测量系统分析培训--6 计数型系统分析Kappa
- 格式:pdf
- 大小:590.06 KB
- 文档页数:16
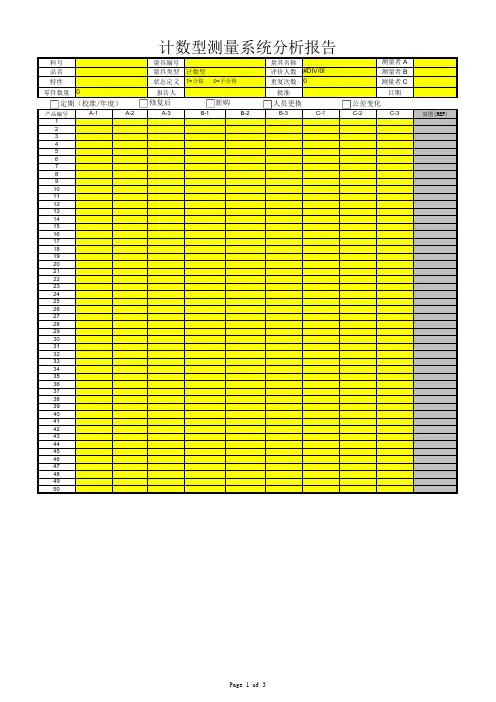
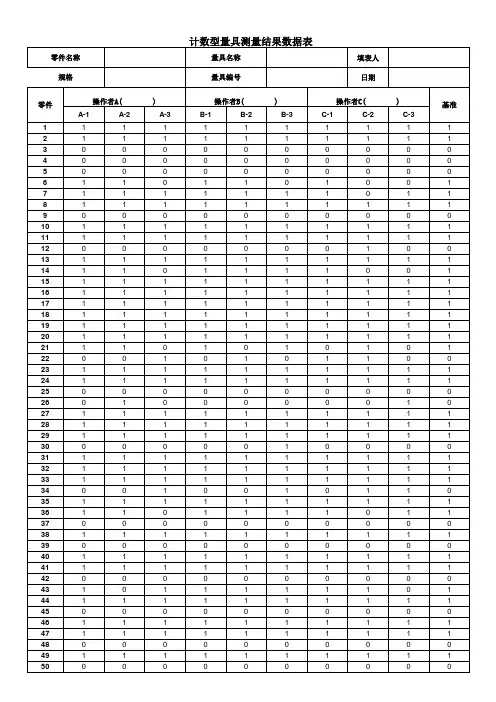
料号量具编号量具名称测量者 A 品名量具类型评价人数测量者 B 特性状态定义重复次数测量者 C 零件数量报告人批准日期产品编号A-1A-2A-3B-1B-2B-3C-1C-2C-3真值(REF)12345678910111213141516171819202122232425262728293031323334353637383940414243444546474849501=合格 0=不合格计数型测量系统分析报告计数型#DIV/0!人员更换定期(校准/年度)修复后新购公差变化DataSummary/A*BA*CB*CA*RefB*RefC*Ref0*00000001*00000000*10000001*1000SelfagreementA B C 00A*B Cross01总计Po:#DIV/0!A0计数000期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数000期望值#DIV/0!#DIV/0!#DIV/0!B*C01总计Po:#DIV/0!B0计数00期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数0期望值#DIV/0!#DIV/0!#DIV/0!A*CCrosstabulC 01总计Po:#DIV/0!A0计数0期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数0期望值#DIV/0!#DIV/0!#DIV/0!总计计数0期望值#DIV/0!#DIV/0!#DIV/0!Reproduci bilityKappa 判定Kappa=(Po-Pe)/(1-Pe)A*REFCrosstabul1总计Po:#DIV/0!A0计数000期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数000期望值#DIV/0!#DIV/0!#DIV/0!B*REFCrosstabul1总计Po:#DIV/0!B0计数000期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数000期望值#DIV/0!#DIV/0!#DIV/0!真值#DIV/0!#DIV/0!#DIV/0!真值B C A*B B*C A*C #DIV/0!#DIV/0!#DIV/0!编制:审核:核准:。

6.136.13 计数型测量系统分析计数型测量系统分析——————假设试验分析法假设试验分析法假设试验分析法((Kappa Kappa))说明:参照张智勇所著《ISO/TS16949五大工具最新版一本通》(机械工业出版社)编写。
计数型测量系统的分析是为了确定不同班次,不同生产线的检查人员是否能正确地区分合格品和不合格品,分析出测量结果与标准值的符合程度,以及他们自身和相互之间重复检查的一致程度。
假设试验分析—交叉表法是一种常用的计数型测量系统分析方法。
交叉表法可以在基准值(分析用样品称为基准,用计量型测量系统对样品进行测量,测量值称为基准值)已知的情况下进行,也可以在基准值未知的情况下进行。
在基准值未知的情况下进行,可以评价测量人之间的一致性,但不能评价测量系统区分好与不好的能力。
在基准值已知的情况下,即可评价测量人之间的一致性,又能评价测量人员与基准值的一致性,以及测量的有效性、漏判率和误判率,从而判断出测量人区分合格和不合格零件的能力。
6.136.13.1 .1 .1 未知基准值的一致性分析未知基准值的一致性分析1)随机选取g=50(一般选取g=30~50个样本)个能够覆盖过程范围的零件,对这些零件进行编号。
零件的编号不要让测量人知道,但分析人应该知道。
2)由3名评价人以随机盲测的方式测量所有零件各m=3次,每人测量次数为n=g×m=50×3=150次。
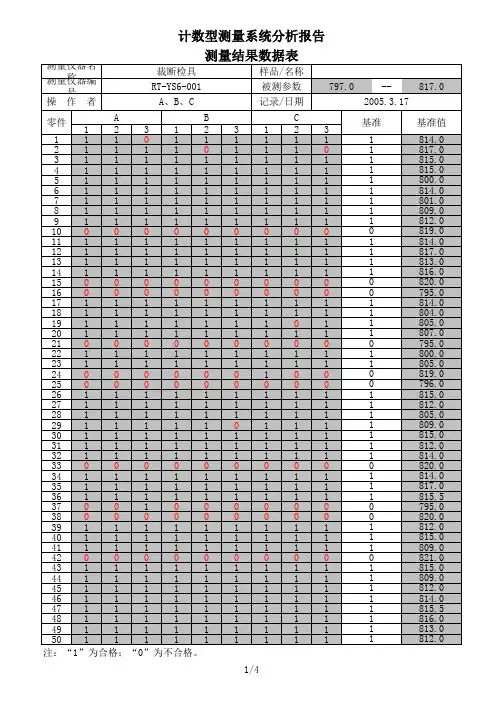
“接受”记为“1”,“拒绝”记为“0”,将三人所测150×3=450个数据记录于表6-21中。
测量时应按这样的规则进行:先让A 测量人以随机顺序对50个零件进行第1轮测量,然后让B 测量人、C 测量人以随机顺序进行第1轮测量,再让A 测量人进行第2轮测量,以此类推,完成测量工作。
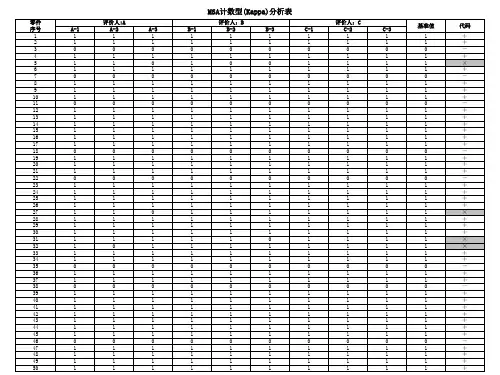
表6-21 计数型测量系统分析数据表零件测量人A 测量人B 测量人C基准基准值代码A-1 A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-31 1 1 1 1 1 1 1 1 1 1 0.476 901 +2 1 1 1 1 1 1 1 1 1 1 0.509015 +3 0 0 0 0 0 0 0 0 0 0 0.576459 -4 0 0 0 0 0 0 0 0 0 0 0.566152 -5 0 0 0 0 0 0 0 0 0 0 0.57036 -6 1 1 0 1 1 0 1 0 0 1 0.544 951 ×7 1 1 1 1 1 1 1 0 1 1 0.465454 ×8 1 1 1 1 1 1 1 1 1 1 0.502295 +9 0 0 0 0 0 0 0 0 0 0 0.437817 -10 1 1 1 1 1 1 1 1 1 1 0.515573 +11 1 1 1 1 1 1 1 1 1 1 0.488905 +12 0 0 0 0 0 0 0 10 0 0.559918 ×13 1 1 1 1 1 1 1 1 1 1 0.542704 +14 1 1 0 1 1 1 1 0 0 1 0.454518 ×15 1 1 1 1 1 1 1 1 1 1 0.517377 +16 1 1 1 1 1 1 1 1 1 1 0.531939 +17 1 1 1 1 1 1 1 1 1 1 0.519694 +18 1 1 1 1 1 1 1 1 1 1 0.484167 +19 1 1 1 1 1 1 1 1 1 1 0.520496 +20 1 1 1 1 1 1 1 1 1 1 0.477236 +21 1 1 0 1 0 1 0 1 0 1 0.452310 ×22 0 0 1 0 1 0 1 10 0 0.545604 ×23 1 1 1 1 1 1 1 1 1 1 0.529065 +24 1 1 1 1 1 1 1 1 1 1 0.514192 +25 0 0 0 0 0 0 0 0 0 0 0.599581 -26 0 1 0 0 0 0 0 0 1 0 0.547204 ×27 1 1 1 1 1 1 1 1 1 1 0.502436 +28 1 1 1 1 1 1 1 1 1 1 0.521642 +29 1 1 1 1 1 1 1 1 1 1 0.523754 +30 0 0 0 0 0 1 0 0 0 0 0.561457 ×31 1 1 1 1 1 1 1 1 1 1 0.503091 +32 1 1 1 1 1 1 1 1 1 1 0.505850 +33 1 1 1 1 1 1 1 1 1 1 0.487613 +34 0 0 1 0 0 1 0 1 1 0 0.449696 ×35 1 1 1 1 1 1 1 1 1 1 0.498698 +36 1 1 0 1 1 1 1 0 1 1 0.543077 ×37 0 0 0 0 0 0 0 0 0 0 0.409238 -38 1 1 1 1 1 1 1 1 1 1 0.488184 +39 0 0 0 0 0 0 0 0 0 0 0.427687 -40 1 1 1 1 1 1 1 1 1 1 0.501132 +41 1 1 1 1 1 1 1 1 1 1 0.513779 +42 0 0 0 0 0 0 0 0 0 0 0.566575 -43 1 0 1 1 1 1 1 1 0 1 0.462410 ×44 1 1 1 1 1 1 1 1 1 1 0.470832 +45 0 0 0 0 0 0 0 0 0 0 0.412453 -46 1 1 1 1 1 1 1 1 1 1 0.493441 +47 1 1 1 1 1 1 1 1 1 1 0.486379 +48 0 0 0 0 0 0 0 0 0 0 0.587893 -49 1 1 1 1 1 1 1 1 1 1 0.483803 +50 0 0 0 0 0 0 0 0 0 0 0.446697 -3)根据表6-21中的0和l 数据的结果将评价人A 和B、B 和C、A 和C 利用交叉表方法进行统计(见表6-22),A*B 栏中“0*0”代表A、B 两人均判拒绝的次数,统计有44个;“0*1”代表A 判拒绝而B 判接受的次数,统计有6个;“1*0”代表A 判接受而B 判拒绝的次数,统计有3个;“1*1”代表AB 两人同时判为接受的次数,统计有97个,将统计结果依次填入表6-22中。
KAPPA分析说明Kappa 评估说明:⽬的:评价【⽬视测量系统】的检出能⼒对象:从事产品外观检查的岗位⼈员,包括:品管QC、外观全检⼈员周期:新⼊或转岗⼈员培训合格后,在岗⼈员每季度⼀次;标准:《测量系统分析程序》(C0801-S10)《风险分析法(Kappa)分析报告》(FM-C0801-S10-03)制作评估样品(50pcs):1.1 从量产中收集50个产品,不限产品型号,但须为相同⽣产⼯艺;其中有35个为不良品,不良类型需基本覆盖所有常发外观缺陷,缺陷程度不能太明显;1.2 将收集的样品交由品管⼯程师评判,将评判结果和缺陷内容按样品顺序进⾏记录,并对样品做好较隐秘的序号标记(1~50),必要时可使⽤特殊符号;样品序号状态参考值缺陷内容特殊符号1不合格0脏污⽩,⿇点XX… ………50合格1⽆2、评估准备:2.1 评估前,样品收集⼈对被评价⼈进⾏培训,明确产品外观缺陷的评判标准和接收准则;2.2 评估按检验⼯位开展,每次评价3位员⼯,被评价⼈已独⽴上岗并培训合格;不⾜3⼈时也可单独评价;2.3 三位被评价⼈依次完成50个样品的3次检查,累计产⽣150个检查结果,三次检查需交替或间隔⼀定时间后进⾏,确保“盲测”;2.4 需要⼀位数据记录员和⼀位标准判定⼈协助完成评估3、评估步骤:3.1 记录员在评估表上记录被评价⼈的基本信息,确认3位评估⼈的检查顺序(按⼈次交替进⾏)后,开始评估;3.2 记录员调整样品顺序,交由第⼀位被评价⼈检查,记录检查结果,判定正确记【√】,错误记【×】;当检查结果为不合格时,评价⼈告知缺陷内容和位置(若样品有多个缺陷,只要有⼀个缺陷描述正确,即判为正确);3.3 重复步骤1.2,完成余下的8轮样品检查,记录检查结果;再将⼿⼯数据录⼊【kappa分析报告】,形成评估结果报告(合格由1表⽰,不合格由0表⽰)。
3.4 检查中如对样品缺陷有异议,由标准判定⼈评判4、评估结果(判定准则):条件⼀:⼀致性(Kappa值)0.75<Kappa≤1表⽰有很好的⼀致可接受0.4<Kappa≤0.75表⽰⼀致性⼀般条件接受0<Kappa≤0.4表⽰⼀致性不好不可接受条件⼆:有效性&漏判率&误判率结果有效性漏判率误判率备注可接受≥90%≤2%≤5%同时满⾜条件接受≥80%≤5%≤10%同时满⾜不可接受<80%>5%>10%满⾜⼀个测量系统判定条件⼀和条件⼆同时为【可接受】,测量系统判为【可接受】条件⼀和条件⼆同时为【不可接受】,测量系统判为【不可接受】其他情形,测量系统判为【条件接受】,需明确限定条件5、结果应⽤:5.1 部门主管基于测量系统评估结果,更新员⼯的技能等级⽬视表;每季度定期评估后,再次更新技能等级⽬视表;5.2 评价结果为【不可接受】时,关联部门应暂停该测量系统的使⽤,并对已检测的产品进⾏追溯处理;并基于分析报告改进测量系统,如⼈员培训、检查⽅法调整、检查环境改善,必要时考虑调整被测⼈员的岗位安排;5.3评价结果为【条件接受】时,关联部门需采取措施持续改进。
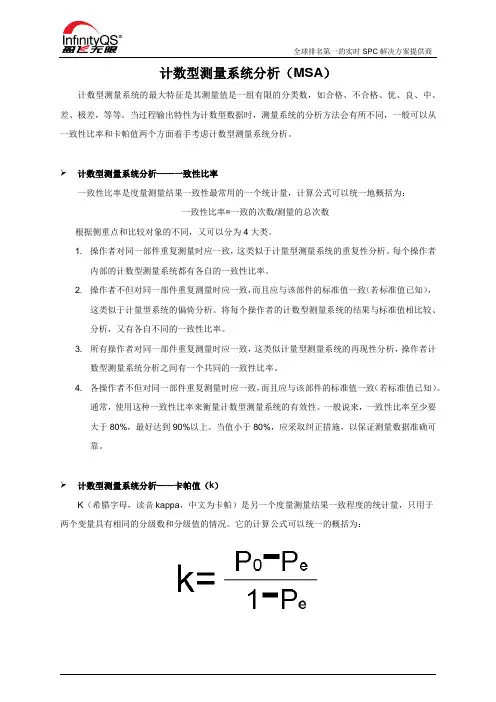
计数型测量系统分析(MSA)计数型测量系统的最大特征是其测量值是一组有限的分类数,如合格、不合格、优、良、中、差、极差,等等。
当过程输出特性为计数型数据时,测量系统的分析方法会有所不同,一般可以从一致性比率和卡帕值两个方面着手考虑计数型测量系统分析。
➢计数型测量系统分析——一致性比率一致性比率是度量测量结果一致性最常用的一个统计量,计算公式可以统一地概括为:一致性比率=一致的次数/测量的总次数根据侧重点和比较对象的不同,又可以分为4大类。
1. 操作者对同一部件重复测量时应一致,这类似于计量型测量系统的重复性分析。
每个操作者内部的计数型测量系统都有各自的一致性比率。
2. 操作者不但对同一部件重复测量时应一致,而且应与该部件的标准值一致(若标准值已知),这类似于计量型系统的偏倚分析。
将每个操作者的计数型测量系统的结果与标准值相比较、分析,又有各自不同的一致性比率。
3. 所有操作者对同一部件重复测量时应一致,这类似计量型测量系统的再现性分析,操作者计数型测量系统分析之间有一个共同的一致性比率。
4. 各操作者不但对同一部件重复测量时应一致,而且应与该部件的标准值一致(若标准值已知)。
通常,使用这种一致性比率来衡量计数型测量系统的有效性。
一般说来,一致性比率至少要大于80%,最好达到90%以上。
当值小于80%,应采取纠正措施,以保证测量数据准确可靠。
➢计数型测量系统分析——卡帕值(k)K(希腊字母,读音kappa,中文为卡帕)是另一个度量测量结果一致程度的统计量,只用于两个变量具有相同的分级数和分级值的情况。
它的计算公式可以统一的概括为:以上公式中,P0为实际一致的比率;P e为期望一致的比率。
K在计算上有两种方法:Cohen 的k和Fleiss的k。
K的可能取值范围是从-1到1,当k为1时,表示两者完全一致;k为0时,表示一致程度不比偶然猜测好;当k为-1时,表示两者截然相反,判断完全不一致。
通常,k为负值的情况很少出现,下表归纳了常规情况下k的判断标准。
3
80.0%312.5%508.8%0.5
(+0.05/-0.05)Ppk:
0.5
0.77评价人A
评价人B
评价人C
最小KAPPA值:目标尺寸:
评估日期:统计人员:GR&R值:24%
测量人数:实验次数:样品数量:
评定结果:
最小有效率:最大漏失率:最大误判率:量规/量仪:尺寸编号:工件机种:公司
#### TECHNOLOGY CO .,LTD GAGE R & R CHART
变差来
源
总检查
数
相配数
错误的
拒收
错误的
接受
不相配
95%UCI
计算所
得结果
95%LCI
总检查
数
一致的
数量
95%UCI
计算所
得结果
95%LCI
样本:
补充:
kappa大于0.75表示有很好的一致
对于产品控制的情况下,当测量结果与决定准则是确定“符合或不符
合某特性的规范”(如:100%检验或抽样),样品(或标准)必须被
选择,但不需要包括整个过程范围。
测量系统的评估是以特性公差为
基础(如对公差的%GRR)。
在过程研究情况下,当测量结果与决定准则是确定“过程稳定性、方
向以及是否符合自然的过程变差”(如:SPC、过程控制、能力及过
程改进),在整个作业过程范围的样本可获得性变得非常重要。
当评
估一测量系统对过程控制的适用性时(如对过程变差的%GRR),推荐
采用过程变差的独立估计法(过程能力研究)。
如果Ppk大于1,则将测量系统与过程进行比
如果Ppk小于1,则将测量系统与公差进行比。
测量系统Kappa系数的使用方法无标准比较测量系统的研究(测量系统内部研究)∙测量系统分析的种类:数据是我们分析问题和作出判断的必要依据,所以数据的生产过程是至关重要的,数据的生产是有测量系统产生的;所以在进行数据测量之前,对测量系统的分析是必不可少的。
测量系统分析应该包含以下几个方面:1.偏倚性2.变差3.线性4.稳定性5.重复性6.再现性∙使用环境:以上的分析多用于可测量型测量系统的分析,比如测量一个零件大小,直径,半径等,也就是指多为连续型数据的测量系统,如果我们要研究属性分类测量系统的性能时,是很难用以上方法进行的,因为无法获得变差,平均方差等值,所以,无法使用方差分析,这时候Kappa系数法为我们提供了解决方法。
比如我们要研究的问题为:o把产品分为合格与不合格o把声音分为大,中,小o把考核分为优,良,不合格∙案例分析:生产线上需要操作人员对生产的产品进行检查,所检查的产品分为合格或者不合格两个水平,现在从一批成品中随机的抽取50个产品让A和B两个操作员进行检查,评定结果如下表,现在我们要对A,B两人的一致性作出评定。
假定:1--表示判断为合格品,0--表示判断为不合格品问题说明:我们研究的问题并不是最终产品多少个是合格的,多少是不合格的,而是在研究我们的测量系统,也就是操作人员A,B是不是具有很高的一致性,原因很简单,我们知道即使是同样的产品,用同样的标准,让不同的人进行检查,结果都可能不一样,我们首先要解决的就是保证测量系统一致性很好之后才考虑产品的合格率。
而KAPPA系数法就是在探索测量系统是否保持较高的一致性。
假设一个参数n ij,下标i表示A这个操作人员评判的结果, j表示B这个操作员评判的结果我们将上面的数据进行整理得到如下表;这么理解表中的数据呢?n00,表示操作员A,B同时评判产品为不合格的数量;n01表示操作人A认为产品不合格,而B认为产品为合格的数量,依次类推;n0+表示操作员A认为所有产品不合个的总数是多少,依次类推。