零部件图号编制规则
- 格式:pps
- 大小:686.50 KB
- 文档页数:20
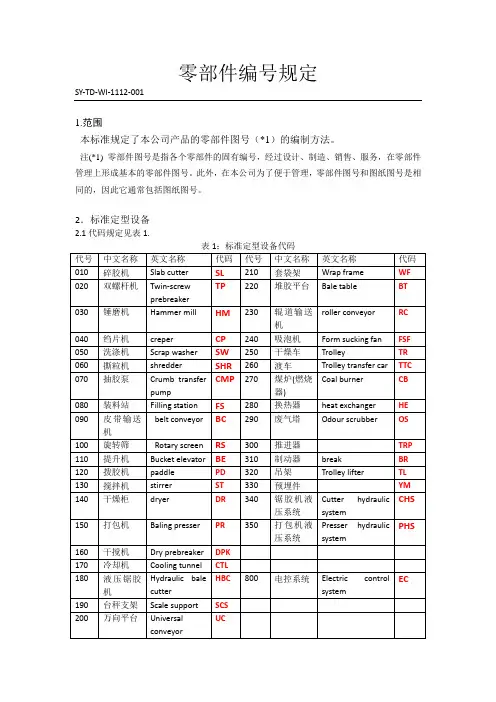
零部件编号规定SY-TD-WI-1112-0011.范围本标准规定了本公司产品的零部件图号(*1)的编制方法。
注(*1) 零部件图号是指各个零部件的固有编号,经过设计、制造、销售、服务,在零部件管理上形成基本的零部件图号。
此外,在本公司为了便于管理,零部件图号和图纸图号是相同的,因此它通常包括图纸图号。
2.标准定型设备2.1代码规定见表1.表1:标准定型设备代码2.2标准定型设备编号方法编号构成:1 2- 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 S Y - ○○○ ○ ○ ○ — ○ ○ ○ ○ ○ ○ ○ ○ ○版本号 8位。
设备代号,见表1的代号。
-’分隔,共4或5位。
2.3编号举例以碎胶机为例说明。
目前信荣公司碎胶机型号表如下,5016表示动刀直径500,动刀数量16,A=动刀宽度 设备代号查表1,是010,那么这6种型号按顺序编入为:011,012,013,。
016, 以后有新机型时,就是017,018,019,但不能进位到020,因为按表1规定,020是双螺杆机的代号。
超过9种以后,可以用字母。
零部件编号按父子关系,每两位一级,总图是8个‘0’,一级部件假如有3个,那么编号就是:010000000200000003000000依次类推。
版本号用于区分该图的正式版本,试制图代号是S,第一次正式图是A,改进版本为B,C等一直往下排。
那么,信荣公司生产的一款碎胶机,动刀直径500,动刀数9把,动刀宽度32,其中的一张图纸,是第一个一级部件里的第三个二级部件的总图的第一次正式版本图号为:SY-SL016 01030000A2.与合同关联的非标件专用图号编排方法这类布局图或表格,以及布局图中出现的只与此合同相关的零部件,按此表代号结合父子关系原则编排。
举例,一个合同号为SY-SD-SC-1201-008的项目的工程控制表的图号:SY-SD-SC-1201-008-400《工程控制表》3.标准件和通用材料编码3.1通用标准件编码按国标要求注明全称,国标号,规格代号,例如:调心球轴承GB/T281-1994 1216K螺栓GB/T 5780 M12x803.2长期协作厂商的产品编号按其提供的资料或合同里的型号名称,例如:WEOT威欧特皮带轮:SPA106x4-2012-45包括现场使用的辅材:易发板、岩棉、玻璃胶、硅酮胶、油漆等。
本规范规定了由乘用车事业部生产的各类车辆的零件、总成和总成装置图的编号规则。
本规范适用于由乘用车事业部生产的各类车辆各类的零件、总成和总成装置图的编号。
本规范不适用于汽车标准件和滚动轴承的编号。
2.术语2.1 组号:用两位数字表示汽车各功能系统内分系统的分类代号。
2.2 分组号:用四位数字表示总成和总成装置的分类代号。
头二位数字代表它隶属的组号,后二位数字代表它在该组内的顺序号。
2.3 件号:用三位数字表示功能系统内总成、分总成、子总成、单元体、零件等顺序代号。
2.3 结构区分号:用一位字母和二位数字或二位字母和一位数字表示,在零部件编号中代表车型代号或车型系列代号。
2.4 变更经历代号:用一位字母和一位数字表示零件、总成和总成装置图更改过程代号。
2.5 修理件代号:在标准尺寸的基础上加大或减小尺寸的修理件,并按其尺寸加大或减小顺序给予代号。
3.零件、总成和总成装置图的编号构成零件、总成和总成装置图的编号由分组号、件号、结构区分号、变更经历代号(修理件代号)组成。
3.1 组号和分组号组号和分组号按标准“QC/T265 附表”规定。
3.2 件号用三位数字表示功能系统内总成、分总成、子总成、单元体、零件等顺序代号,由设计人员自己定,零部件顺序号的编排应符合下列规则:3.3.1总成的第三位应为零或5;注:用5作为总成时,只能用在零部件编号的最后一级,且不能用在左、右对称件的编号上。
例如:××××010、100、110、115;3.3.2零件的第三位不得为零;例如:××××011、101、111、115;3.3.3三位数字为001~009,表示功能图、供应商图、装置图、原理图、布置图、系统图等为了技术、制造和管理的需要而编制的产品号和管理号;例如:××××001,××××装置图;××××002,××××原理图;3.3.4对称零件其上、前、左件应先编号为奇数,下、后、右件后编号且为偶数;3.3.5对本总成内,对称件编号为左单右双顺序编号;例如:16P05-01010 离合器总成,其左右对称的直属零件编号为16P05-01011、16P05-01012;直属总成的编号为16P05-01100、16P05-01200;3.3.5对跨总成对称的零件,其中右总成零件的编号随左总成零件按左单右双的顺序连续编号。
编号/版次:零部件编号规则编制/日期:审核/日期:批准/日期:2010-07-21发布2010—07—21实施北京凯尔斯科技开发有限公司发布1.目的为了确保公司零部件编号、图纸编号的规范,便于查询,特编制本规则.2.范围2.1.本制度规定了公司产品零部件的编号规则。
2.2.本规则适用于本公司采购、生产、供货、试验的所有产品零部件。
3.职责3.1.研发部负责物料编码的规定及编制工作;如果原有物料代码需要变更,研发部负责向相关部门发放更改通知单。
3.2.物控部、生产部、质量部、财务部负责组织实施.4.零部件编号规则零部件编号表达式:○○○○○○○○○○○空格空格空格空格○:表示数字零部件编号说明:○○○○○○○○○○○| | | | || | | | ||| | | || | | | |⑤序列码(排列序号)| | ||| || | ④三级编码(物料特征)|| || | |③二级编码(物料类别)||| | ②一级编码(物料属性)||①产品编号(产品名称)①产品编号(产品名称):只代表公司产品编号,不代表物料其它信息。
如其它产品使用相同一种物料,应以首编产品编号物料码为主.②一级编码(物料属性)功能、性能类别区分码1、产成品——成品整机。
2、半成品——通过零部件加工后的非整机部件(如:焊好元件的电路板、组装完成的电极包、未贴标志的主机等).3、零部件--通过采购或加工后产品所需的全部元器件和零部件。
4、辅助材料-与产品安全、包装、使用等方面有关的材料、资料等(如:包装箱、减震材料、清洁剂、胶粘料等)5、其他—-特殊及杂类部件。
③二级编码(物料类别)1、钣金件—- 通过对标准型材、板材、角钢等金属加工后制成的器件(如:金属机壳、板架、箱盒等).2、机加件——通过车、铣、刨、磨等机械加工制成的器件。
包括金属加工件和非金属加工件等(如:调节阀、工作头、分配器、旋钮等).3、模具件——通过型腔模具制成的器件。
包括玻璃钢件、注塑件、吸塑件等(如:机壳、工作头外壳、面板等)。
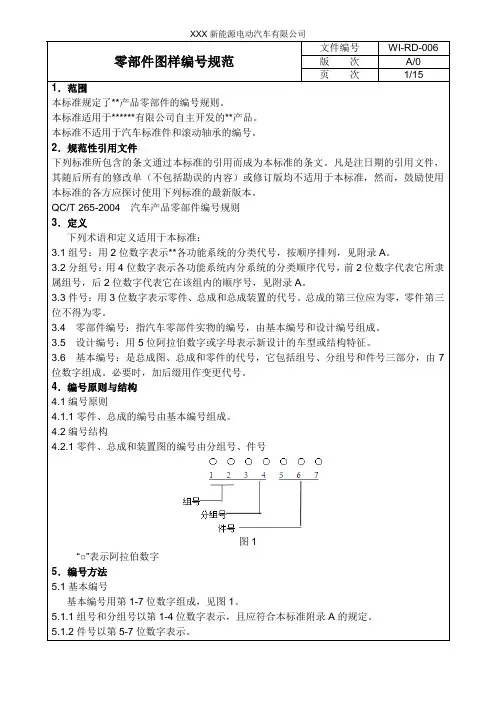
零部件图样编号规范文件编号WI-RD-006 版次A/0页次1/151.范围本标准规定了**产品零部件的编号规则。
本标准适用于******有限公司自主开发的**产品。
本标准不适用于汽车标准件和滚动轴承的编号。
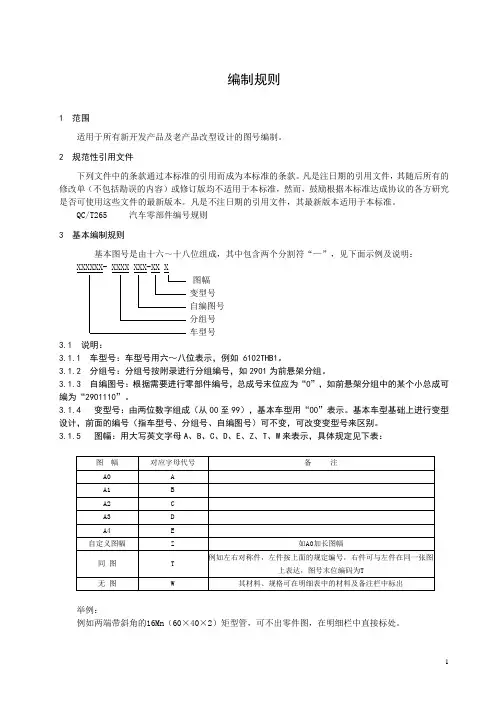
2.规范性引用文件下列标准所包含的条文通过本标准的引用而成为本标准的条文。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励使用本标准的各方应探讨使用下列标准的最新版本。
QC/T 265-2004 汽车产品零部件编号规则3.定义下列术语和定义适用于本标准:3.1组号:用2位数字表示**各功能系统的分类代号,按顺序排列,见附录A。
3.2分组号:用4位数字表示各功能系统内分系统的分类顺序代号,前2位数字代表它所隶属组号,后2位数字代表它在该组内的顺序号,见附录A。
3.3件号:用3位数字表示零件、总成和总成装置的代号。
总成的第三位应为零,零件第三位不得为零。
3.4 零部件编号:指汽车零部件实物的编号,由基本编号和设计编号组成。
3.5 设计编号:用5位阿拉伯数字或字母表示新设计的车型或结构特征。
3.6 基本编号:是总成图、总成和零件的代号,它包括组号、分组号和件号三部分,由7位数字组成。
必要时,加后缀用作变更代号。
4.编号原则与结构4.1编号原则4.1.1零件、总成的编号由基本编号组成。
4.2编号结构4.2.1零件、总成和装置图的编号由分组号、件号图1“○”表示阿拉伯数字5.编号方法5.1基本编号基本编号用第1-7位数字组成,见图1。
5.1.1组号和分组号以第1-4位数字表示,且应符合本标准附录A的规定。
5.1.2件号以第5-7位数字表示。
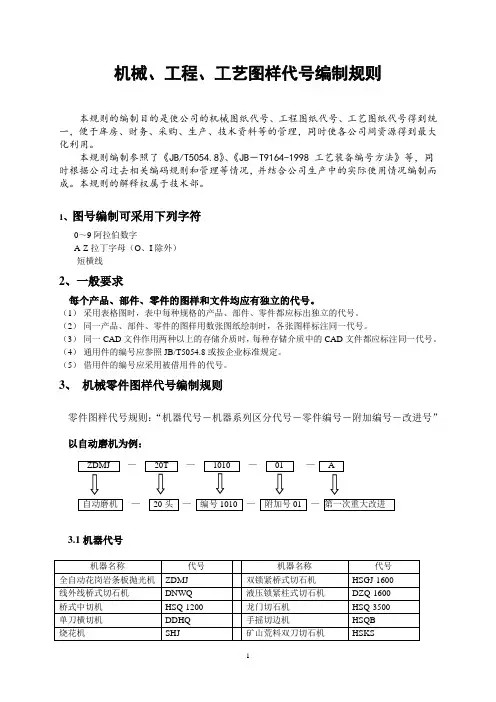
机械、工程、工艺图样代号编制规则本规则的编制目的是使公司的机械图纸代号、工程图纸代号、工艺图纸代号得到统一,便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则编制参照了《JB/T5054.8》、《JB-T9164-1998 工艺装备编号方法》等,同时根据公司过去相关编码规则和管理等情况,并结合公司生产中的实际使用情况编制而成。
本规则的解释权属于技术部。
1、图号编制可采用下列字符0~9阿拉伯数字A-Z拉丁字母(O、I除外)-短横线2、一般要求每个产品、部件、零件的图样和文件均应有独立的代号。
(1)采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
(2)同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
(3)同一CAD文件作用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
(4)通用件的编号应参照JB/T5054.8或按企业标准规定。
(5)借用件的编号应采用被借用件的代号。
3、机械零件图样代号编制规则零件图样代号规则:“机器代号-机器系列区分代号-零件编号-附加编号-改进号”以自动磨机为例:ZDMJ —20T —1010 —01 — A自动磨机—20头—编号1010 —附加号01 —第一次重大改进3.1机器代号机器名称代号机器名称代号全自动花岗岩条板抛光机ZDMJ 双锁紧桥式切石机HSGJ-1600线外线桥式切石机DNWQ 液压锁紧柱式切石机DZQ-1600桥式中切机HSQ-1200 龙门切石机HSQ-3500单刀横切机DDHQ 手摇切边机HSQB烧花机SHJ 矿山荒料双刀切石机HSKS仿型柱座柱帽切机HSZM-2500 电脑仿型线条机DNFX异形磨边机HSMB-3800 手扶磨光机HSM-260A磨台HSM-260B 工地轻便切机HSQC-IO(暂留)(暂留)(暂留)(暂留)(暂留)(暂留)注:1、以上代号为已使用的代号,继续沿用,不再进行修改。

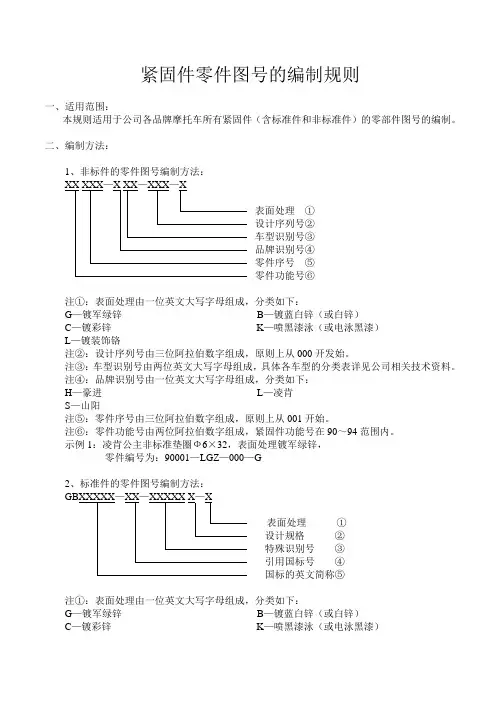
紧固件零件图号的编制规则一、适用范围:本规则适用于公司各品牌摩托车所有紧固件(含标准件和非标准件)的零部件图号的编制。
二、编制方法:1、非标件的零件图号编制方法:表面处理①设计序列号②车型识别号③品牌识别号④零件序号⑤零件功能号⑥注①:表面处理由一位英文大写字母组成,分类如下:G—镀军绿锌B—镀蓝白锌(或白锌)C—镀彩锌K—喷黑漆泳(或电泳黑漆)L—镀装饰铬注②:设计序列号由三位阿拉伯数字组成,原则上从000开发始。
注③:车型识别号由两位英文大写字母组成,具体各车型的分类表详见公司相关技术资料。
注④:品牌识别号由一位英文大写字母组成,分类如下:H—豪进L—凌肯S—山阳注⑤:零件序号由三位阿拉伯数字组成,原则上从001开始。
注⑥:零件功能号由两位阿拉伯数字组成,紧固件功能号在90~94范围内。
示例1:凌肯公主非标准垫圈Ф6×32,表面处理镀军绿锌,零件编号为:90001—LGZ—000—G2、标准件的零件图号编制方法:表面处理①设计规格②特殊识别号③引用国标号④国标的英文简称⑤注①:表面处理由一位英文大写字母组成,分类如下:G—镀军绿锌B—镀蓝白锌(或白锌)C—镀彩锌K—喷黑漆泳(或电泳黑漆)L—镀装饰铬注②:特殊识别号为非必选项,由一位英文大写字母组成,如X—细牙螺距注③:A、设计规格由五位阿拉伯数字构成,原则上前两位表示公标直径,后三位表示装配长度。
B、如果公称直径为整数的直接取整部分为设计规格的前两位。
C、如果公称直径为小数的取小数点前一位和小数点后一位共同组成设计规格的前两位。
D、如果紧固件国标要求装配长度的取装配长度为设计规格的后三位(不足位的用O在前面补足)E、如果紧固件在国标中无装配长度要求概念的直接用O作为设计规格的后三位。
F、如果上述规定不能满足要求的由设计人员另行规定,但必须在零件名称中注明相关规格。
注④:引用国标年号由两位阿位伯数字组成,具体数字参见相关最新版紧固件国标要求。
图纸编号规则文件号:ZH/QE-C06-01版本:A/0 受控:编制:日期:审核:日期:批准:日期:2015-3-26 发布 2015-3-26 实施文件修订记录一、目的为规范图纸编号及图纸标题栏的编制方法,统一编号形式和标题栏的使用,特制订本规定。
二、范围本规定适用于公司以下图纸编号的编制和标题栏的使用:1、零部件图纸2、电气图纸3、结构图纸4、安装布置图5、外来图纸6、任务单四、要求1、每种产品、部件、零件的图纸应遵循“一件一号”的原则,均应有独立的编号;2、同一产品、部件及零件的图纸用数张图纸绘出时,各张图纸号应相同。
3、通用件的编号可采用被通用件的图纸编号。
4、本公司出图的外购件、外协件,其图号由本厂给出;外购、外协件由外购、外协单位设计出图要由公司技术质保部给予验证确认,并给出公司内部图号。
5、产品开发中如出现零、部件相互借用时,图纸的编号应按最先开发的产品图纸编号为准,借用关系应借用最先开发的产品,不准间接借用。
6、产品中通用性高,使用范围较广的零部件应尽快转换为通用件。
技术部门应编制通用件目录和通用件图册,供相关部门查阅使用。
相关部门负责设计变更的申请与确认, 并依技术部发布的设计变更通知单内容配合相关工作的实施与落实。
五、图纸编号的编制规则1、电气图纸编号规则电气图纸编号按产品名称分类编号的方法进行编号,分类编号其代号的基本部分由图纸识别码、特征号(图纸分类代码)、分类号(产品分类码)、识别号(产品零部件顺序号)四部分组成。
图纸编号区位及含义图纸分类含产品合同记录编号(《技术部工作流程记录表》编号)和图纸年份。
产品类别代码见表1。
表1 产品类别代码图纸分类代码用短横线隔开,用于同一项目中相同产品的不同图纸中图号的区分,采用数字、字母或数字加字母的形式进行编号;图纸序号用短横线隔开,编号从01开始,依次顺延。
图纸的初始版本号为A,第一次改动,其版本号为B,第二次改动版本号为C,依次顺延。
SQB10038-2007前言本标准是对SQB10038-2002《斯达—斯太尔汽车产品零部件图号编制规则》的修订。
本次修订主要是为了适应本公司的产品发展和数据管理需要,统一产品零部件的编号。
本标准与SQB10038-2002相比,主要变化如下:a)适用范围扩大到陕重汽公司设计的所有产品零部件编号;b)零部件编号的位数由12位变为13位;c)工厂标记改为设计权代号,字母“D”表示商用车研究所,“J”表示特种车研究所;d)组件代号改为产品组件平台号;e)变型号改为主参数代号;f)子组号由两位改为三位。
本标准代替SQB10038-2002,自本标准实施之日起,原SQB10038-2002作废。
本标准由汽车工程研究院开发管理部提出;本标准由汽车工程研究院开发管理部负责起草;本标准主要起草人:陕西汽车集团有限责任公司企业标准汽车零部件图号编制规则SQB10038—2007 1范围本标准规定了陕重汽公司新设计的汽车产品零部件的图号构成及编号规定。
本标准适用于陕重汽公司新设计汽车产品的零部件图号的编制。
各子公司可参照执行。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
SQB10039—2007汽车产品明细表编号规则3产品零部件图号编制规则3.1产品零部件图号的构成产品零部件图号由设计权代号D(J)、自行设计代号Z、组件产品平台代号、主参数代号、子组代号、顺序号十三位字码组成。
见图1。
陕西汽车集团有限责任公司2007-08-30批准2007-09-01实施□□○○○○○○○○○○○设计权代号D(J)顺序号自行设计代号Z子组代号所属组件产品平台代号所属组件主参数代号□—表示字母○—表示数字图13.1.1设计权代号:用一位字母表示。
D——表示汽车工程研究院商用车研究所;J——表示汽车工程研究院特种车研究所。
Ver. 1.0QC/T-001质量规范–图纸、零件及工装夹具编号规则Specifications of Quality - Coding Rule ofDrawing, Products & Tooling and FixtureXXXX-XX-XX发布XXXX-XX-XX实施XXXXXXXX发布XX-QC/T-001-XXXX前言为了确保公司零部件编号、图纸编号的规范,便于查询,本公司特参照有国家标准及行业标准,制定出本企业标准。
本标准主要参照:1.QC/T265 – 2004 《汽车零部件编号规则》2.ISO/TS16949:2009 《汽车生产件及相关服务件的组织应用ISO9001:2008的特别要求》(第三版)3.XX-QP-QD-01 《文件与资料控制程序》本标准代替XX-QC/T-001-XXXX《产品编号规则》。
本标准与XX-QC/T-001-XXXX相比主要变化如下:——增加了图纸编号规则的内容(增加4.1条目,原4.1条目顺延调整为4.2条目)——调整了夹具(治具)的编号方法本标准由技术部提出。
本标准起草单位:技术部、质量部;修订单位:技术部、质量部本标准首次发布于XXXX年XX月XX日,于XXXX年XX月XX日进行修订。
XX-QC/T-001-XXXX零件、图纸、工装夹具编号规则1.目的为了确保公司工程图纸编号、零件编号以及相关工装模具编号的规范性,便于图纸、零件及相关工装模具的查找,且使图纸、零件及工装夹具保持版本一致,特编制本规则。
2.范围本标准规定了本公司所有产品零部件、图纸及工装部件的基本规则和方法。
本标准适用本公司所有产品零部件编号及工装编号(适用新开发产品模具编号)。
3.术语和定义下列术语和定义适用于本标准。
3.1 产品(Products)生产企业向用户或市场以商品形式提供的成品。
3.2零部件(Parts and components)包括总成、分总成、子总成、单元体、零件。