机械加工工序图
- 格式:docx
- 大小:105.56 KB
- 文档页数:5
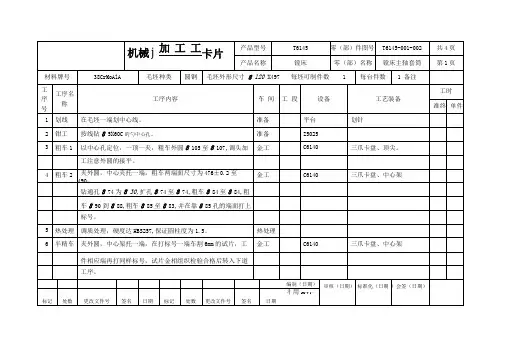
编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
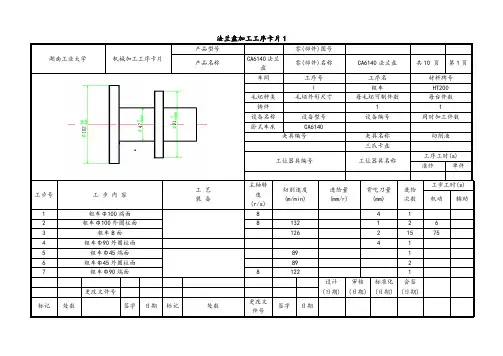
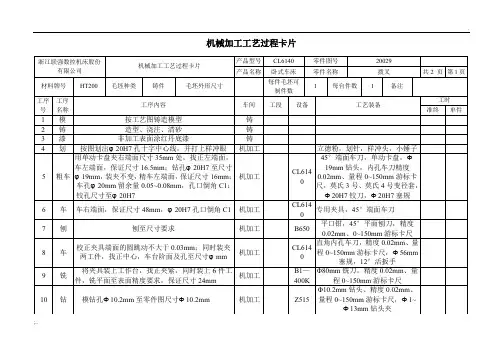
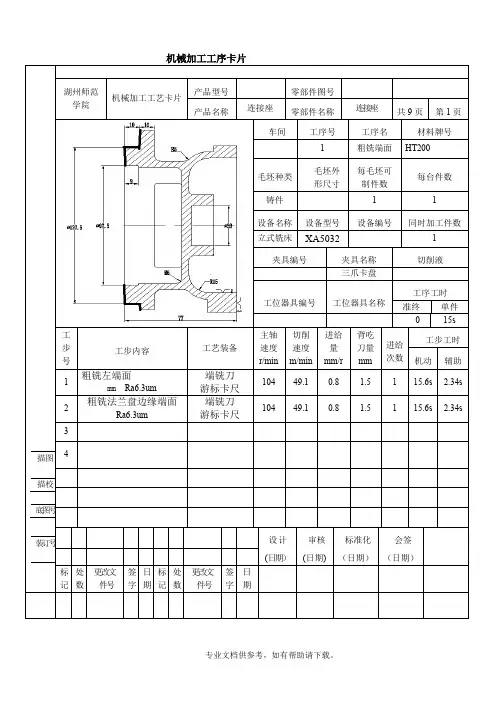
湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称CA6140法兰盘零(部件)名称CA6140法兰盘共10 页第1页车间工序号工序名材料牌号Ⅰ粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 粗车Φ100端面8 4 12 粗车Φ100外圆柱面8 132 1 2 63 粗车B面126 2 15 754 粗车Φ90外圆柱面 4 15 粗车Φ45端面89 16 粗车Φ45外圆柱面89 27 粗车Φ90端面8 122 1设计(日期)审核(日期)标准化(日期)会签(日期)更改文件号标记处数签字日期标记处数更改文件号签字日期潍坊学院机电工程学院机械加工工序卡片产品型号零(部件)图号产品名称CA6140法兰盘零(部件)名称CA6140法兰盘共 10页第 2页车间工序号工序名材料牌号Ⅱ钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 钻Φ18的孔35 37,82 扩Φ的孔设计(日期) 审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共 10页第 3页车间工序号工序名材料牌号Ⅲ精铰HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 精铰Φ20的孔 5设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共 10页第 4页车间工序号工序名材料牌号Ⅳ半精车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 半精车Φ100端面8 12 半精车Φ100外圆柱面8 132 13 半精车B面126 1 1354 半精车Φ90外面柱面 15 半精车Φ45端面187 16 半精车Φ45外圆柱面96 17 半精车Φ90端面134 18 车Φ100柱倒角 1湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共 10页第5页车间工序号工序名材料牌号Ⅴ精车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 精车Φ100左端面8 12 精车Φ100外圆柱面8 132 13 精车B面8 126 1 2824 精车Φ45外圆柱面96 2 455 精车Φ90端面134 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期法兰盘加工工序卡片6湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共 10页第 6页车间工序号工序名材料牌号Ⅵ粗铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数组合机床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 粗铣距中心线34mm的平面 52 1352 粗铣距中心距24mm的平面 5 4 360设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共 10页第 7页车间工序号工序名材料牌号Ⅶ精铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数组合机床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 精铣Φ90两平面 12 135设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共 10页第8页车间工序号工序名材料牌号Ⅷ钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 钻4*Φ9孔30设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称CA6140法兰盘零(部件)名称法兰盘共 10页第 9页车间工序号工序名材料牌号Ⅸ钻、扩HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 钻Φ4mm孔302 扩Φ6mm孔30设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期法兰盘加工工序卡片10湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称CA6140法兰盘共 10页第 10页车间工序号工序名材料牌号Ⅹ磨HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数轻型外圆磨床MQ1350A夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 磨B面18 1 1502 磨距离Φ90轴线24mm的侧平面 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
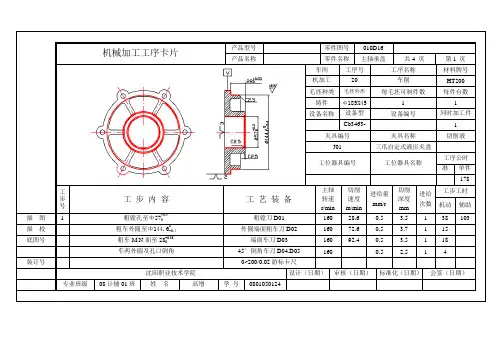
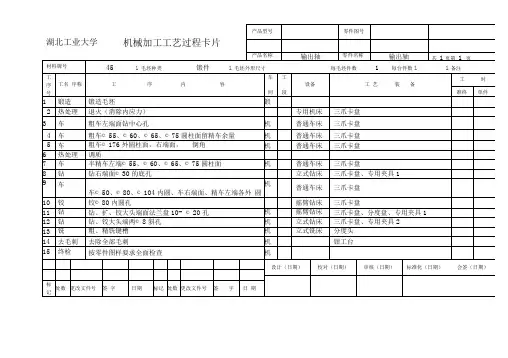
机械加工工序卡片产品型号零件图号010D16产品名称零件名称主轴承盖共4 页第1 页车间工序号工序名称材料牌号机加工20 车削HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件台数铸件Ф185X45 1 1设备名称设备型号设备编号同时加工件数Cb3463-1 1夹具编号夹具名称切削液J01 三爪自定式液压夹盘工位器具编号工位器具名称工序公时准终单件178工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图 1 粗镗孔至Ф57+0.3粗镗刀D01 160 28.6 0.5 3.5 1 38 103描校粗车外圆至Φ144.60-0.4外圆端面粗车刀D02 160 72.6 0.5 3.7 1 15底图号粗车M.N面至28+0.33端面车刀D03 160 92.4 0.5 3.5 1 18车两外圆及孔口倒角45°倒角车刀D04.D05 160 0.5 2.5 1 4装订号0~200/0.02游标卡尺沈阳职业技术学院设计(日期)审核(日期)标准化(日期)会签(日期)专业班级08计辅01班姓名高增学号0801050124机械加工工序卡片产品型号零件图号010D16产品名称零件名称主轴承盖共4 页第2 页车间工序号工序名称材料牌号机加工30 车削HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件台数铸件Ф185X45 1 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1 夹具编号夹具名称切削液J02工位器具编号工位器具名称工序公时准终单件148工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图 1 半精车内孔至Φ59.4-0.074精镗刀D06、50~100百分表560 104.4 0.18 1.3 1 27 94描校精车内孔至Φ60H7(+0.03)560 105.5 0.18 0.3 1 27底图号装订号沈阳职业技术学院设计(日期)审核(日期)标准化(日期)会签(日期)专业班级08计辅01班姓名高增学号0801050124机械加工工序卡片产品型号零件图号010D16产品名称零件名称主轴承盖共4 页第3 页车间工序号工序名称材料牌号机加工40 车削HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件台数铸件Ф184X45 1 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1 夹具编号夹具名称切削液J03 专用夹具工位器具编号工位器具名称工序公时准终单件279工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图 1 半精车外圆至Ф142.60-0.1.外圆端面精车刀D07、端面精车刀D08、Ф142K6卡规、175精镗刀D06、50~100百分表~200外径千分尺、0~200/0.02游标卡尺同轴度和垂直多检测仪L01 250 111.9 0.18 1.0 1 27 16.3描校半精车M、N面28+0.0840250 144.4 0.18 1.2 1 31底图号精车外圆至Φ142K6(0.0290.003)250 111.5 0.18 0.3 1 27精车M、N面至28+0.050250 144.4 0.18 0.3 1 31装订号沈阳职业技术学院设计(日期)审核(日期)标准化(日期)会签(日期)专业班级08计辅01班姓名高增学号0801050124机械加工工序卡片产品型号零件图号010C16产品名称零件名称主轴承盖共4 页第4 页车间工序号工序名称材料牌号机加工50 车削HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件台数铸件690X300X272 1 1设备名称设备型号设备编号同时加工件数1 夹具编号夹具名称切削液J04 专用夹具工位器具编号工位器具名称工序公时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1描图 1 钻6XФ9通孔Φ9标准直径麻花钻。
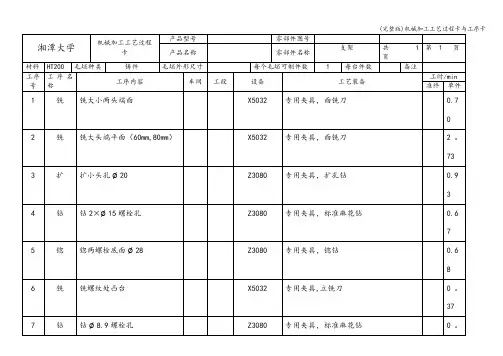
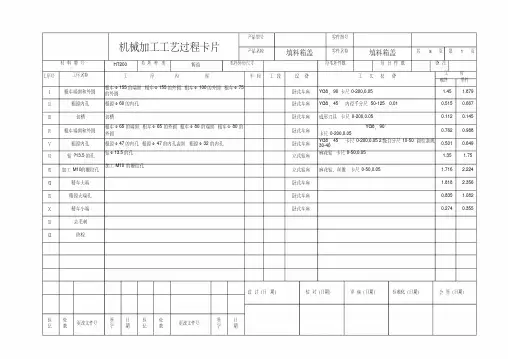
湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 1页车间工序号工序名称材料牌号1粗铣端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0。
70工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣小头端端面A1Ø50mm硬质合金面铣刀,专用夹具37558。
90。
15310.30。
382翻转夹具,粗铣小头端端面A237558。
90.15310。
30。
38(完整版)机械加工工艺过程卡与工序卡设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 2页车间工序号工序名称材料牌号2铣大头端端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件2。
73工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣大头端端面A面至6119.00 mm,BØ50mm硬质合金面铣37558。
90。
1572 2.20。
38面至8122.0mm刀,专用夹具设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14 页第 3页车间工序号工序名称材料牌号3扩小头孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数钻床Z30801夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0.93工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时/min机动辅助1粗扩铸造毛坯孔Ø16mm 至Ø1921.00+mmØ19mm 硬质合金扩孔钻,专用夹具 20011。
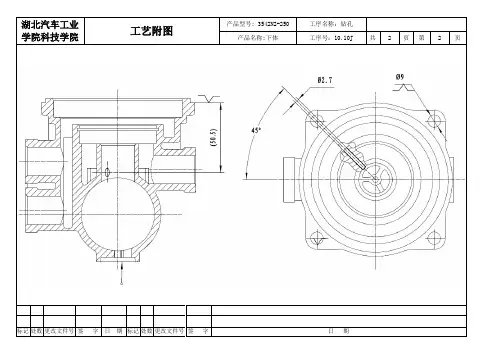
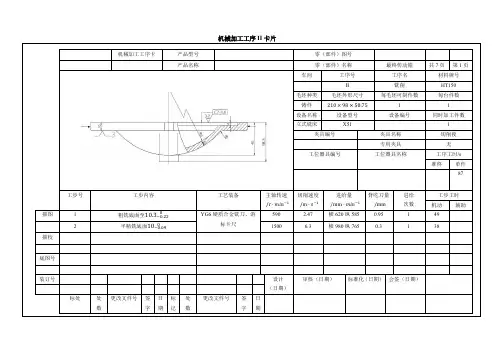
湖北汽车工业学院科技学院工艺附图产品型号: 3542N2-250
工序名称:锪单一螺纹孔
端面、扩孔、倒角
产品名称:下体工序号:50.50J 共 2 页第 2 页
湖北汽车工业学院科技学院工艺附图产品型号: 3542N2-250 工序名称:攻螺纹
产品名称:下体工序号:60.60J 共 2 页第 2 页
湖北汽车工业学院科技学院工艺附图产品型号: 3542N2-250
工序名称:锪另一侧上螺
纹底孔端面、扩孔、
倒角
产品名称:下体工序号:70.70J 共 2 页第 2 页
湖北汽车工业学院科技学院工艺附图产品型号: 3542N2-250 工序名称:攻螺纹
产品名称:下体工序号:80.80J 共 2 页第 2 页
湖北汽车工业学院科技学院工艺附图产品型号: 3542N2-250
工序名称:锪另一侧下螺
纹底孔端面、扩孔、
倒角
产品名称:下体工序号:90.90J 共 2 页第 2 页
湖北汽车工业学院科技学院工艺附图产品型号: 3542N2-250 工序名称:攻螺纹
产品名称:下体工序号:100.100J 共 2 页第 2 页
标记处数更改文件号签字日期标记处数更改文件号签字日期
产品名称:下体工序号:110.110J 共 4 页第 3 页
产品名称:下体工序号:110.110J 共 4 页第 4 页。

一、机械加工工序设计,机械加工工序图
1、基准先行
零件加工一般多从精基准的加工开始,再以精基准定位加工其它表面。
因此,选作精基准的表面应安排在工艺过程起始工序先进行加工,以便为后续工序提供精基准。
例如轴类零件先加工两端中心孔,然后再以中心孔作为精基准,粗、精加工所有外圆表面。
齿轮加工则先加工内孔及基准端面,再以内孔及端面作为精基准,粗、精加工齿形表面。
2、先粗后精
精基准加工好以后,整个零件的机械加工工序,应是粗加工工序在前,相继为半精加工、精加工及光整加工。
东莞市顺文五金机械加工厂提醒您:按先粗后精的原则先加工精度要求较高的主要表面,即先粗加工再半精加工各主要表面,最后再进行精加工和光整加工。
在对重要表面精加工之前,有时需对精基准进行修整,以利于保证重要表面的加工精度,如主轴的高精度磨削时,精磨和超精磨削前都须研磨中心孔;精密齿轮磨齿前,也要对内孔进行磨削加工。
3、先主后次
根据零件的功用和技术要求。
先将零件的主要表面和次要表面分开,然后先安排主要表面的加工,再把次要表面的加工工序插入其中。
东莞市顺文五金机械加工厂提醒您:次要表面一般指键槽、螺孔、销孔等表面。
这些表面一般都与主要表面有一定的相对位置要求,应以主要表面作为基准进行次要表面加工,所以次要表面的加工一般放在主要表面的半精加工以后,精加工以前一次加工结束。
也有放在最后加工的,但此时应注意不要碰伤已加工好的主要表面。
4、先面后孔
对于箱体、底座、支架等类零件,平面的轮廓尺寸较大,用它作为精基准加工孔,比较稳定可靠,也容易加工,有利于保证孔的精度。
东莞市顺文五金机械加工厂提醒您:如果先加工孔,再以孔为基准加工平面,则比较困难,加工质量也受影响。
二,机械加工工序卡,机械加工工序卡设计
三、机械加工工序划分的原则及方法
把原材料转变为成品的全过程,称为生产过程。
东莞市顺文五金机械加工厂提醒您:生产过程一般包括原材料的运输、仓库保管、生产技术准备、毛坯制造、机械加工(含热处理)、装配、检验、喷涂和包装等。
改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程,称为工艺过程。
工艺过程是生产过程的主体,其中机械加工的过程称为机械加工工艺过程。
在机械加工工序过程中,针对零件的结构特点和技术要求,必须采用不同的加工方法和装备,按照一定的顺序依次进行才能完成由毛坯到零件的转变过程。
因此,机械加工工艺过程是由一个或若于个顺序排列的工序组成的,而工序又由安装、工位、工步和进给等组成。
1、工序
一个或一组工人,在一个工作地对一个或同时对几个工件所连续完成的那一部分工艺过程,称为机械加工工序。
划分工序的依据是工作地是否变化和工作是否连续。
如图1-1所示的阶梯轴,当加工数量较少时,工艺过程和工序的划分如表1-1所示,共有四个工序。
当加工数量较多时,其工艺过程和工序的划分如表1-2所示,可分为六个工序。
这里的工序定义和划分是常规机械加工工序中采用的方法。
东莞市顺文五金机械加工厂提醒您:在数控加工中,根据数控加工的特点,工序的划分比较灵活,不受上述定义的限制。
2、工步
在加工表而和加工工具不变的情况下,所连续完成的那一部分工序内容,称为工步。
划分工步的依据是加工表而和工具是否变化。
如表1-1中的工序1有四个工步。
表1-2中的工序4只有一个工步。
3、进给
在一个工步内,若被加工的表面需切除的余量较大,可分几次切削,每次切削称为一次进给。
如图l-2所示的零件加工。
第一工步只需一次进给,第二工步需分两次进给。
3、安装
工件经一次装夹后所完成的那一部机械加工工序,称为安装。
在一道工序中,工件可能只需要安装一次,也可能需要安装几次。
在表1-2的工序4中,只需一次安装即可铣出键槽,而在表1-1的工序2中,至少要两次安装,才能完成全部工艺内容。
4、工位
为了完成一定的机械加工工序部分,一次装夹工件后,工件与夹具或设备的可动部分一起相对刀具或设备的固定部分所占据的每一个位置,称为工位。