工艺设备变更检查表
- 格式:doc
- 大小:179.00 KB
- 文档页数:6

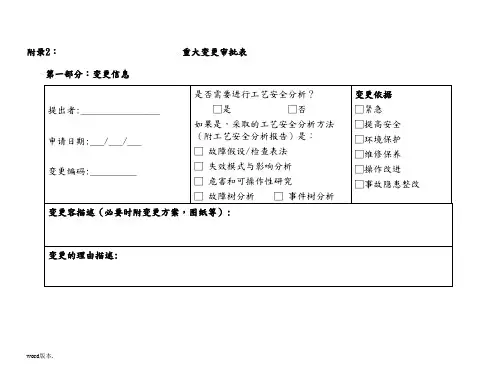
if,也可采用的评估方法包括但
不限于:
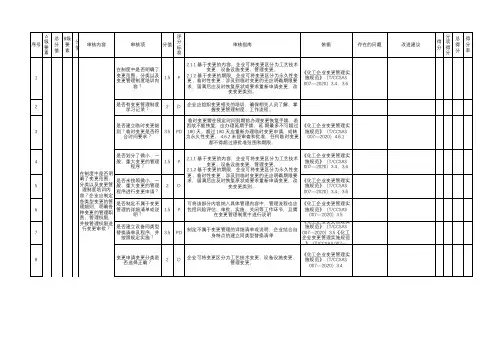
变更申请/审批
法、变更中可能的风险和影响、风险的管控措施、同
类事故案例等.
的风险评估方法对变更实施后的潜在风险进行辨关人员进行相应的培训和告知,
化工过程安全管理导则能受影响的本企业人员、承包商变更
管理
150更
变更实施\验收\关闭\审核/持续改进
》AQ∕T 3034-2022
式、人员安排和保障措施。
重要岗位的人员和职责、供应商、外部条件、法律法规等方面发生的变化,都应纳入变更管理范畴。
更
管理职责和程序
、变更风险辨识
及控制等内容。
企业应建立健全
管理变更制度,理。
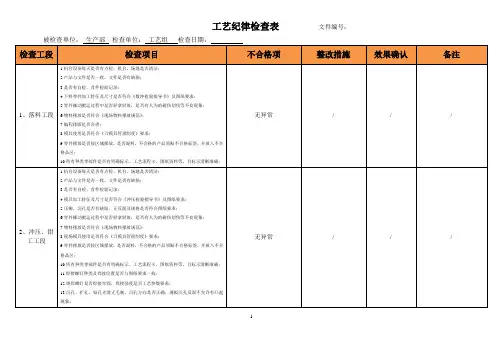
工艺纪律检查表一、设备与工装1、设备是否按照规定进行维护保养,保养记录是否完整?检查设备的日常保养记录,包括清洁、润滑、紧固等项目。
查看设备的定期检修计划和执行情况,是否按时进行了大、中、小修。
2、设备的运行状态是否正常,有无异常噪音、振动或发热?观察设备在运行过程中的表现,倾听是否有异常声音。
用手触摸设备表面,感受是否有过度的振动或发热。
3、工装是否完好无损,定位是否准确?检查工装的外观,有无变形、磨损或损坏。
验证工装在使用时的定位精度,是否符合工艺要求。
4、设备和工装的标识是否清晰,编号是否唯一?查看设备和工装的标识牌,确认其名称、型号、编号等信息是否清晰准确。
二、原材料与零部件1、原材料和零部件的采购是否符合规定的渠道和标准?核对采购合同和供应商清单,确认原材料和零部件的来源合法合规。
检查原材料和零部件的质量检验报告,是否符合相关标准。
2、原材料和零部件的存放是否符合要求,有无防潮、防锈、防变质措施?查看仓库的存储环境,温度、湿度是否适宜。
检查原材料和零部件的包装和防护措施是否到位。
3、领用的原材料和零部件是否经过检验和确认,有无错领、混领现象?查看领料单和检验记录,确认领用的物料经过了检验合格。
在生产现场抽查正在使用的原材料和零部件,核对其规格型号是否正确。
4、剩余的原材料和零部件是否妥善保管,是否有清晰的标识和记录?检查剩余物料的存放区域,是否整齐有序。
查看剩余物料的标识和台账,记录是否完整准确。
三、生产操作1、操作人员是否经过培训和考核,具备相应的技能和资质?查看操作人员的培训记录和资格证书。
现场询问操作人员对工艺文件的理解和掌握程度。
2、操作人员是否严格按照工艺文件进行操作,有无擅自更改工艺参数或操作方法?观察操作人员的实际操作过程,与工艺文件进行对比。
检查工艺参数的设定和调整记录,是否经过授权和审批。
3、生产过程中的自检、互检和专检是否执行到位,检验记录是否完整?询问操作人员自检的内容和方法,查看自检记录。
工艺变更风险评估表工艺变更是在生产过程中进行的改变或更新,旨在提高产品质量、工艺效率或满足新需求。
然而,工艺变更可能引入风险,影响产品的可靠性、安全性和合规性。
为了准确评估和管理这些风险,工艺变更风险评估表应用于各种行业中。
工艺变更风险评估表是一种有组织的工具,用于识别、分析和量化工艺变更所带来的潜在风险。
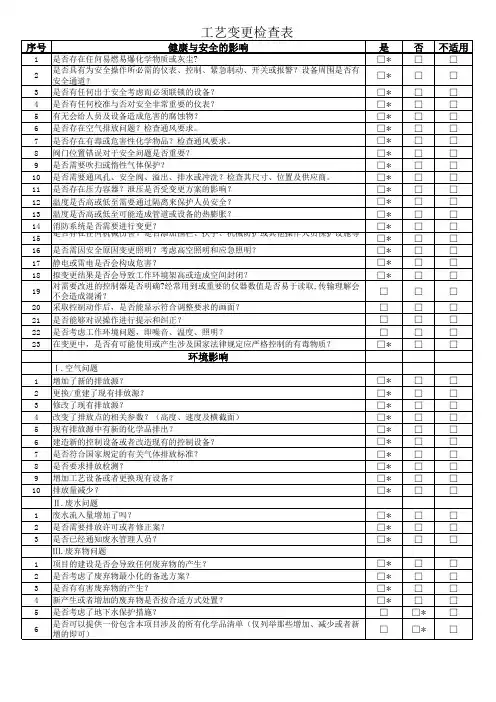
在填写这个表格时,需要考虑以下方面:1. 工艺变更的描述:详细描述进行的工艺变更,包括变更的原因、目的和实施方式。
2. 影响:评估工艺变更可能对产品、设备、人员和环境造成的影响。
包括可能的故障、安全事故、生产停机时间和环境污染等。
3. 可能的风险源:识别与工艺变更相关的潜在风险源。
例如,供应链中的不稳定因素、设备老化、操作错误等。
4. 风险严重性:评估每个风险的严重性,从低到高排序。
严重性可根据潜在的影响程度、可能的发生概率和控制措施的有效性来确定。
5. 风险控制措施:列出预防和控制措施,以减少或消除潜在风险的可能性。
这可能包括使用新的设备或工艺流程、加强培训、改善操作程序等。
6. 责任和时间表:明确与每项风险控制措施相关的责任人,并设置完成措施的时间表。
这有助于跟踪和监督风险管理计划的实施进展。
通过填写和完成工艺变更风险评估表,企业可以更好地了解工艺变更所涉及的潜在风险,并采取适当的控制措施来降低风险发生的可能性。
这将有助于保护产品质量、提高生产效率,并确保企业合规性。
然而,注意到工艺变更风险评估表只是一个工具,它需要与其他质量管理和风险管理实践相结合,以确保有效的风险管理。
企业应建立一个完整的风险管理体系,并定期评估和更新工艺变更风险评估表,以适应变化的环境和需求。
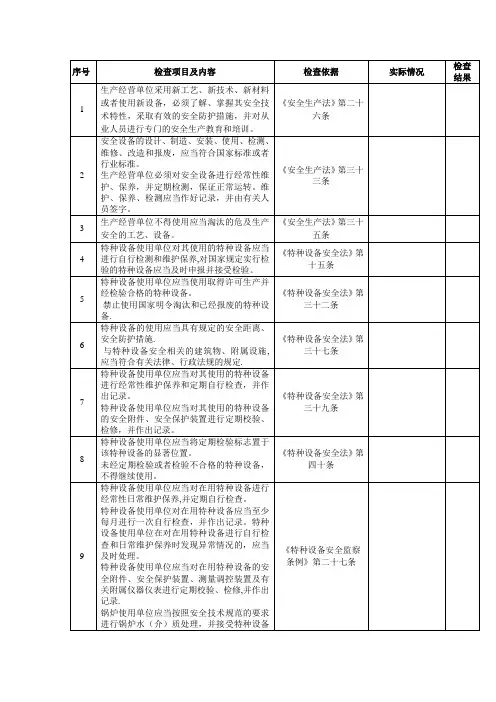
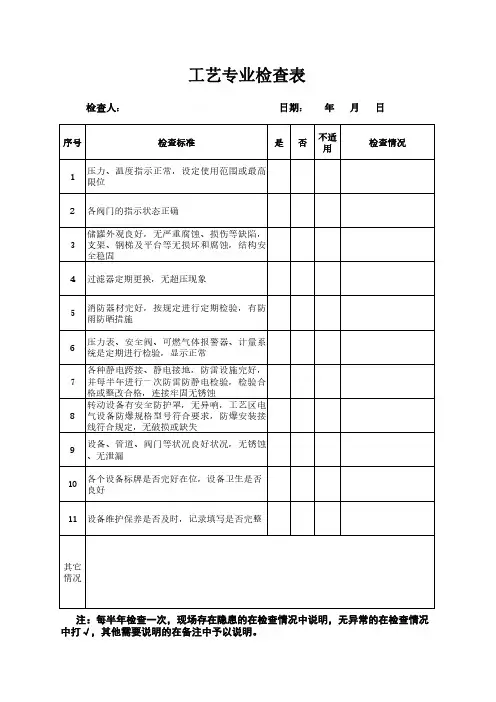
工艺纪律检查表模版工艺纪律检查表序号检查项目标准分数1 文件和资料 5检查内容结果实得分综合得分1.工艺文件是否齐全、破损、看不清,是否理解和被执行。
2.工艺文件是否符合现场加工,是否有指导性。
4.生产记录单是否记录规范,正确。
2 设备和工装 5检查内容结果实得分综合得分52.工位器具是否按要求配备。
53.工装夹具是否定期保养。
1.是否按要求进行自检,检验方法是否正确。
3.出现不合格时的流程是否熟悉,是否会调整程序或夹具。
52.是否进行了首检。
3 生产 5检查内容结果实得分综合得分53.作业流程是否清楚。
4 物流 5检查内容结果实得分综合得分4.操作员工是否按照工艺文件操作,操作是否规范。
1.产品标识是否清楚,产品区域是否清楚不易混料。
51.检具是否齐全,有效。
5 检验 5检查内容结果实得分综合得分52.产品是否有明确的检验状态。
3.是否有关键数据?是否进行了SPC控制?是否对异常点进行了分析。
51.现场是否有脏物、水渍等。
6 区域5S 5检查内容结果实得分综合得分3.产品是否按规定标识并区分放置。
52.产品放置是否整齐。
7 安全生产 5检查内容结果实得分综合得分2.是否知道设备安全操作规程?安全防护设备是否正在使用。
51.是否穿戴好安全防护用品。
被检查工位整改项目及完成期限负责人。
日期。
整改措施及完成情况负责人。
日期。
检查日期。
检查人员。
记录人。
工艺纪律管理制度工艺纪律评分标准详见《工艺纪律检查表》。
1.车间主任会同检验员、工艺科长根据工艺纪律要求每月对车间工艺纪律执行情况不定期检查一次,并将检查情况报制造部、品管部、技术部。
2.在副总的领导下,技术、质管、生产等部门负责人不定期对有关车间的工艺纪律执行情况进行检查,按检查结果填写《工艺纪律检查表》并进行汇总,提出处理意见。
工艺纪律1.1 生产车间班组要严格按照制订的工艺流程、工艺规程及机修组制订的安全规程进行生产和操作,任何部门和个人均无权擅自变更生产工艺。
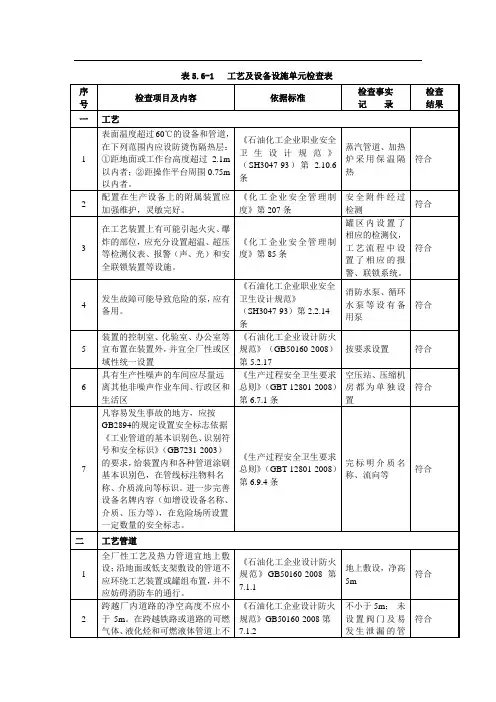
设备、设施、装置及工艺方面安全性检查表-1设备、设施、装置及工艺方面安全性检查表序号检查内容依据标准实际情况检查结果1.工艺方面1.1 应利用没有危害或危害较小的工艺、施工技术GB12801-91(五)3.(1).B1.2 对产生危险和有害因素的过程,应配置监控检测仪器、仪表,必要时配置自动联锁,自动报警装置,GB12801-91(五)3.(1).C1.3 设计、组织和实施的原则:及时排除有危害和有害因素的剩余物料。
GB12801-91(五)3.(1).E1.4 各种仪器、仪表、监测记录仪等必须选用合理,灵敏可靠,易于辨识GB12801-91(五)3.(2).B1.5 生产过程中产生的振动、高温、腐蚀等因素,如对建筑物有影响时,应采取防范措施GB12801-91(五)4.41.6 建筑物的通风换气条件,应保证作业环境空气中的危险和有害物质浓度不超过国标GB12801-91(五)4.31.7 有爆炸危险场所的建(构)筑物的结构形式及选用建筑材料,必须符合防火防爆要求GB12801-91(五)(申)4.71.8 危险作业场所,必须设置安全通道,出入门不少于2个,门窗应向外开启,通道和出入口应保持畅通GB12801-91(五)4.81.9 危险性较大的重要的关键设备必须由持有主业许可证的单位进行设计、制造和检验GB12801-91(五)6.11.10 各设备之间、管线之间以及设备管线与厂房之间建筑物的墙之间的距离,应符合有关设计和建筑规范要求GB12801-91(五)7.(1)B1.11 可燃气体的管道和爆炸危险场所的电气不得穿过与其无关的建筑物GB12801-91(五).6.61.12 压力容器的设计、制造、安装和检验必须按压力容器安全监察条例进行GB12801-91(五).6.31.13 配置的管线,不应对人员造成危险,管线和管线系统的附件,控制装置等设施,应便于操作、检修和维护(五).7.3.B生产过程安全卫生要求总则GB12801-911.14 管线系统的支撑和隔热应安全可靠,对热胀冷缩产生的应力和位移,应有预防措施GB12801-91(五).7.3.D1.15 根据作业需要,配置符合标准的照明设备GB12801-91(五).7.5.F1.16 氧压机、液氧泵、冷箱内设备、氧气及液氧储罐、氧气管道和阀门、与氧接触的仪表、工机具、检修氧气设备人员的防护用品等,严禁被油脂污染GB16912-1997第4.6.26条1.17 空分装置应采取防爆措施,防止乙炔及碳氢化合物在液氧、液空中积聚、浓缩、引起燃爆GB16912-1997第4.6.28条1.18 液氧槽车应配装有安全阀、液面计、压力表、防爆片和导静电措施等安全装置,灌充过程中应为熄火状态;并有专人监护,防止液体外溢GB16912-1997第6.8.2条第6.8.4条2.常规防护2.1 站区四周应设围墙和护栏GB16912-972.2 各种带压气体及储罐周围应设置安全标志、色标GB16912-97第4.4.2条2.3 氢氧天、然气站应设有含氟量小于3%的氮气或二氧化碳置换吹扫设施GB50177-93第3.0.172.4 压缩机和电动机之间联轴器或皮带传动部位,应采取安全防护措施GB50177-97第5.0.13条2.5 自然通风帽应设风量调节装置和防止冷凝水滴落措施GB50177-93第10.0.62.6 在设备、设施、管线上有可能发生坠落危险的部位,应配置便于人员操作、检修和维修的扶梯、平台、围栏和系挂装置等附属设施GB12801-91(五).7.1.C2.7 设备裸露的回转部位,应设符合规定的防护罩,严禁跨运转中的设备GB16912-1997第5.12条2.8 根据作业特点和防护要求,按有关标准和规定发放个体防护用品GB12801-91(五)2.12.9 作业场所的坑、壕、池应有可靠的防护栏、盖板、夜间应有照明。