第四章模压成型工艺
- 格式:ppt
- 大小:487.00 KB
- 文档页数:92


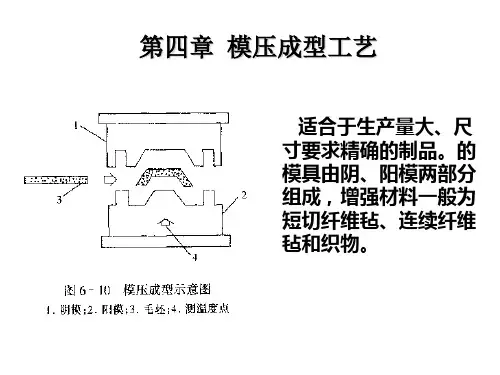
模压成型工艺1.概述制模→闭模→加热熔化形成模制品→再加热交联固化或冷却使热塑性树脂硬化→脱模→检验→制品模压工艺是将一定量的模压料放入金属对模中,在一定温度、压力作用下,固化成型制品的方法。
模压工艺是将一定量的模压料放入金属对模中,在一定温度、压力作用下,固化成型制品的方法。
当模压料在模具内被加热到一定的温度时,其中树脂受热溶化成为粘流状态,在压力作用下粘裹着纤维一道流动,直至充满模腔,此时称为树脂的“粘流阶段”。
继续提高温度,树脂发生交联,流动性很快降低,表现为一定的弹性,最后失去流动性,树脂成为不溶不熔的体形结构,此时称“硬化阶段”。
模压成型工艺是一种古老工艺技术,早在20世纪初就出现了酚醛塑料模压成型。
【优点:模压成型工艺有较高的生产效率,制品尺寸准确表面光洁,多数结构复杂的制品可一次成型,制品外观及尺寸的重复性好。
容易实现机械化和自动化等优点。
】【缺点:模具设计制造复杂,压机及模具投资高、制品尺寸受设备限制,一般只适合制造批量大的中、小型制品。
】模压成型工艺的分类按增强材料物态分类:(1)纤维料模压:预混、预浸纤维料加热、加压成型。
(2)织物模压:两向、三向、多向织物浸渍树脂后,加热、加压成型。
(平面)优点:剪切强度明显提高,质量稳定。
缺点:成本高(3)碎布料模压:预浸碎布料加热、加压成型。
(4)SMC模压:将SMC片材(片状模塑料),经剪裁,铺层,然后进行模压。
适合于大型制品的加工(例汽车外壳,浴缸等),此工艺方法先进,发展迅速。
(5)预成型坯模压:短切纤维制成与制品形状和尺寸相似的预成型坯,放入模中,倒入树脂混合物,压力成型。
(大型、深型、高强、异型、体形、均厚度制品)。
按模压成型方式分类:(1)层压:预浸胶布或毡剪成所需形状,层叠后放入金属模内,压制成型。
(2)缠绕:预浸的玻纤或布带,缠绕在一定模型上,加热、加压。
(管材)(3)定向铺设:单向预浸料(纤维或无维布)沿制品主应力方向铺设,然后模压成型。
模压成型工艺的工艺流程模压成型工艺,是一种常见的制造工艺,适用于塑料制品、橡胶制品等的生产过程中。
本文将介绍模压成型工艺的工艺流程,希望能为读者提供一定的了解和参考。
一、材料准备阶段模压成型工艺的第一步是进行材料的准备。
在制造过程中,通常会选用颗粒状的原料,比如塑料颗粒或橡胶颗粒。
这些原料需要按照一定的配比进行混合,以确保最终产品的质量和性能。
二、预热和塑化阶段一般情况下,模压成型工艺需要将混合好的原料进行预热和塑化处理。
预热的目的是让原料达到适合成型的温度,以便在模具中得到良好的流动性和可塑性。
塑化则是将原料完全熔化,以确保产品成型后的均匀性和一致性。
三、充模和封模阶段在原料预热和塑化完毕后,下一步是将塑化好的原料充入模具中。
充模过程需要控制好原料的充填量,以避免过多或过少造成的成型缺陷。
接着,需要封闭模具并施加压力,使得原料充分填充模具的空腔,并在压力下形成所需的形状。
四、保压和冷却阶段成型过程中的保压阶段是为了确保产品内部的结构和密度达到要求。
保压时间的长短会影响最终产品的质量,需要根据具体原料和产品来进行调整。
随后是冷却阶段,通过降低模具温度以固化原料,使产品保持所需的形状和尺寸。
五、脱模和修饰阶段当产品冷却固化后,需要将成品从模具中取出,这个过程称为脱模。
脱模时需要注意避免产品变形或损坏,可以借助特殊脱模机构或处理方式。
在脱模之后,还可能需要进行一些修饰工艺,比如去除余料、切割边角或表面处理等,以提升产品的外观和性能。
结语模压成型工艺是一项常用的制造工艺,在各种行业中都有着广泛的应用。
通过以上介绍的工艺流程,希望读者能对模压成型工艺有更深入的了解,并在实际生产中能够更好地运用和掌握这一技术。
模压成型工艺凭借其高效、精准和成本低廉等优点,将继续在工业生产中扮演重要的角色。