的机械性能、工艺性能、和特殊物理化学性能要求7.在连轧工艺中通过各机架金属的基本原则为秒流量相等。
8.中厚板生产过程中的轧制速度有两种,分别是三角形_和梯形速度制度。
9.铬元素是决定不锈钢耐蚀性的主要元素。
10.影响轧辊辊缝形状的因素主要有轧辊的弹性变形,热膨胀和轧辊磨损。
11.铁碳平衡相图纵坐标是温度,横坐标是_成份含碳量。
12.液压弯辊装置能迅速调整辊型,且调整幅度较大。
13.轧机弹跳是指轧机辊缝值产生单位距离变化所需轧制力的增量值。
14.带钢边浪产生的原因是:带钢中部的延伸_小于边部延伸。
15.轧件出口速度大于轧辊线速度的现象称之为前滑。
16.轧机主传动电机力矩的四个组成部分为:轧制力矩、附加摩擦力矩、空转力矩、动力矩。
17.轧制后残存在金属内部的附加应力称为残余应力。
18.型钢轧制中,孔型是由辊缝、孔型側壁斜度、圆角、锁口、辊环等组成。
19.过共析钢经轧制自然冷却下来的组织为珠光体和渗碳体。
20.热带钢连轧机型式有:全连续式、3/4连续式、半连续式。
二、选择题(20分)1.热连轧生产中轧制规程的核心是(C )。
A .速度制度B .张力制度C .压下制度D .温度制度2.平均延伸系数与总延伸系数的关系是(A )。
A .μ平均=B .μ平均=μ总/nC .μ平均=μ总D .μ总=n μ平均3.轧件轧制时,头部上翘的原因是( C )。
A .上表面温度高B .下辊直径小C .下表面温度高D .下卫板过低4.在外力作用下,钢能在体积不变的情况下,稳定的改变其形状而不破坏的能力叫钢的( c )。
A .韧性B .延展性C .塑性D .电磁性5.为了保证轧件不因张力存在而产生拉伸变形,一般在精轧机组的( B )不超过轧件屈服极限的35%。

轧制速度及计算
轧制速度就是与金属接触处的轧辊圆周速度,其计算公式为
/60
ν=πD
n
式中ν——轧制速度,m/s;
D——轧辊工作直径,m;
n——轧辊转速,r/min。
因为轧制速度越高,轧机产量就越高,所以提高轧制速度是现代轧机提高生产率的主要途径之一。
但是轧制速度的提高,受到轧机结构和强度、电机能力、机械化与自动化水平、咬入条件、坯料状态以及批量大小等一系列因素的限制。
目前,由于轧制工艺设备条件已有很大改进,如液压传动和液压轴承,电子计算机的应用、坯料长度的增加以及电机能力的加大等,所以轧制速度比过去有很大提高。
现代化的带钢冷连轧机的轧制速度已达到45m/s,无扭转连续式线材轧机的轧制速度已超过130m/s。
提高轧制速度是轧钢生产的发展方向。
目前国内外常用轧机的轧制速度范围列于表1。
表1 常用轧机的轧制速度
注:。

厂房工业流量计算公式
厂房工业流量计算是工业生产中非常重要的一部分,它可以帮
助工程师和技术人员监控和优化生产过程。
流量计算的公式取决于
具体的流量计类型和所测量的流体性质。
一般来说,流量计算可以
使用以下公式之一:
1. 对于流量计的标准体积流量计算:
Q = A × v.
其中,Q是流量,A是流体流过的横截面积,v是流体的速度。
2. 对于液体流量计算:
Q = C×A×√(2gh)。
其中,Q是流量,C是流量系数,A是流体流过的横截面积,g是重力加速度,h是液位高度。
3. 对于气体流量计算:
Q = C×A×√(ΔP)。
其中,Q是流量,C是流量系数,A是流体流过的横截面积,ΔP是压力差。
这些公式是一般性的流量计算公式,实际应用中可能会根据具
体的流量计类型和测量条件进行调整。
在实际工程中,还需要考虑
流体的温度、压力、粘度等因素,以及流量计的精度、测量范围等
参数。
因此,在进行流量计算时,需要结合具体的工程情况和流体
性质来选择合适的公式和参数,以确保测量的准确性和可靠性。
1.若某道次轧制力P为3000t,轧机刚度K为1500t/mm,初始辊缝△S为4.5mm,求轧后钢板厚度h。
答案:h=△S+P/K=4.5+3000/1500=6.5mm2.某平辊钢板轧机的变形区长度为40mm,轧件入口宽度100mm,出口宽度110mm,求轧辊和轧件的接触面积?答案:S接触=L×(B+b)/2=40×(100+110)/2=4200(mm2)3.某轧钢厂全年实际生产时间是7600h,计划大修时间为10天,求该轧钢厂轧机日历作业率(全年按365天计算)。
答案:日历作业率=实际生产作业时间/(日历时间-计划大中修时间)×100%=7600/(365×24-10×24)=89.2%4.某一板带轧机咬入角4.8°,压下量为1.8mm,求轧辊直径是多少?(cos4.8°=0.9965)答案:D=Δh/(1-cosα)=1.8/(1-0.9965)=510(mm)5.已知板坯来料尺寸为220mm×1300mm×10000mm,经热轧后尺寸为4.0mm×1330mm,求轧后轧件长度、总压下率和宽展系数各为多少?(保留两位小数)答案:(1)根据体积不变定律可知:变形前后的体积相等V前=V后所以轧后轧件长度L=220×1300×10000/4.0×1330/1000≈537.59(米)(2)总压下率ε=Δh/H×100%=(220-4.0)/220=98.18%(3)宽展系数α=Δb/Δh=(1330-1300)/(220-4.0)=0.146.已知轧件入口厚度为40mm,入口速度为0.8m/s。
轧件的出口厚度20mm。
轧辊线速度为1.3m/s,求带钢的速度和轧制时的前滑值S(忽略宽度)。
答案:①求带钢的速度:H 0×V=h×V带钢则V带钢=(H×V)÷h=40×0.8÷20=1.6m/s②前滑值S=(V带-V辊)÷V辊×100%=(1.6-1.3)÷1.3×100%=23%7.对热轧生产的成品钢板进行尺寸测量检验,从检验结果看,在钢板横断面上,中心位置厚度为4.0mm,传动侧厚度分别为3.8mm,操作侧厚度为3.9mm,求钢板的楔形度和凸度分别是多少?答:(1)钢板楔形度K=│H操作-H传动│=│3.9-3.8│=0.1mm(2)钢板凸度C=H中心-(H操作+H传动)/2=4.0-(3.9+3.8)/2=0.15mm8.某车间坯料断面是220mm×1600×10000mm,轧成4.0mm的钢带,经测定其轧制节奏为2分钟,求轧机的小时产量是多少吨?(坯料密度取7.85吨/米3,轧机利用系数K=0.9,成材率b=99%)(保留一位小数)答案:(1)坯料单重G=220×1600×10000×7.85÷109=27.63吨(2)机时产量吨5.738%999.063.2760236003600=⨯⨯⨯⨯=⨯⨯⨯=b K G T A9.某6架精轧机组,由于F5上工作辊掉肉导致成品出现凸起缺陷。
项目六轧制过程中的前滑和后滑一、教学目标1.理解前滑与后滑的产生。
2.掌握中性面、中性角的定义。
3.掌握轧制前滑与后滑区的划分。
4.理解刻痕法估算前滑值的方法。
5.理解计算前滑值的经验公式。
6.了解中性角的计算方法。
7.理解各因素如何影响前滑。
二、课时分配本项目共2个任务,安排6课时。
三、教学重点1.轧制过程中的纵变形———前滑和后滑的规律。
2.前滑和后滑对轧制生产的影响。
3.影响前滑的因素及基本规律。
四、教学难点1.中性面、中性角的定义。
2.刻痕法估算前滑值的方。
3.计算前滑值的经验公式。
4.中性角的计算方法。
任务一轧制时的前滑与后滑知识储备前滑、后滑的产生轧件咬入后产生塑性变形,其变形情况可从平板压缩分析开始。
一、前滑和后滑的定义与表示方法1.前滑2.后滑3.讨论(1)轧件出辊速度大于轧辊圆周速度,轧件入口速度小于此断面轧辊的水平速度。
(2)当轧辊圆周速度和轧件延伸系数确定时,轧件进出轧辊的实际速度取决于前滑值,由于前滑与后滑值之间有对应关系,我们只需讨论前滑值。
二、研究前滑的意义三、连轧的定义连轧是指轧件同时通过数架顺序排列的轧机进行的轧制,如前面介绍连续式轧机布置和高速线材生产。
各轧机通过轧件而相互联系、相互影响、相互相约。
因此,要保证轧制过程顺利完成必须满足一定的条件。
四、连轧条件1.变形条件2.连轧的运动学条件3.连轧的力学条件前一机架的前张力等于后一机架的后张力。
五、连轧的调整任务二确定前滑值前滑值对实际生产有着较大影响,如何确定和处理是工程技术人员必须给出的。
一、确定前滑的实验方法通过实验方法也可求出前滑值。
二、前滑的计算公式1.芬克前滑公式中性面对应中性角γ处,vγ=vcosγ忽略宽展,秒流量相等表达式为:vhh=vγhγ且:hγ=h+D(1-cosγ)2.艾克隆得前滑公式当中性角γ很小时,可取l-cosγ=γ2/2,cosγ=1此式可简化为:此式即为艾克伦得前滑公式。
3.德列斯顿前滑公式当D/h>l,故上式括号中之1可以忽略不计时,则该式又变为此式为德列斯顿前滑公式。
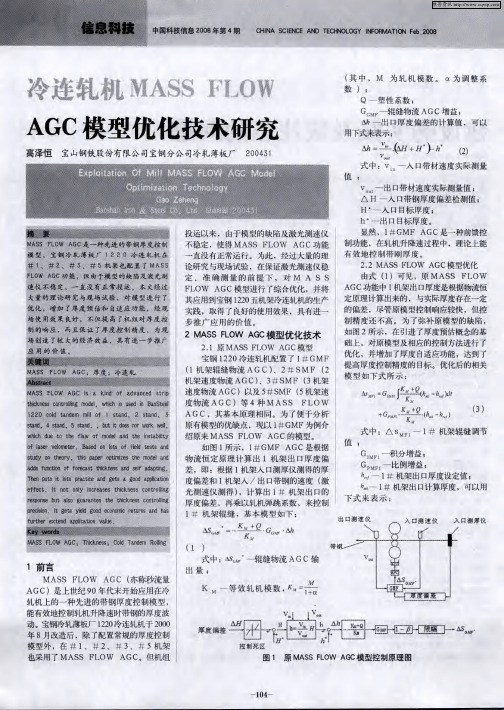
高速线材轧机控制系统控制要点分析何小书(北京二十一世纪科技发展有限公司100096)高速线材轧机控制系统控制要点分析何小书(北京二十一世纪科技发展有限公司100096)[摘要]本文探讨了高速线材轧机自动控制系统的组成架构和控制要点,通过实际项目应用分析和工艺数据统计获得的数据印证了理论分析的正确性。
[关键词]:金属秒流量控制、动态速降和负载分配控制、旋转飞剪控制、十二脉冲串联调速系统、工业现场总线应用、物料跟踪和数据监控引言:2006年11月,我公司与伊朗纳坦兹钢铁公司签订了该厂RM3高速线材热轧机组自动控制系统项目改造合同。
我公司为其提供全线电气控制系统全部控制柜、操作台、PLC系统和上位监控系统。
该项目从设计制造到调试验收历时四年,通过项目工作积累了大量宝贵经验和详尽数据。
在此,我将对项目中的控制要点逐一分析,并提出相关的控制观念。
高速线材轧机机组的组成架构和控制流程如下:1、冷态钢坯推入步进式加热炉,在炉内充分加热,温度升至摄氏900~1050度并推入粗轧机入口辊道;2、钢坯由导卫装置导入粗轧机,经8机架粗轧机轧制后切头尾进入中轧机;3、钢坯经中轧机8架轧制后由导卫装置导入1#或2#线中精轧机,期间为消除机组间张力推出1号活套;4、钢坯经中精轧机轧制后经2#活套进入终轧机;5、终轧机轧制完成后经水冷却线进入吐丝机,吐出成品盘条,经风冷辊道进入成品储运系统;6、盘条经成品储运系统进入打包机,经打包和成品标识形成最终成品并进入成品库。
高速线材轧机电气控制系统根据功能划分包括以下几部分:直流调速电机控制系统、交流调速电机控制系统、辅助电机控制系统、PLC 控制系统、人机操作界面、上位监控系统、远程维护系统。
根据区域划分可分为粗中轧段、精轧吐丝段、成品储运和打包段、液压/润滑/水处理辅助段。
总控制柜多达80余面,操作台箱30余台,全部设计图纸超过3000张。
为保证控制实时性和规模可控性,将全线设备按区域划分三组,即粗中轧段、精轧吐丝段、成品储运和打包段,将液压/润滑/水处理部分根据区域划入上述三段。
轧机秒流量计算公式
( 1)差压式流量计
差压式流量计是以伯努利方程和流体连续性方程为依据,根据节流原理,当流体流经节流件时(如标准孔板、标准喷嘴、长径喷嘴、经典文丘利嘴、文丘利喷嘴等),在其前后产生压差,此差压值与该流量的平方成正比。
在差压式流量计仪表中,因标准孔板节流装置差压流量计结构简单、制造成本低、研究最充分、已标准化而得到最广泛的应用。
孔板流量计理论流量计算公式为:式中,qf为工况下的体积流量,m3/s,c为流出系数,无量钢;β=d/D,无量钢;d为工况下孔板内径,mm;D为工况下上游管道内径,mm; E为可膨胀系数,无量钢;△p为孔板前后的差压值,Pa; p 1为工况下流体的密度,kg/m3。
对于天然气而言,在标准状态下天然气积流量的实用计算公式为:式中,qn 为标准状态下天然气体积流量,m3/s;As 为秒计量系数,视采用计量单位而定,此式As=3.1794×10-6;c为流出系数;E为渐近速度系数;d为工况下孔板内径,mm;FG为相对密度系数,&为可膨胀系数;FZ为超压缩因子;FT为流动湿度系数;pl为孔板上游侧取压孔气流绝对静压,MPa;Ap为气流流经孔板时产生的差压,Pa。
差压式流量计一般由节流装置(节流件、测量管、直管段、流动调整器、取压管路)和差压计组成,对工况变化、准确度要求高的场合则需配置压力计(传感器或变送器)、温度计(传感器或变送器)流量计算机,组分不稳定时还需要配置在线密度计(或色谱仪)等。
流量计算器。
(2)速度式流量计
速度式流量计是以直接测量封闭管道中满管流动速度为原理的一类流量计。
工业应
用中主要有:
①涡轮流量计:当流体流经涡轮流量传感器时,在流体推力作用下涡轮受力旋转,其转速与管道平均流速成正比,涡轮转动周期地改变磁电转换器的磁阻值,检测线圈中的磁通随之发生周期性变化,产生周期性的电脉冲信号。
在一定的流量(雷诺数)范围内,该电脉冲信号与流经涡轮流量传感器处流体的体积流量成正比。
涡轮流量计的理论流量方程为:式中n为涡轮转速;qv为体积流量;A为流体物性(密度、粘度等),涡轮结构参数(涡轮倾角、涡轮直径、流道截面积等)有关的参数;B为与涡轮顶隙、流体流速分布有关的系数;C为与摩擦力矩有关的系数。
涡街流量计:在流体中安放非流线型旋涡发生体,流体在旋涡发生体两侧交替地分离释放出两列规则的交替排列的旋涡涡街。
在一定的流量(雷诺数)范围内,旋涡的分离频率与流经涡街流量传感器处流体的体积流量成正比。
涡街流量计的理论流量方程为:式中,qf为工况下的体积流量,m3/s;D为表体通径,mm;M 为旋涡发生体两侧弓形面积与管道横截面积之比;d为旋涡发生体迎流面宽度,mm;f为旋涡的发生频率,Hz;Sr为斯特劳哈尔数,无量纲。